Potrebbero piacerti anche
- A 949 - A 949M - 01 Qtk0os9botq5tqDocumento4 pagineA 949 - A 949M - 01 Qtk0os9botq5tqsachinguptachdNessuna valutazione finora
- A 872 - 91 R02 Qtg3mi05mviwmgDocumento3 pagineA 872 - 91 R02 Qtg3mi05mviwmgsachinguptachdNessuna valutazione finora
- Deformed and Plain Carbon-Steel Bars For Concrete ReinforcementDocumento8 pagineDeformed and Plain Carbon-Steel Bars For Concrete ReinforcementmameniqNessuna valutazione finora
- C 1330 - 02 - QzezmzaDocumento2 pagineC 1330 - 02 - Qzezmzamercab15Nessuna valutazione finora
- C 1002 - 00 QzewmditmdaDocumento4 pagineC 1002 - 00 QzewmditmdaHumberto GutierrezNessuna valutazione finora
- Agencies Engaged in The Testing And/or Inspection of Materials Used in ConstructionDocumento9 pagineAgencies Engaged in The Testing And/or Inspection of Materials Used in ConstructionFredyNessuna valutazione finora
- Astm C954Documento3 pagineAstm C954Cj Elamparo100% (1)
- C1032 - 06Documento2 pagineC1032 - 06Black GokuNessuna valutazione finora
- Fiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceDocumento3 pagineFiberglass Reinforced Styrene-Butadiene-Styrene (SBS) Modified Bituminous Sheets With A Factory Applied Metal SurfaceKevin Josue100% (1)
- Styrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsDocumento3 pagineStyrene Butadiene Styrene (SBS) Modified Bituminous Sheet Materials Using Glass Fiber ReinforcementsLuigi HernándezNessuna valutazione finora
- Gypsum Board: Standard Specification ForDocumento7 pagineGypsum Board: Standard Specification ForMuhammed Asraff Abdul RahmanNessuna valutazione finora
- ASTM E 303.14603 British PendulumDocumento6 pagineASTM E 303.14603 British PendulumKongsak AkkharawongwhatthanaNessuna valutazione finora
- Astm A706 - A706m-22Documento7 pagineAstm A706 - A706m-221965karanfil6Nessuna valutazione finora
- Captura de Tela 2023-06-07 À(s) 16.30.51Documento6 pagineCaptura de Tela 2023-06-07 À(s) 16.30.51Gon FreecsNessuna valutazione finora
- Astm A1011 2010Documento9 pagineAstm A1011 2010ACEROVIALNessuna valutazione finora
- Astm A820 - 2011Documento4 pagineAstm A820 - 2011Lissette Rohs Mauricio HerhuayNessuna valutazione finora
- Ea230 - Astm E2357 - E331Documento11 pagineEa230 - Astm E2357 - E331Deco DluxeNessuna valutazione finora
- C 1047 - 99 QzewndcDocumento3 pagineC 1047 - 99 QzewndcGarcia ManuelNessuna valutazione finora
- California Title 24, Part 1 Administrative Code 264pp 6x9tradeDocumento264 pagineCalifornia Title 24, Part 1 Administrative Code 264pp 6x9tradeTom AstaNessuna valutazione finora
- Jeremias INSTALL DS-GOV PDFDocumento28 pagineJeremias INSTALL DS-GOV PDFjudi sierNessuna valutazione finora
- Astm A106 PDFDocumento13 pagineAstm A106 PDFDanny Milton Silva VasquezNessuna valutazione finora
- Epoxy-Resin-Base Bonding Systems For ConcreteDocumento6 pagineEpoxy-Resin-Base Bonding Systems For ConcreteDataniel RosarioNessuna valutazione finora
- D 4491 - 99 Rdq0oteDocumento6 pagineD 4491 - 99 Rdq0oteDiego Lizana OlarteNessuna valutazione finora
- Astm e 935-00 985-00Documento29 pagineAstm e 935-00 985-00zoranmiskovicNessuna valutazione finora
- Astm A194 - A194m-23Documento13 pagineAstm A194 - A194m-23ashrafNessuna valutazione finora
- Rail-Steel and Axle-Steel Deformed Bars For Concrete ReinforcementDocumento5 pagineRail-Steel and Axle-Steel Deformed Bars For Concrete ReinforcementWashington JorgeNessuna valutazione finora
- Astm A82 1979Documento6 pagineAstm A82 1979yoki_triwahyudiNessuna valutazione finora
- Lime Putty For Structural PurposesDocumento2 pagineLime Putty For Structural Purposesasemamaw damtieNessuna valutazione finora
- Astm F 679-03Documento6 pagineAstm F 679-03JORGE ARTURO TORIBIO HUERTA100% (1)
- Astm A615 1979 PDFDocumento8 pagineAstm A615 1979 PDFYassine ZamzamiNessuna valutazione finora
- C32 13Documento2 pagineC32 13diego rodriguezNessuna valutazione finora
- 548 5R-94 PDFDocumento26 pagine548 5R-94 PDFJoão Carlos Protz ProtzNessuna valutazione finora
- Astm E72 E72-15Documento13 pagineAstm E72 E72-15cristobal aguilar100% (1)
- Astm C 34Documento3 pagineAstm C 34Professor Dr. Nabeel Al-Bayati-Consultant Engineer100% (1)
- ARDEX Guide To Waterproofing Liquid Applied Membranes PDFDocumento88 pagineARDEX Guide To Waterproofing Liquid Applied Membranes PDFNickNessuna valutazione finora
- D4945 - 17 4.08 High-Strain Dynamic Testing of Piles (PDA Test)Documento10 pagineD4945 - 17 4.08 High-Strain Dynamic Testing of Piles (PDA Test)JemersonMSNessuna valutazione finora
- C490 Practice For Use of Apparatus For The Determination ofDocumento5 pagineC490 Practice For Use of Apparatus For The Determination ofCarineMolzNessuna valutazione finora
- C780Documento16 pagineC780Karlita Cisneros100% (2)
- Standard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementDocumento7 pagineStandard Specification For Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementJose Fernando Huayhua ApfataNessuna valutazione finora
- Abuse-Resistant Nondecorated Interior Gypsum Panel Products and Fiber-Reinforced Cement PanelsDocumento7 pagineAbuse-Resistant Nondecorated Interior Gypsum Panel Products and Fiber-Reinforced Cement PanelsAlejandroNessuna valutazione finora
- Astm A185 A185m-07Documento6 pagineAstm A185 A185m-07HelisNessuna valutazione finora
- SS S 210aDocumento10 pagineSS S 210akeithc01Nessuna valutazione finora
- Roberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteDocumento75 pagineRoberto C. A. Pinto and Kenneth C. Hover Frost and Scaling Resistance of High-Strength ConcreteFaroq MaraqaNessuna valutazione finora
- 2011 03 Mccowan Kivela PDFDocumento11 pagine2011 03 Mccowan Kivela PDFFranklyn GenoveNessuna valutazione finora
- Astm D6938.14709Documento9 pagineAstm D6938.14709Stuar TencioNessuna valutazione finora
- Tek 14-07C11 PDFDocumento8 pagineTek 14-07C11 PDFsaadyamin2821Nessuna valutazione finora
- Principles and Practices of Stud Welding: State-Of-The-Art PaperDocumento13 paginePrinciples and Practices of Stud Welding: State-Of-The-Art Paperalbert limantonoNessuna valutazione finora
- SPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsDocumento8 pagineSPEC-89 - DuPont Tyvek StuccoWrap Product Specifications BEFORE WindowsSujanto WidjajaNessuna valutazione finora
- E329 PDFDocumento10 pagineE329 PDFINARQ1979Nessuna valutazione finora
- Astm C955-09Documento4 pagineAstm C955-09rodrigoNessuna valutazione finora
- Astm D3139 (1998)Documento3 pagineAstm D3139 (1998)anish_am2005Nessuna valutazione finora
- CEVA 250-Phyzite 380Documento1 paginaCEVA 250-Phyzite 380hernie w. vergel de dios jrNessuna valutazione finora
- D4748 Determining Bound Pavement Layers by Short Pulse RadarDocumento7 pagineD4748 Determining Bound Pavement Layers by Short Pulse Radarvliew18Nessuna valutazione finora
- Acceptance of Evidence Based On The Results of Probability SamplingDocumento6 pagineAcceptance of Evidence Based On The Results of Probability SamplingJonathan PulidoNessuna valutazione finora
- Roofing and Waterproofing: Standard Terminology Relating ToDocumento9 pagineRoofing and Waterproofing: Standard Terminology Relating ToRONALD MUELLERNessuna valutazione finora
- D450Documento2 pagineD450saifullah629Nessuna valutazione finora
- Ufgs 13 34 19Documento45 pagineUfgs 13 34 19sharandeep1112Nessuna valutazione finora
- Deformed and Plain Low-Alloy Steel Bars For Concrete ReinforcementDocumento7 pagineDeformed and Plain Low-Alloy Steel Bars For Concrete Reinforcementjose moralesNessuna valutazione finora
- Astm A618Documento4 pagineAstm A618Ayman ShamaNessuna valutazione finora
- Structural Analysis 1: Statically Determinate StructuresDa EverandStructural Analysis 1: Statically Determinate StructuresNessuna valutazione finora
- Mullanpur Master PlanDocumento1 paginaMullanpur Master PlansachinguptachdNessuna valutazione finora
- Guide Lines For Producing Quality S.G. Iron PDFDocumento28 pagineGuide Lines For Producing Quality S.G. Iron PDFsachinguptachd100% (1)
- Introduction To Thermal Analysis of Cast Iron PDFDocumento21 pagineIntroduction To Thermal Analysis of Cast Iron PDFsachinguptachdNessuna valutazione finora
- Iron Alloys PDFDocumento6 pagineIron Alloys PDFsachinguptachdNessuna valutazione finora
- Elkem Graphite Structure PDFDocumento1 paginaElkem Graphite Structure PDFsachinguptachdNessuna valutazione finora
- Carbide Dissolution in Thin Wall Ductile Iron PDFDocumento8 pagineCarbide Dissolution in Thin Wall Ductile Iron PDFsachinguptachdNessuna valutazione finora
- Effect of Chill On Ni Cast Iron PDFDocumento18 pagineEffect of Chill On Ni Cast Iron PDFsachinguptachdNessuna valutazione finora
- Calculator For Mixer Efficiency by Wenniger FormulaDocumento6 pagineCalculator For Mixer Efficiency by Wenniger FormulasachinguptachdNessuna valutazione finora
- Casting Clinic-How To Produce DI PDFDocumento14 pagineCasting Clinic-How To Produce DI PDFsachinguptachdNessuna valutazione finora
- Ductile Dross Formation MonitoringDocumento27 pagineDuctile Dross Formation MonitoringsachinguptachdNessuna valutazione finora
- Effect of Minor and Trace Elements in Cast IronDocumento2 pagineEffect of Minor and Trace Elements in Cast IronsachinguptachdNessuna valutazione finora
- Cast Iron Handbook PDFDocumento144 pagineCast Iron Handbook PDFsachinguptachdNessuna valutazione finora
- Chunky GraphiteDocumento16 pagineChunky GraphitesachinguptachdNessuna valutazione finora
- Effect of Aloying Elements in Cast IronDocumento2 pagineEffect of Aloying Elements in Cast IronsachinguptachdNessuna valutazione finora
- Question On CSWIP 3.2Documento7 pagineQuestion On CSWIP 3.2mushruff88% (8)
- 1 Polyethylene Terephthalate Blends PDFDocumento14 pagine1 Polyethylene Terephthalate Blends PDFNormix FlowersNessuna valutazione finora
- Prestressing DocumentDocumento59 paginePrestressing DocumentAmoula Ahmed100% (1)
- Thioflex 600 Gun Grade TDSDocumento3 pagineThioflex 600 Gun Grade TDSDevendra100% (1)
- Eyectors PDFDocumento110 pagineEyectors PDFDiego Rincon100% (1)
- CS Raw Water Storage TankDocumento18 pagineCS Raw Water Storage Tankmuchamad yasinNessuna valutazione finora
- Basic Technology Jss1Documento23 pagineBasic Technology Jss1Abdullateef AdedoyinNessuna valutazione finora
- Crude Storage Tanks Rev.CDocumento9 pagineCrude Storage Tanks Rev.CdhahiNessuna valutazione finora
- RC Beam Design CCAA - Revised 1.2 JWWDocumento12 pagineRC Beam Design CCAA - Revised 1.2 JWWFerdie TolosaNessuna valutazione finora
- ERI-3728-5 - Data Sheet - ECCDocumento3 pagineERI-3728-5 - Data Sheet - ECCigor brocaNessuna valutazione finora
- Luminarias Glamox para Areas DeportivasDocumento2 pagineLuminarias Glamox para Areas DeportivasAlberto PopushoyNessuna valutazione finora
- Pipeline Stress Analysis With Caesar IIDocumento16 paginePipeline Stress Analysis With Caesar IIwooNessuna valutazione finora
- TR069 Design Anchorage of Post Installed Rebars 2019 10Documento22 pagineTR069 Design Anchorage of Post Installed Rebars 2019 10JohnNessuna valutazione finora
- FM 1492BF En2 31026 PDFDocumento2 pagineFM 1492BF En2 31026 PDFchkzaNessuna valutazione finora
- Aluminum Alloy Introduction of Nari HuaishengDocumento16 pagineAluminum Alloy Introduction of Nari Huaishengmadhukarreddy2811Nessuna valutazione finora
- Ch-21 Sand CastingDocumento156 pagineCh-21 Sand CastingDivya SoniNessuna valutazione finora
- Kovi - Love Irc SP 114 2018pdfDocumento144 pagineKovi - Love Irc SP 114 2018pdfsadam_rangrejNessuna valutazione finora
- Compressible Flow ExamplesDocumento3 pagineCompressible Flow ExamplesMikaila Denise LoanzonNessuna valutazione finora
- Prediction of Forming Limits and Parameter in TheDocumento17 paginePrediction of Forming Limits and Parameter in TheĐặng Quốc ĐạiNessuna valutazione finora
- Flexural Members of Special Moment FramesDocumento39 pagineFlexural Members of Special Moment FramesJenny MorenoNessuna valutazione finora
- TSAP Series: All Purpose Temperature SensorDocumento2 pagineTSAP Series: All Purpose Temperature SensorSyed JahangirNessuna valutazione finora
- Investigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueDocumento4 pagineInvestigation On Mechanical Properties of Aluminum (6065) With Copper by PM TechniqueVinoth KumarNessuna valutazione finora
- K-Resin Styrene-Butadiene Copolymers (SBC) : Customer Benefits Typical ApplicationsDocumento1 paginaK-Resin Styrene-Butadiene Copolymers (SBC) : Customer Benefits Typical ApplicationssumherilNessuna valutazione finora
- Glossary of Terms For Hollow Metal Doors and Frames: SDI Technical Data Series Industry Alert 14Documento28 pagineGlossary of Terms For Hollow Metal Doors and Frames: SDI Technical Data Series Industry Alert 14Г. БаянмөнхNessuna valutazione finora
- SSH KPKNL 2021Documento12 pagineSSH KPKNL 2021Taufik GeodetikNessuna valutazione finora
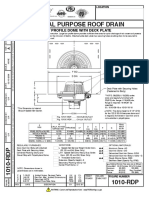
- d1010 RDPDocumento1 paginad1010 RDPFernando CardosoNessuna valutazione finora
- Tutorial 2071 PDFDocumento24 pagineTutorial 2071 PDFPrabin Acharya100% (1)
- KHD Rotary KilnsDocumento4 pagineKHD Rotary KilnsRajib DuttaNessuna valutazione finora
- Absolute Zero and The Kelvin Temperature ScaleDocumento1 paginaAbsolute Zero and The Kelvin Temperature ScalesiewkiemNessuna valutazione finora