Potrebbero piacerti anche
- Bone Ash As An Alternative CementDocumento18 pagineBone Ash As An Alternative CementDing Makabinta0% (1)
- Develop Activated Carbon From Rice Husk by Using Acid Hydrochloric (HCL)Documento5 pagineDevelop Activated Carbon From Rice Husk by Using Acid Hydrochloric (HCL)Chong Khai Lin100% (1)
- Environmentally Benign Approaches for Pulp BleachingDa EverandEnvironmentally Benign Approaches for Pulp BleachingNessuna valutazione finora
- Environmentally Friendly Production of Pulp and PaperDa EverandEnvironmentally Friendly Production of Pulp and PaperNessuna valutazione finora
- Production of Activated Carbon From Coconut Shell Optimization Using Response Surface MethodologyDocumento9 pagineProduction of Activated Carbon From Coconut Shell Optimization Using Response Surface MethodologyyemresimsekNessuna valutazione finora
- Paper & PulpDocumento18 paginePaper & PulpDr-Sheetanshu PandeyNessuna valutazione finora
- Production of Bio-Coal and Activated Carbon From BiomassDocumento126 pagineProduction of Bio-Coal and Activated Carbon From BiomassChristi Naftali100% (1)
- Non-Wood Pulp PaperDocumento101 pagineNon-Wood Pulp PaperAbhijna ShivapuramNessuna valutazione finora
- EWB Project - JARANA Bamboo PlantationDocumento93 pagineEWB Project - JARANA Bamboo PlantationVNessuna valutazione finora
- Activated Carbon From PKSDocumento14 pagineActivated Carbon From PKSVelan Raveendhran100% (2)
- The Potential of Coconut Shell As BiofueDocumento5 pagineThe Potential of Coconut Shell As BiofueEwemiz InsigneNessuna valutazione finora
- Life Cycle Assessment of Biochar As A Partial Replacement To Portland CementDocumento6 pagineLife Cycle Assessment of Biochar As A Partial Replacement To Portland CementStephen John ClementeNessuna valutazione finora
- Coconut Shell Based Activated Carbon W No Greeen House Gas EmissionDocumento4 pagineCoconut Shell Based Activated Carbon W No Greeen House Gas Emissionmragul22Nessuna valutazione finora
- Vishwaniketan Institute of Management, Entrepreneurship and Engineering Technology KHALAPUR-410202Documento12 pagineVishwaniketan Institute of Management, Entrepreneurship and Engineering Technology KHALAPUR-410202piyush sapkalNessuna valutazione finora
- Final Project Synopsis 1Documento90 pagineFinal Project Synopsis 1Shyam YadavNessuna valutazione finora
- Design Hydrothermal Carbonization of Biomass Waste by Using A Stirred Reactor UndipDocumento6 pagineDesign Hydrothermal Carbonization of Biomass Waste by Using A Stirred Reactor Undipraymond tambunanNessuna valutazione finora
- Extraction of Coconut CoirDocumento8 pagineExtraction of Coconut CoirChindy FebriNessuna valutazione finora
- Project Report On Stone Paper Manufacturing Cap: 1400 Ton/yearDocumento7 pagineProject Report On Stone Paper Manufacturing Cap: 1400 Ton/yearEIRI Board of Consultants and Publishers100% (1)
- Pollution Control and Resource Recovery: Sewage SludgeDa EverandPollution Control and Resource Recovery: Sewage SludgeNessuna valutazione finora
- Waste Water TreatmentDocumento4 pagineWaste Water TreatmentIbrar ZahidNessuna valutazione finora
- The Potential of Biochar and Lignin-Based Adsorbents For Wastewater Treatment - Comparison, Mechanism, and Application-A ReviewDocumento16 pagineThe Potential of Biochar and Lignin-Based Adsorbents For Wastewater Treatment - Comparison, Mechanism, and Application-A ReviewzallaishzNessuna valutazione finora
- Bamboo Resource Mapping and Feasibility Assessment For Preprocessing UnitDocumento59 pagineBamboo Resource Mapping and Feasibility Assessment For Preprocessing UnitDeepak Kumar KhadkaNessuna valutazione finora
- Shafarul - Synthesis of Activated Carbon PDFDocumento85 pagineShafarul - Synthesis of Activated Carbon PDFwargajaya79Nessuna valutazione finora
- FGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFDocumento3 pagineFGC Group LLC - Consulting & Engineering - Products - Thermal Processing Equipment - Activated Carbon Plant PDFCleverSeyramKetekuNessuna valutazione finora
- Factsheet On Bioplastics 230309Documento7 pagineFactsheet On Bioplastics 230309a3004448Nessuna valutazione finora
- Indian Chlor-Alkali IndustryDocumento31 pagineIndian Chlor-Alkali IndustryKu RatheeshNessuna valutazione finora
- Profile On Activated Carbon PlantDocumento5 pagineProfile On Activated Carbon PlantsolomonNessuna valutazione finora
- Ethanol Production and Safety Liao and SaffronDocumento33 pagineEthanol Production and Safety Liao and SaffronTom MOt'sNessuna valutazione finora
- 2005 Bookmatter HandbookOfChlor-AlkaliTechnolo PDFDocumento92 pagine2005 Bookmatter HandbookOfChlor-AlkaliTechnolo PDFJimmy Miranda100% (1)
- Waste Water Treatment in Chemical IndustriesDocumento23 pagineWaste Water Treatment in Chemical IndustriesAzman Bin KadirNessuna valutazione finora
- Alternative Construction MaterialDocumento46 pagineAlternative Construction Materialዮናታን ኦርቶዶክስNessuna valutazione finora
- Biodegradable Polymers Bamboo Fiber BiocompositeDocumento12 pagineBiodegradable Polymers Bamboo Fiber BiocompositekhuongdaihuynhNessuna valutazione finora
- Economics of Bioethanol From Rice StrawDocumento8 pagineEconomics of Bioethanol From Rice StrawJosé Alberto CastilloNessuna valutazione finora
- MBT WtE Process Options - Good PDFDocumento11 pagineMBT WtE Process Options - Good PDFMelumzi NontanganaNessuna valutazione finora
- BambooDocumento36 pagineBamboooh my godNessuna valutazione finora
- Niir Manufacture Value Added Products From Rice Husk Hull Rice Husk Ash Rha 2nd Revised EditionDocumento7 pagineNiir Manufacture Value Added Products From Rice Husk Hull Rice Husk Ash Rha 2nd Revised EditionShivam DangNessuna valutazione finora
- Activated Carbon: Too Many Sections Considering Its Overall LengthDocumento16 pagineActivated Carbon: Too Many Sections Considering Its Overall LengthMuhaimin SelawiNessuna valutazione finora
- Natural Coagulant For Waste Water TreatmentDocumento5 pagineNatural Coagulant For Waste Water TreatmentDhiyyah Mardhiyyah100% (1)
- PPC Production PlantDocumento106 paginePPC Production PlantAljay Neeson Imperial100% (1)
- Performance Evaluation of Effluent Treatment Plant of Dairy Industry PDFDocumento6 paginePerformance Evaluation of Effluent Treatment Plant of Dairy Industry PDFMortezaNessuna valutazione finora
- 2014 - CO2 Capture Using Biochar Produced From Sugarcane Bagasse and Hickory WoodDocumento27 pagine2014 - CO2 Capture Using Biochar Produced From Sugarcane Bagasse and Hickory WoodpreemeeNessuna valutazione finora
- Biogas ProductionDocumento7 pagineBiogas ProductionFagbohungbe MichaelNessuna valutazione finora
- Economics of ABS Production ProcessesDocumento4 pagineEconomics of ABS Production ProcessesfdfNessuna valutazione finora
- Project Report On Bamboo PulpDocumento7 pagineProject Report On Bamboo PulpEIRI Board of Consultants and PublishersNessuna valutazione finora
- Elements of Solid Waste ManagementDocumento11 pagineElements of Solid Waste ManagementPrajakta PawarNessuna valutazione finora
- Project Report On Red Oxide PrimerDocumento7 pagineProject Report On Red Oxide PrimerEIRI Board of Consultants and PublishersNessuna valutazione finora
- 200+ Chemical Engineering Project Ideas - MR Moges S Class RoomDocumento9 pagine200+ Chemical Engineering Project Ideas - MR Moges S Class RoomMohan MalavNessuna valutazione finora
- Qdoc - Tips - Sudhanshu Project Report of Production of ButadienDocumento113 pagineQdoc - Tips - Sudhanshu Project Report of Production of ButadienJustin Marc Estipona100% (1)
- Proses Industri KaretDocumento28 pagineProses Industri KaretPra YogaNessuna valutazione finora
- Recent Developments of Textile Waste Water Treatment by Adsorption Process: A ReviewDocumento14 pagineRecent Developments of Textile Waste Water Treatment by Adsorption Process: A ReviewAmin MojiriNessuna valutazione finora
- Carbon Black - Group 2Documento12 pagineCarbon Black - Group 2Nwachukwu Obanye100% (1)
- KFRI-RR325 BambooDocumento21 pagineKFRI-RR325 BambooHoncho Abhi SinhaNessuna valutazione finora
- Promising PDFDocumento6 paginePromising PDFGillian AmbaNessuna valutazione finora
- CelluloseDocumento21 pagineCelluloseabsuneelNessuna valutazione finora
- Evaluation of Biochar Production Systems: ERG 211 - Renewable Energy and Green Technology Experiment Cycle IiDocumento11 pagineEvaluation of Biochar Production Systems: ERG 211 - Renewable Energy and Green Technology Experiment Cycle IiDr. Kiruthika RajamanickamNessuna valutazione finora
- Bamboo AnalysistDocumento32 pagineBamboo Analysistroy sihaloho100% (1)
- Project Report On BOPPDocumento1 paginaProject Report On BOPPPuneet Agarwal100% (1)
- Solid Waste ManagementDocumento4 pagineSolid Waste ManagementEditor IJTSRDNessuna valutazione finora
- NPK Plant Basic DesignDocumento4 pagineNPK Plant Basic DesignDidier SanonNessuna valutazione finora
- Pretreatment of Biomass: Processes and TechnologiesDa EverandPretreatment of Biomass: Processes and TechnologiesValutazione: 5 su 5 stelle5/5 (1)
- Canteenstandardization 140404093606 Phpapp01Documento112 pagineCanteenstandardization 140404093606 Phpapp01Erik WeeksNessuna valutazione finora
- ChE Objective Type Questions Compilation-Dean MedinaDocumento171 pagineChE Objective Type Questions Compilation-Dean MedinaErik WeeksNessuna valutazione finora
- Chemical ProcessDocumento18 pagineChemical ProcessErik WeeksNessuna valutazione finora
- Chemical Engineering ThermodynamicsDocumento35 pagineChemical Engineering ThermodynamicsErik WeeksNessuna valutazione finora
- MEMODocumento1 paginaMEMOErik WeeksNessuna valutazione finora
- The Legend of The Coconut Tree (Edited)Documento2 pagineThe Legend of The Coconut Tree (Edited)Erik WeeksNessuna valutazione finora
- Chemical Engineering ThermodynamicsDocumento35 pagineChemical Engineering ThermodynamicsErik WeeksNessuna valutazione finora
- Che CHM QuestionsDocumento82 pagineChe CHM QuestionsErik WeeksNessuna valutazione finora
- Coconut HuskDocumento4 pagineCoconut HuskErik WeeksNessuna valutazione finora
- Corn CobsDocumento2 pagineCorn CobsErik WeeksNessuna valutazione finora
- Water Quality Requirement For Different UsesDocumento8 pagineWater Quality Requirement For Different UsesErik WeeksNessuna valutazione finora
- Water QualityDocumento11 pagineWater QualityErik WeeksNessuna valutazione finora
- Corn CobsDocumento2 pagineCorn CobsErik WeeksNessuna valutazione finora
- Leadership Is A Potent Combination of Strategy and Character. But If You Must Be Without One, Be Without The Strategy. - Norman SchwarzkopfDocumento4 pagineLeadership Is A Potent Combination of Strategy and Character. But If You Must Be Without One, Be Without The Strategy. - Norman SchwarzkopfErik WeeksNessuna valutazione finora
- 1 s2.0 S1878535211003030 MainDocumento8 pagine1 s2.0 S1878535211003030 MainErik WeeksNessuna valutazione finora
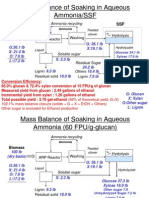
- Mass Balance of Ammonia Treatment at Room TempDocumento3 pagineMass Balance of Ammonia Treatment at Room TempErik WeeksNessuna valutazione finora
- Comparative Simulation of The Purification of Wet Phosphoric Acid by TBP Mibk and A Mixture Mibk TBP 2157 7048.1000134Documento4 pagineComparative Simulation of The Purification of Wet Phosphoric Acid by TBP Mibk and A Mixture Mibk TBP 2157 7048.1000134Erik WeeksNessuna valutazione finora
- 1032 1025 1 PBDocumento9 pagine1032 1025 1 PBErik WeeksNessuna valutazione finora
- Activated CarbonDocumento69 pagineActivated CarbonSaheed Adewale100% (2)
- A 121 Z 1 P 86Documento4 pagineA 121 Z 1 P 86Erik WeeksNessuna valutazione finora
- Calorific Values and Proximate Analysis ofDocumento13 pagineCalorific Values and Proximate Analysis ofErik WeeksNessuna valutazione finora
- Energy and Mass IncinerationDocumento11 pagineEnergy and Mass Incinerationnuti_srinivasNessuna valutazione finora
- Material and Energy Balance in Industrial PlantDocumento26 pagineMaterial and Energy Balance in Industrial Plantconan45Nessuna valutazione finora
- Green FinanceDocumento16 pagineGreen FinanceErik WeeksNessuna valutazione finora
- Concept PaperDocumento1 paginaConcept PaperErik WeeksNessuna valutazione finora
- Proximate Composition-Coconut HuskDocumento4 pagineProximate Composition-Coconut HuskErik WeeksNessuna valutazione finora
- Activated Carbon UsesDocumento3 pagineActivated Carbon UsesErik WeeksNessuna valutazione finora
- Raw MaterialsDocumento14 pagineRaw MaterialsErik WeeksNessuna valutazione finora
- Match TreatmentDocumento2 pagineMatch TreatmentErik WeeksNessuna valutazione finora
- INV6 - Fire Protection and Arson Investigation Lesson 1: Introduction To Fire Protection and Arson InvestigationDocumento3 pagineINV6 - Fire Protection and Arson Investigation Lesson 1: Introduction To Fire Protection and Arson InvestigationCherrie Mae JacintoNessuna valutazione finora
- TCVN 5760-1993 Fire Extingishing SystemDocumento6 pagineTCVN 5760-1993 Fire Extingishing Systemochocomike100% (1)
- Rocket Propulsion Unit-3Documento53 pagineRocket Propulsion Unit-3api-271354682100% (4)
- Rice Husk Based Power PlantsDocumento21 pagineRice Husk Based Power PlantsMohan Ananth67% (3)
- Methanol Production and UseDocumento403 pagineMethanol Production and UseEvin Joy92% (13)
- 3Documento32 pagine3Adil DemiralpNessuna valutazione finora
- Victrex - Material Properties Guide 3 - 7 - USDocumento26 pagineVictrex - Material Properties Guide 3 - 7 - USBakkiya RajNessuna valutazione finora
- Hazop - Net PDFDocumento9 pagineHazop - Net PDFPalash DeyNessuna valutazione finora
- Sabp F 005Documento17 pagineSabp F 005Eagle SpiritNessuna valutazione finora
- Greenhouse PuzzlesDocumento296 pagineGreenhouse PuzzlesIsnaini PrihatiningsihNessuna valutazione finora
- Ripley - Medulla AlchymiaeDocumento71 pagineRipley - Medulla AlchymiaeClaudio Ralha SantosNessuna valutazione finora
- PC200 8 PC200LC 8 PC200 7 PC200LC 7 Lowres 72326Documento58 paginePC200 8 PC200LC 8 PC200 7 PC200LC 7 Lowres 72326anton100% (1)
- Enhancement Method'S On Boiler EfficiencyDocumento16 pagineEnhancement Method'S On Boiler Efficiencysidan magnaNessuna valutazione finora
- Case Study On Polyester Fiber Synthesis & Fire Protection Facilities at Reliance Industries Barabanki Manufacturing UnitDocumento57 pagineCase Study On Polyester Fiber Synthesis & Fire Protection Facilities at Reliance Industries Barabanki Manufacturing Unitवात्सल्य कृतार्थNessuna valutazione finora
- All Ablut Glowplugs BERUDocumento16 pagineAll Ablut Glowplugs BERURoman AdamNessuna valutazione finora
- Pipe 4Documento19 paginePipe 4Mark AllenNessuna valutazione finora
- DAACK Vessels Pvt. LTDDocumento18 pagineDAACK Vessels Pvt. LTDNandeesh NandyNessuna valutazione finora
- 1 Electric Injection System - Chery Tiggo T11Documento87 pagine1 Electric Injection System - Chery Tiggo T11limadacarlosNessuna valutazione finora
- Handbook Nitrogen Oxides Pollution Prevention and ControlDocumento5 pagineHandbook Nitrogen Oxides Pollution Prevention and ControlrupigapigaNessuna valutazione finora
- Chemtool Contaminants ReportDocumento32 pagineChemtool Contaminants ReportNewsNessuna valutazione finora
- Coursework: Name: Student Number: DateDocumento7 pagineCoursework: Name: Student Number: DateACHIENG REBECCANessuna valutazione finora
- Jet A Fuel Pertamina InfoDocumento6 pagineJet A Fuel Pertamina InfoDidi Suprayogi DanuriNessuna valutazione finora
- 25 21 0008 - E511484bDocumento77 pagine25 21 0008 - E511484bhpNessuna valutazione finora
- Piazzesi, PHD Thesis, ETH Zurich, 2006Documento164 paginePiazzesi, PHD Thesis, ETH Zurich, 2006Alfin AdiNessuna valutazione finora
- Drager Flow Check Ampoules MSDSDocumento3 pagineDrager Flow Check Ampoules MSDSa k bNessuna valutazione finora
- SPEC-Aid 8Q462 Turbine Fuel Stabilizer and Detergent Additive by GE Power & WaterDocumento2 pagineSPEC-Aid 8Q462 Turbine Fuel Stabilizer and Detergent Additive by GE Power & WaterJim Lee ClimateViewer100% (1)
- Basic Science and Technology PDFDocumento10 pagineBasic Science and Technology PDFpromiseisemin59Nessuna valutazione finora
- Boiler DescriptionDocumento11 pagineBoiler DescriptionUlvi FatullayevNessuna valutazione finora
- Summaries For Safe Disposal of Unwanted PharmaceuticalsDocumento8 pagineSummaries For Safe Disposal of Unwanted Pharmaceuticalsdanialrf9Nessuna valutazione finora
- Material Safety Data Sheet: Section 1 - Chemical Product and Company IdentificationDocumento16 pagineMaterial Safety Data Sheet: Section 1 - Chemical Product and Company IdentificationAnis FatehahNessuna valutazione finora