Potrebbero piacerti anche
- Fabricacion de Una PoleaDocumento24 pagineFabricacion de Una PoleaJose Angel Chirguita67% (3)
- Fabricacion de Una Polea PDFDocumento24 pagineFabricacion de Una Polea PDFjavierdario plazas rinconNessuna valutazione finora
- 3 - Mdcme02 6330 102 1Documento22 pagine3 - Mdcme02 6330 102 1helard68Nessuna valutazione finora
- Examen Diciembre 2012 FabricaciónDocumento6 pagineExamen Diciembre 2012 FabricaciónJulioNessuna valutazione finora
- Taller Final Hidráulica y NeumáticaDocumento5 pagineTaller Final Hidráulica y NeumáticaCristian Pineda GuevaraNessuna valutazione finora
- Examen Final 2Documento15 pagineExamen Final 2ivan olano benavidesNessuna valutazione finora
- Memoria de Calculo Faja Transportador - RevDocumento15 pagineMemoria de Calculo Faja Transportador - RevMiguelRagasNessuna valutazione finora
- Evaluacion de Instructores FinalDocumento12 pagineEvaluacion de Instructores FinalMecanizado Sena0% (1)
- Solucion Examen 2parcial 2021 2Q Greta AeroDocumento6 pagineSolucion Examen 2parcial 2021 2Q Greta AeroartynskuNessuna valutazione finora
- Proteus Labvier ArduinoDocumento7 pagineProteus Labvier ArduinoSteven Mauricio ParedesNessuna valutazione finora
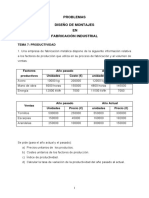
- Problemas - Diseño de Montajes - 2020 PDFDocumento9 pagineProblemas - Diseño de Montajes - 2020 PDFJosé Ignacio CandelaNessuna valutazione finora
- Tema 7. Costes de Fabricación EjerciciosDocumento8 pagineTema 7. Costes de Fabricación EjerciciosNoemi VieiroNessuna valutazione finora
- 02 Trabajo Final de SAFEDocumento4 pagine02 Trabajo Final de SAFEChristian Santa Cruz MoraNessuna valutazione finora
- Datos TecnicosDocumento7 pagineDatos TecnicosTeo DeustchNessuna valutazione finora
- Vida Nueva: Instituto Superior TecnológicoDocumento30 pagineVida Nueva: Instituto Superior TecnológicoDeivid B. CoronelNessuna valutazione finora
- Diseño Molde Paso A PasoDocumento20 pagineDiseño Molde Paso A Pasoabuelo36100% (1)
- Evaluame Campo EspecificoDocumento20 pagineEvaluame Campo EspecificoPabloEsteban100% (6)
- PI - P9 - Mediciones y PresupuestosDocumento5 paginePI - P9 - Mediciones y PresupuestospachecaquezadaNessuna valutazione finora
- Ejercicios PropuestosDocumento10 pagineEjercicios PropuestoslaurapoikufNessuna valutazione finora
- Fabricacion Pala Generador EolicoDocumento8 pagineFabricacion Pala Generador EolicoestramilsolutionNessuna valutazione finora
- Memoria de Calculo FAJA TRANSPORTADOR - PreliminarDocumento15 pagineMemoria de Calculo FAJA TRANSPORTADOR - PreliminarMiguelRagasNessuna valutazione finora
- S15.s1 - Taller de Problemas para PC3Documento8 pagineS15.s1 - Taller de Problemas para PC3Alejandro Renato Rengifo LedesmaNessuna valutazione finora
- Memoria de Calculo Muro Cortina y Perfileria Rev. BDocumento13 pagineMemoria de Calculo Muro Cortina y Perfileria Rev. BCarmen OrtizNessuna valutazione finora
- SIF Trabajo de CursoDocumento11 pagineSIF Trabajo de CursoSerNessuna valutazione finora
- Ensamble y Caracterizacion Del Motor Stirling de Un Octavo de HPDocumento64 pagineEnsamble y Caracterizacion Del Motor Stirling de Un Octavo de HPDïego Andrés N0% (1)
- Proyecto de DiseñoDocumento8 pagineProyecto de DiseñoJuan MoralesNessuna valutazione finora
- Mec228 Ex2 2022-1Documento18 pagineMec228 Ex2 2022-1Solin Puma CorbachoNessuna valutazione finora
- Cuestionario 14 PDFDocumento9 pagineCuestionario 14 PDFAnthony Lazaro SanchezNessuna valutazione finora
- Ejemplo de Informe CAEDocumento45 pagineEjemplo de Informe CAETubon EdissonNessuna valutazione finora
- Tarea 2 - Cap%C3%ADtulo 1Documento3 pagineTarea 2 - Cap%C3%ADtulo 1klefemacNessuna valutazione finora
- Apuntes Curso Robot Millenium1Documento77 pagineApuntes Curso Robot Millenium1Hermann Corzo MorgueszternNessuna valutazione finora
- Inf Proc 2 - Moldeo y ColadaDocumento26 pagineInf Proc 2 - Moldeo y ColadaAnonymous qMLK5yxZsFNessuna valutazione finora
- Taller de FundiciónDocumento8 pagineTaller de Fundiciónsalma.penarandaNessuna valutazione finora
- Revisión Evaluacion Tecnica M1 Piping 2019Documento4 pagineRevisión Evaluacion Tecnica M1 Piping 2019Lucas Cifuentes Abaca100% (1)
- Paper Bomba HidraulicaDocumento17 paginePaper Bomba HidraulicaÑalyFabianLucasNessuna valutazione finora
- Informe Tecnico Ductos de Escape Bap Union2021Documento13 pagineInforme Tecnico Ductos de Escape Bap Union2021Joaquin CardenasNessuna valutazione finora
- MEMORIA DE CALCULO ESTRUCTURA AUTOFAGASTA-Rev1-AutoPlanetDocumento13 pagineMEMORIA DE CALCULO ESTRUCTURA AUTOFAGASTA-Rev1-AutoPlanetorteanNessuna valutazione finora
- Rodamientos 6003Documento8 pagineRodamientos 6003Jose Sanchez RodriguezNessuna valutazione finora
- Dibujo Mecanico Apc II Solucion de Examen Parcial 10-10-11Documento10 pagineDibujo Mecanico Apc II Solucion de Examen Parcial 10-10-11JOTARUNessuna valutazione finora
- MEMORIA DE CALCULO ESTRUCTURA CONCEPCION-Rev1-Z5Documento15 pagineMEMORIA DE CALCULO ESTRUCTURA CONCEPCION-Rev1-Z5orteanNessuna valutazione finora
- Proc I Parcial 2020 I JuevesDocumento1 paginaProc I Parcial 2020 I JuevesJose Perez MartinezNessuna valutazione finora
- Cuestionario de Máquinas y Herramientas 3Documento8 pagineCuestionario de Máquinas y Herramientas 3Rodrigo Velásquez100% (1)
- Trabajo Dibujo Técnico M2 Motce OrellanaDocumento11 pagineTrabajo Dibujo Técnico M2 Motce OrellanamontceNessuna valutazione finora
- MEC270 EX1 2017-1 (Enunciado) Muscari PDFDocumento6 pagineMEC270 EX1 2017-1 (Enunciado) Muscari PDFsphaincNessuna valutazione finora
- Proyecto Flecha 201810 BDocumento1 paginaProyecto Flecha 201810 BKevin KmikzeNessuna valutazione finora
- Problemas de Fabricacion - MecanizadoDocumento9 pagineProblemas de Fabricacion - MecanizadoAlvaro SFNessuna valutazione finora
- Parte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02Documento6 pagineParte Desarrollo: Tecnologia de Los Procesos de Manufactura - In179 Examen Final Ciclo 2022-02A ZNessuna valutazione finora
- Memoria TecnicaDocumento52 pagineMemoria TecnicaRita Morice GómezNessuna valutazione finora
- AlcayataDocumento19 pagineAlcayataoswaldomaynascondoriNessuna valutazione finora
- Guía Trabajos Prácticos Elementos de MáquinasDocumento30 pagineGuía Trabajos Prácticos Elementos de MáquinasLourdes Diaz100% (1)
- Mecanizado AcopleDocumento18 pagineMecanizado AcopleWalter Wlady HernándezNessuna valutazione finora
- Laboratorio 1 Diseño y Manufactura AsistidaDocumento39 pagineLaboratorio 1 Diseño y Manufactura AsistidaCristian SumireNessuna valutazione finora
- Procdef PR7 21 - 2Documento5 pagineProcdef PR7 21 - 2Oscar UribeNessuna valutazione finora
- Informe Técnico Contraeje RT Nº2 25102009Documento3 pagineInforme Técnico Contraeje RT Nº2 25102009Raul Enoc Escobar ConchaNessuna valutazione finora
- 1ra PC de Tecnología y Procesos de Manufacturas - 2021.1Documento4 pagine1ra PC de Tecnología y Procesos de Manufacturas - 2021.1Carlos Muñoz vitorNessuna valutazione finora
- Diseño de utillajes, matricería y prototipado con SolidWorksDa EverandDiseño de utillajes, matricería y prototipado con SolidWorksValutazione: 3 su 5 stelle3/5 (1)
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Da EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209Nessuna valutazione finora
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309Da EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Valutazione: 5 su 5 stelle5/5 (1)
- Motores de C.C y C.A.Documento12 pagineMotores de C.C y C.A.blass05stNessuna valutazione finora
- Sensores Inteligentes y Sus AplicacionesDocumento338 pagineSensores Inteligentes y Sus AplicacionesChristian Silva Arrieta100% (1)
- nx5 CondicionesDocumento318 paginenx5 CondicioneskorpusNessuna valutazione finora
- Full HOQ 0.9Documento1 paginaFull HOQ 0.9tit0048Nessuna valutazione finora
- Prontuario ReducidoDocumento19 pagineProntuario ReducidojoseramonruedaNessuna valutazione finora
- Alimentacion Saludable MCCDocumento17 pagineAlimentacion Saludable MCCLuigui AlbanNessuna valutazione finora
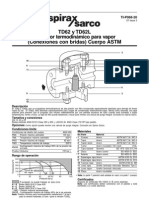
- Instructivo Trampa Vapor Td62Documento4 pagineInstructivo Trampa Vapor Td62Luigui AlbanNessuna valutazione finora
- Hoja Tecnica Trampa Vapor Td62Documento2 pagineHoja Tecnica Trampa Vapor Td62Luigui AlbanNessuna valutazione finora
- Pbp247 Version CompletaDocumento3 paginePbp247 Version CompletaLuigui AlbanNessuna valutazione finora
- Trabajo de EconomiaDocumento52 pagineTrabajo de EconomiaIriam Ali Lopez Zuniga100% (1)
- BPO Invertir en GuatemalaDocumento22 pagineBPO Invertir en GuatemalaBruno DiazNessuna valutazione finora
- Clase 1 Costos de ComercializacionDocumento11 pagineClase 1 Costos de ComercializacionAD VincentNessuna valutazione finora
- Calculos ResiduosDocumento12 pagineCalculos ResiduosceliamonviNessuna valutazione finora
- Tanques Horizontales HidroneumaticosDocumento2 pagineTanques Horizontales HidroneumaticosSergio Ramiro Gonzales AguilarNessuna valutazione finora
- Actividad 2 Corte 2 Sistema de Costo Por Órden de ProducciónDocumento3 pagineActividad 2 Corte 2 Sistema de Costo Por Órden de ProducciónDiana Carolina Diaz C.Nessuna valutazione finora
- Avance Implementacion ISO 9001Documento4 pagineAvance Implementacion ISO 9001RDario Dario RosemaryNessuna valutazione finora
- Tema 5. El Subsistema FísicoDocumento6 pagineTema 5. El Subsistema FísicoalejandraNessuna valutazione finora
- Manejo de Residuos SólidosDocumento13 pagineManejo de Residuos SólidosAbelSerranoNessuna valutazione finora
- 03 Metricas de Lean y Seis SigmaDocumento75 pagine03 Metricas de Lean y Seis SigmaDiego Fernando GonzálezNessuna valutazione finora
- Corte y Biselado PDFDocumento4 pagineCorte y Biselado PDFYupanqui RicardoNessuna valutazione finora
- Diseño Del Sistema de Gestión de Calidad para La Empresa ISO 9100 PDFDocumento247 pagineDiseño Del Sistema de Gestión de Calidad para La Empresa ISO 9100 PDFJhonnas TenorioNessuna valutazione finora
- Shell Tellus S4 ME 46Documento4 pagineShell Tellus S4 ME 46Maauricio GteerzNessuna valutazione finora
- Taller - Regal MarineDocumento2 pagineTaller - Regal MarineMateo SaavedraNessuna valutazione finora
- Informe 5s-KaizenDocumento8 pagineInforme 5s-KaizenVentura Cordova Edward AntonioNessuna valutazione finora
- Indice UsosDocumento4 pagineIndice UsosTef Favi CarriónNessuna valutazione finora
- Forestales NellyDocumento16 pagineForestales NellyjjgarciadelaNessuna valutazione finora
- Ni 56.88.01 7 Feb14Documento12 pagineNi 56.88.01 7 Feb14Francisco Javier Roca GonzálezNessuna valutazione finora
- Resumen de Cátedra Fin Del MilenioDocumento5 pagineResumen de Cátedra Fin Del MilenioLucas Cabrera AmbrosettiNessuna valutazione finora
- Mapa Conceptual ToyotismoDocumento2 pagineMapa Conceptual ToyotismoBeRe NiCe50% (2)
- Tutorial Garita de MaderaDocumento12 pagineTutorial Garita de MaderaLuchoo CastañoNessuna valutazione finora
- Avances 2016Documento41 pagineAvances 2016Uno T DosNessuna valutazione finora
- The Five Competitive Forces 7 Oct - En.esDocumento17 pagineThe Five Competitive Forces 7 Oct - En.esDilan AndresNessuna valutazione finora
- PiquesDocumento16 paginePiquesLionelNessuna valutazione finora
- Charles DickensDocumento3 pagineCharles DickensAlexis B. PollaroliNessuna valutazione finora
- Dialnet ElProletariadoComoProtagonistaDeLaRevolucion 1704966 PDFDocumento16 pagineDialnet ElProletariadoComoProtagonistaDeLaRevolucion 1704966 PDFDidi IbarraNessuna valutazione finora
- Informe GuantesDocumento3 pagineInforme GuantesJohn MuñozNessuna valutazione finora
- CappDocumento69 pagineCappMatematicas YandunNessuna valutazione finora
- Taller Oferta Exportable 2020-1 X!Documento2 pagineTaller Oferta Exportable 2020-1 X!Ingrid GarayNessuna valutazione finora
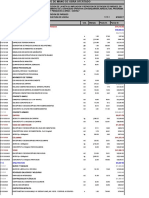
- Presupuesto Mano de ObraDocumento23 paginePresupuesto Mano de ObraJuan Veliz RiveraNessuna valutazione finora