Potrebbero piacerti anche
- Automated Machine ToolsDocumento29 pagineAutomated Machine ToolsSyafawati OsmanNessuna valutazione finora
- PSR-TRISAFE-M Manual PDFDocumento126 paginePSR-TRISAFE-M Manual PDFwiruNessuna valutazione finora
- Welding TechniquesDocumento21 pagineWelding Techniquessharafudheen_sNessuna valutazione finora
- How To Weld MIG WeldingDocumento20 pagineHow To Weld MIG Weldingperjuro100% (1)
- Festo ValveDocumento165 pagineFesto ValveBagus Pujo Prasasti AdjieNessuna valutazione finora
- Spot WeldingDocumento36 pagineSpot WeldingsureshA06100% (2)
- Workholding DevicesDocumento38 pagineWorkholding DevicesMark Christian LiwagNessuna valutazione finora
- Edm Die Sinker Form 20 30Documento16 pagineEdm Die Sinker Form 20 30HaruDoT TVNessuna valutazione finora
- Alla Priser Anges Exkl. Moms. Kontakta Din Säljare Vid FrågorDocumento46 pagineAlla Priser Anges Exkl. Moms. Kontakta Din Säljare Vid FrågorSamuelNessuna valutazione finora
- PEEK-OPTIMA Processing Guide SecuredDocumento0 paginePEEK-OPTIMA Processing Guide SecuredAngel LagrañaNessuna valutazione finora
- SOF CUB EzCad2UNI V2 1 EN Manual 20100528 PDFDocumento141 pagineSOF CUB EzCad2UNI V2 1 EN Manual 20100528 PDFIslam ElgammalNessuna valutazione finora
- C. Kalavrytinos - Reverse Engineering of A Car HeadlampDocumento21 pagineC. Kalavrytinos - Reverse Engineering of A Car HeadlampChristos KalavrytinosNessuna valutazione finora
- Technical Reference Manual: RAPID Instructions, Functions and Data TypesDocumento1.760 pagineTechnical Reference Manual: RAPID Instructions, Functions and Data TypesDharanNessuna valutazione finora
- Austenitic High Temperature Grades DatasheetDocumento12 pagineAustenitic High Temperature Grades Datasheetbiliboi5Nessuna valutazione finora
- Index: SR - NO. Topics NODocumento21 pagineIndex: SR - NO. Topics NOSharath SuriNessuna valutazione finora
- 21 Limits Fits and TolerancesDocumento24 pagine21 Limits Fits and TolerancesVijaya LakshmiNessuna valutazione finora
- Plastic WeldingDocumento13 paginePlastic Weldingakshay tapkirNessuna valutazione finora
- Extrusion-PrinciplesDocumento15 pagineExtrusion-Principlesmuru_gan25Nessuna valutazione finora
- ASB 12M - 201307 - enDocumento3 pagineASB 12M - 201307 - enkeyamonalNessuna valutazione finora
- Gas Tungsten Arc Welding ProcessDocumento9 pagineGas Tungsten Arc Welding ProcessJacques Sau100% (1)
- Career Design Portfolio-Devesh - SharmaDocumento18 pagineCareer Design Portfolio-Devesh - SharmaDevesh SharmaNessuna valutazione finora
- TIG Welding Amp ChartsDocumento3 pagineTIG Welding Amp ChartsHikmet ParakNessuna valutazione finora
- Conformal CoolingDocumento19 pagineConformal CoolingskumaranspNessuna valutazione finora
- MODBUS Interface Module QJ71MB91 Users Manual Hardware IB - NA - 0800329-BDocumento30 pagineMODBUS Interface Module QJ71MB91 Users Manual Hardware IB - NA - 0800329-BemreseckinNessuna valutazione finora
- Mild Steel Welding Handbook Vol 4Documento2 pagineMild Steel Welding Handbook Vol 4Fasil ParuvanathNessuna valutazione finora
- Mate DieDocumento2 pagineMate DieJulio GalvanNessuna valutazione finora
- VSE120Documento2 pagineVSE120ABYASARIDER AgunNessuna valutazione finora
- LUMIX FZ300 FZ330 Quick Guide For 4K PhotoDocumento2 pagineLUMIX FZ300 FZ330 Quick Guide For 4K Photosilver2appleNessuna valutazione finora
- How To Weld - TIG WeldingDocumento14 pagineHow To Weld - TIG Weldingjumpupdnbdj100% (1)
- Thunderbolt Ac DCDocumento44 pagineThunderbolt Ac DCmarcos crNessuna valutazione finora
- eSW-1200 eSW-1200s: Mechanical Edition For RobotDocumento44 pagineeSW-1200 eSW-1200s: Mechanical Edition For Robothung nguyenNessuna valutazione finora
- TUTORIAL Mold Design Pro EngineerDocumento16 pagineTUTORIAL Mold Design Pro EngineerАнѓелковска МаријаNessuna valutazione finora
- Advanced Welding TechniquesDocumento5 pagineAdvanced Welding Techniquesharsha vardhanNessuna valutazione finora
- The Mechanical and Microstructural Study of Welded Aa7075 Using Different Filler MetalsDocumento17 pagineThe Mechanical and Microstructural Study of Welded Aa7075 Using Different Filler MetalsIndra SetiyadiNessuna valutazione finora
- Casting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Documento59 pagineCasting Processes Casting Processes: ME 4210: Manufacturing Processes and Engineering Prof. J.S. Colton © GIT 2006Kanav GoyalNessuna valutazione finora
- Auto Chassis NotesDocumento70 pagineAuto Chassis NotesSrinivas NadellaNessuna valutazione finora
- μC2SE - electronic control - User manualDocumento72 pagineμC2SE - electronic control - User manualMuhidin Kozica100% (2)
- How To Make A Folding Machine For Sheet Metal Work 1981Documento64 pagineHow To Make A Folding Machine For Sheet Metal Work 1981hawktripNessuna valutazione finora
- TIG 250EX Operator ManualDocumento31 pagineTIG 250EX Operator Manualazharjaved2000100% (2)
- Jetmaster c2 Series (268-408)Documento140 pagineJetmaster c2 Series (268-408)EdgarNessuna valutazione finora
- ME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)Documento23 pagineME 330 Manufacturing Processes Mechanical Assembly: Joining Methods (Cont.)mhafizanNessuna valutazione finora
- Electro-Pneumatic Positioner/Smart Positioner: (Lever Type/rotary Type)Documento25 pagineElectro-Pneumatic Positioner/Smart Positioner: (Lever Type/rotary Type)Anonymous 144EsBNessuna valutazione finora
- Fit Tolerance For Plastic PartsDocumento16 pagineFit Tolerance For Plastic PartsA_JANNESNessuna valutazione finora
- Brushless MotorsDocumento3 pagineBrushless MotorsHossam DawoodNessuna valutazione finora
- Power Mig 210 PDFDocumento104 paginePower Mig 210 PDFDannielOrellanaNessuna valutazione finora
- Resistance WeldingDocumento22 pagineResistance WeldingLOKENDRA91100% (2)
- Lec 8Documento45 pagineLec 8Omar AssalNessuna valutazione finora
- Overcurrent ProtectorsDocumento52 pagineOvercurrent ProtectorsAwotiku AbimbolaNessuna valutazione finora
- SMAW BasicsDocumento28 pagineSMAW BasicssanjibkrjanaNessuna valutazione finora
- Welding PresentationDocumento163 pagineWelding PresentationtonykptonyNessuna valutazione finora
- Q II Module 5 GR 12 Week5Documento23 pagineQ II Module 5 GR 12 Week5WilmerNessuna valutazione finora
- Arc WeldingDocumento73 pagineArc WeldingAzaad MaverickNessuna valutazione finora
- Wiltan GuideDocumento74 pagineWiltan GuideAlexandros KarasmanoglouNessuna valutazione finora
- Basics of WeldingDocumento11 pagineBasics of Weldingjvkrao915536Nessuna valutazione finora
- Penn-Union: Compression Connector Crimping MethodsDocumento2 paginePenn-Union: Compression Connector Crimping MethodsCarlos ArenasNessuna valutazione finora
- Flux Cored Arc Welding SimaDocumento75 pagineFlux Cored Arc Welding Simaabdi retaNessuna valutazione finora
- RacewaysDocumento44 pagineRacewaysJoeshua SheteNessuna valutazione finora
- Electric Arc Welding: Section 8 Unit 25 & 26Documento42 pagineElectric Arc Welding: Section 8 Unit 25 & 26Chennai TuitionsNessuna valutazione finora
- Manual Metal Arc WeldingDocumento35 pagineManual Metal Arc Weldingperlan1234Nessuna valutazione finora
- Flux Cored Arc Welding Equipment Setup and OperationDocumento70 pagineFlux Cored Arc Welding Equipment Setup and OperationMuhammailNessuna valutazione finora
- Application Form TraineeEr Jun14Documento3 pagineApplication Form TraineeEr Jun14PaulNessuna valutazione finora
- Renovation and Modernization For Hydro Power StationsDocumento9 pagineRenovation and Modernization For Hydro Power StationsPaulNessuna valutazione finora
- Bosch Letter 1Documento3 pagineBosch Letter 1PaulNessuna valutazione finora
- Design and Fabrication of Pneumatic Auto Feed Spot Welding MachineDocumento1 paginaDesign and Fabrication of Pneumatic Auto Feed Spot Welding MachinePaulNessuna valutazione finora
- Tensile Testing Composite ASTM D3039Documento3 pagineTensile Testing Composite ASTM D3039PaulNessuna valutazione finora
- Automobile History: IdeasDocumento38 pagineAutomobile History: IdeasmajaklipaNessuna valutazione finora
- Determination of Mechanical Properties of Stitched and Un-Stitched Fibre Glass-Epoxy CompositesDocumento11 pagineDetermination of Mechanical Properties of Stitched and Un-Stitched Fibre Glass-Epoxy CompositesPaulNessuna valutazione finora
- Steam Turbine Q & ADocumento47 pagineSteam Turbine Q & Asrikanth9555100% (1)
- Ident-No: ARADUR HY 951: Safety Data SheetDocumento7 pagineIdent-No: ARADUR HY 951: Safety Data SheetPaulNessuna valutazione finora
- Tensile Testing Composite ASTM D3039Documento3 pagineTensile Testing Composite ASTM D3039PaulNessuna valutazione finora
- Abst - Fea Analysis and Experimental Evaluation of Piston With Plasma Spray CoatingDocumento1 paginaAbst - Fea Analysis and Experimental Evaluation of Piston With Plasma Spray CoatingPaulNessuna valutazione finora
- Design CalculationDocumento2 pagineDesign CalculationPaul100% (1)
- Category Title NFR: SnapDocumento14 pagineCategory Title NFR: SnapPaulNessuna valutazione finora
- Std12 Zoo EMDocumento347 pagineStd12 Zoo EMPaulNessuna valutazione finora
- Ic 555Documento2 pagineIc 555Paul100% (1)
- Pneumatic Slotting MachineDocumento5 paginePneumatic Slotting MachinePaulNessuna valutazione finora
- Spot Welding BasicDocumento6 pagineSpot Welding BasicPaulNessuna valutazione finora
- CE 71 - RC&BM MonographDocumento117 pagineCE 71 - RC&BM MonographPaulNessuna valutazione finora
- Night Hawk StandDocumento2.060 pagineNight Hawk StandRavi Tej GNessuna valutazione finora
- MOR8 Manual PDFDocumento291 pagineMOR8 Manual PDFyimbi2001Nessuna valutazione finora
- Jason Bowtell: Professional ExperienceDocumento3 pagineJason Bowtell: Professional Experienceapi-211053266Nessuna valutazione finora
- DESIGN AND FABRICATION OF WIRE ROPE MAKING MACHINE Ijariie12690Documento5 pagineDESIGN AND FABRICATION OF WIRE ROPE MAKING MACHINE Ijariie12690Tanishq ShettyNessuna valutazione finora
- All About Stored Procedures - Database Administration Content From SQL Server ProDocumento6 pagineAll About Stored Procedures - Database Administration Content From SQL Server Prochand5c0Nessuna valutazione finora
- 3698 8a2fgDocumento3 pagine3698 8a2fgJampaNessuna valutazione finora
- Including Files and Applets in JSP PagesDocumento23 pagineIncluding Files and Applets in JSP PagesSireeshaNessuna valutazione finora
- Toyota Matrix PlanDocumento33 pagineToyota Matrix PlanAbdul RehmanNessuna valutazione finora
- Parking Access Design Standards Handbook 2010Documento25 pagineParking Access Design Standards Handbook 2010Sopheak ThapNessuna valutazione finora
- Golpanol - C6H4NNaO5SDocumento4 pagineGolpanol - C6H4NNaO5SYves Montes100% (1)
- Storage Location MRPDocumento5 pagineStorage Location MRPManibudh SankasemNessuna valutazione finora
- Emaus Vector Canoe SlidesDocumento12 pagineEmaus Vector Canoe SlidesvlsishekarNessuna valutazione finora
- Oem Update: Backlog OverviewDocumento3 pagineOem Update: Backlog OverviewArya PrihutamaNessuna valutazione finora
- Brand Position of Various Cement BrandsDocumento92 pagineBrand Position of Various Cement Brandsvineet228767% (6)
- Chapter1 - Technology ManagementDocumento16 pagineChapter1 - Technology ManagementJawad Ahmad SahibzadaNessuna valutazione finora
- Rev 3Documento35 pagineRev 3Rathnakraja0% (1)
- Forming Process ReportDocumento4 pagineForming Process ReportAqib ZamanNessuna valutazione finora
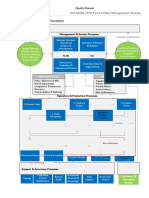
- Quality Management System Process MapDocumento1 paginaQuality Management System Process MapN.GanesanNessuna valutazione finora
- High Powered Committee Final Report On Traffic Management For MumbaiDocumento51 pagineHigh Powered Committee Final Report On Traffic Management For MumbaiRishi AggarwalNessuna valutazione finora
- Excel Template Inventory ControlDocumento27 pagineExcel Template Inventory ControlMC Mejia100% (1)
- Importance and Objectives of Maintenance Types of Maintenance, Maintenance Systems Planned and Unplanned MaintenanceDocumento17 pagineImportance and Objectives of Maintenance Types of Maintenance, Maintenance Systems Planned and Unplanned MaintenanceDeblina ChakrabortyNessuna valutazione finora
- ACS - ANZSCO Code Information Version 5 2019Documento13 pagineACS - ANZSCO Code Information Version 5 2019rakeshNessuna valutazione finora
- Constructibility Issues For Highway ProjectsDocumento9 pagineConstructibility Issues For Highway ProjectsNouran M. RadwanNessuna valutazione finora
- HSCCatalog PDFDocumento1.556 pagineHSCCatalog PDFESRANessuna valutazione finora
- BE Mechanical Engineering CBCGS Syllabus 2016 OnwardsDocumento9 pagineBE Mechanical Engineering CBCGS Syllabus 2016 OnwardsShubhamJangleNessuna valutazione finora
- Presentation 22325 IT22325 Zero-To-CD AU16 Crawford SlidesDocumento22 paginePresentation 22325 IT22325 Zero-To-CD AU16 Crawford SlidesSony JsdNessuna valutazione finora
- Quiz For Managerial Accounting by GarrisonDocumento4 pagineQuiz For Managerial Accounting by GarrisonYahya Khan100% (1)
- Chief Excutive Sitara Chem-1Documento4 pagineChief Excutive Sitara Chem-1MUHAMMAD WARIS SQNessuna valutazione finora
- A06-90 Rock Bits CatalogDocumento4 pagineA06-90 Rock Bits CatalogtifonNessuna valutazione finora
- Garlic Processing MachineDocumento13 pagineGarlic Processing MachineMani GandanNessuna valutazione finora
- You Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherDa EverandYou Can't Joke About That: Why Everything Is Funny, Nothing Is Sacred, and We're All in This TogetherNessuna valutazione finora
- The House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedDa EverandThe House at Pooh Corner - Winnie-the-Pooh Book #4 - UnabridgedValutazione: 4.5 su 5 stelle4.5/5 (5)
- The Importance of Being Earnest: Classic Tales EditionDa EverandThe Importance of Being Earnest: Classic Tales EditionValutazione: 4.5 su 5 stelle4.5/5 (44)
- The Inimitable Jeeves [Classic Tales Edition]Da EverandThe Inimitable Jeeves [Classic Tales Edition]Valutazione: 5 su 5 stelle5/5 (3)
- Welcome to the United States of Anxiety: Observations from a Reforming NeuroticDa EverandWelcome to the United States of Anxiety: Observations from a Reforming NeuroticValutazione: 3.5 su 5 stelle3.5/5 (10)
- The Asshole Survival Guide: How to Deal with People Who Treat You Like DirtDa EverandThe Asshole Survival Guide: How to Deal with People Who Treat You Like DirtValutazione: 4 su 5 stelle4/5 (60)
- The Book of Bad:: Stuff You Should Know Unless You’re a PussyDa EverandThe Book of Bad:: Stuff You Should Know Unless You’re a PussyValutazione: 3.5 su 5 stelle3.5/5 (3)
- Sex, Drugs, and Cocoa Puffs: A Low Culture ManifestoDa EverandSex, Drugs, and Cocoa Puffs: A Low Culture ManifestoValutazione: 3.5 su 5 stelle3.5/5 (1428)
- The Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolDa EverandThe Smartest Book in the World: A Lexicon of Literacy, A Rancorous Reportage, A Concise Curriculum of CoolValutazione: 4 su 5 stelle4/5 (14)
- The Comedians in Cars Getting Coffee BookDa EverandThe Comedians in Cars Getting Coffee BookValutazione: 4.5 su 5 stelle4.5/5 (8)
- The Little Book of Big F*#k Ups: 220 of History's Most-Regrettable MomentsDa EverandThe Little Book of Big F*#k Ups: 220 of History's Most-Regrettable MomentsNessuna valutazione finora
- Take My Advice: Letters to the Next Generation from People Who Know a Thing or TwoDa EverandTake My Advice: Letters to the Next Generation from People Who Know a Thing or TwoJames L. HarmonValutazione: 4 su 5 stelle4/5 (5)