Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
m01 11 Soldeo Por Arco Sume
Caricato da
montyviaderoCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
m01 11 Soldeo Por Arco Sume
Caricato da
montyviaderoCopyright:
Formati disponibili
Unidad Didctica
Soldeo por Arco Sumergido
Programa de formacin Abierta y fIexibIe
Coordinacin
Diseo y maquetacin
IONDO IORMAClON - IP
Depsito Legal
Oora co|ec||va de |ON|O |O||AC|ON
5erv|c|o de |roducc|n ||dac||ca de |ON|O |O||AC|ON
(||recc|n de |ecur:o:
5erv|c|o de |uo||cac|one: de |ON|O |O||AC|ON
No e:|a perm|||da |a reproducc|n |o|a| o parc|a| de e:|e ||oro, n| :u |ra|a-
m|en|o |n|orma||co, n| |a |ran:m|:|n de n|nuna |orma o por cua|qu|er med|o,
ya :ea e|ec|rn|co, mecan|co, por |o|ocop|a, por re|:|ro u o|ro me|odo, :|n e|
perm|:o prev|o y por e:cr||o de |o: |||u|are: de| Copyr|h|.
AS -740-2001
Mdulo Procesos de soldeo y su equipo 3
La solucin de ms xito universal del soldeo autom-
tico con proteccin por fundente es el proceso por arco
sumergido.
Este es un mtodo que se desarroll independientemente
en USA y la antigua URSS a mediados y finales de los
aos 30.
El arco en este proceso est totalmente sumergido en el
fundente, lo que proporciona una serie de ventajas e
inconvenientes que aqu veremos.
En esta unidad didctica vas a estudiar:
La definicin y principios del proceso de soldeo por arco sumergido.
Un desarrollo profundo de los materiales base y los productos de
aporte empleados:
1. Los electrodos.
2. Los fluxes.
Las ventajas y limitaciones del proceso.
Diversas tcnicas especiales a aplicar en este proceso.
Soldeo por arco sumergido
U
nidad Didctica
4 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Identificar el proceso de soldeo por arco sumergido.
Distinguir entre los materiales base empleados.
Diferenciar los distintos tipos de fluxes.
Sealar las ventajas y las limitaciones del proceso.
Esquematizar las diversas tcnicas que se pueden aplicar al proceso
de soldeo por arco sumergido.
En esta unidad vas a volver a estudiar con ms detalle un concepto
que ya conoces, el flux. Si no lo recuerdas repasa la unidad 1 de pro-
cesos de soldeo en la que se describe de manera general el proceso
que ahora vas a estudiar.
Entender bien este concepto te ser muy til a la hora de compren-
der el proceso de arco sumergido.
Para estudiar las diversas tcnicas del proceso te recomendamos que
repitas las figuras que vas a ver en la unidad. Esto te aclarar mucho
las ideas.
Tus objetivos
Consejos de estudio
Principio del proceso
El proceso de soldeo por arco sumergido, o mtodo SAW, con-
siste en la fusin de un electrodo continuo, protegida por la esco-
ria generada por un flux, granulado o en polvo, con el que se ali-
menta el arco por separado.
El sistema es totalmente automtico y permite obtener grandes
rendimientos en produccin.
El arco elctrico se establece entre el electrodo metlico y la pieza
a soldar. Como electrodos, pueden utilizarse uno o varios alambres
o hilos simultneamente o bien flejes o bandas. El electrodo es con-
tinuo, en forma de bobina, y se alimenta de forma automtica a
medida que se va consumiendo el arco.
El flux protege el arco y el bao de fusin de la atmsfera circun-
dante, de tal manera que ambos permanecen invisibles durante el
proceso.
Parte del flux se funde con un papel similar al del recubrimiento en
los electrodos revestidos:
Protege el arco.
Estabiliza al arco.
Genera una escoria de viscosidad y tensin superficial adecua-
das.
Permite aadir elementos de aleacin o compensar la prdida
de ellos.
El resto de flux, no fundido, puede recuperarse y reclinarse en el
proceso.
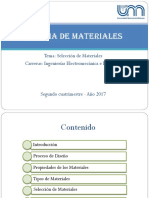
Las figuras 1 y 2 muestran respectivamente los elementos del equipo
completo de soldeo de forma esquemtica y un esquema del proceso.
Mdulo Procesos de soldeo y su equipo 5
6 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Fig. 1: Equipo de soldeo por arco sumergido
Fig. 2: Proceso de soldeo por arco sumergido
CABLE DE
PINZA
TUBO DE
CONTACTO
ESCORIA
RESPALDO APENDICE
METAL BASE
CABLE DE
MASA
TUBO DE
ALIMENTACION DE
FLUX
AL DEPOSITO DE
FLUX
ALIMENTACION AUTOMATICA
DEL HILO
CORDON
D
IR
E
C
C
IO
N
S
O
L
D
E
O
HILO
TUBO DE CONTACTO
HILO ELECTRODO
ESCORIA FUNDIDA
ESCORIA
SOLIDIFICADA
FLUX
GRANULADO
ARCO
DIRECCION DE SOLDEO
Mdulo Procesos de soldeo y su equipo 7
En la figura 3 puede observarse con ms detalle la alimentacin y
aspiracin del flux.
Fig. 3: Alimentacin y aspiracin del flux
ASPIRACION DEL
FLUX SOBRANTE
ALIMENTACION
DE FLUX
Completa las palabras que faltan del siguiente prrafo:
Actividad 1
El proceso de soldeo por arco sumergido, o mtodo ________, consiste
en la _______________ de un electrodo _______________, protegida
por la ____________ generada por un ____________, que puede ser
_______________ o en ________________, con el que se alimenta el
arco por separado.
Para completar el prrafo utiliza las siguientes palabras (no todas son
vlidas):
Continuo, fusin, granulado, SAW, escoria, GTAW, polvo, flux, fisin,
corrosin, discontinuo, bao de fusin.
Materiales base
Este proceso es bastante verstil y se utiliza para unir metales
frreos y sus aleaciones. Tambin se emplea para revestir mate-
riales con objeto de resistir el fenmeno de corrosin, procedi-
miento denominado de overlay o recargue, que ser tratado pos-
teriormente.
Entre los aceros que se sueldan normalmente por arco sumergido
podemos citar:
Aceros al carbono, hasta el 0,30% de carbono.
Aceros al carbono y de baja aleacin tratados trmicamente:
1. Recocidos.
2. Normalizados.
3. Normalizados y revenidos.
4. Templados y revenidos.
5. Aceros al cromo-molibdeno.
6. Aceros inoxidables austenticos.
8 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Productos de aporte
Existen hilos para soldar:
Aceros al carbono.
Aceros de baja aleacin.
Aceros de alto contenido en carbono.
Aceros aleados.
Aceros inoxidables.
Aleaciones no frreas.
Aleaciones especiales para aplicaciones de recargues.
La forma normal de suministro es la de alambre o hilo macizo, aun-
que tambin se utilizan hilos tubulares (huecos) con flux en su inte-
rior y flejes o bandas para operaciones de recargue.
Normalmente se presentan arrollados en carretes de 10 a 500 Kg de
peso mientras que el fleje se suministra en bobinas.
Los electrodos de acero se recubren de una fina pelcula de cobre,
excepto para:
Soldaduras de materiales resistentes a la corrosin.
Ciertas aplicaciones nucleares.
La fabricacin de reactores para la industria del petrleo y
petroqumica.
El recubrimiento de cobre se utiliza para:
Evitar la corrosin.
Mejorar el contacto elctrico.
Disminuir el rozamiento del hilo con el dispositivo de alimentacin.
Mdulo Procesos de soldeo y su equipo 9
1. Electrodos
10 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
El dimetro del hilo vara normalmente desde 1,6 mm a 6,4 mm.
El rango de intensidades usuales es el mostrado en la siguiente
tabla:
Di si son verdaderas o falsas las siguientes afirmaciones sobre
los electrodos empleados en SAW.
Actividad 2
Los electrodos de acero se recubren de cobre para soldar
materiales resistentes a la corrosin.
El recubrimiento de cobre se utiliza para evitar la corrosin.
El dimetro del hilo vara normalmente desde 0,5 mm a 6,0 mm.
Existen electrodos para soldar aleaciones no frreas.
V F
o o
o o
o o
o o
DIMETRO (mm)
1,6
2,0
2,4
3,2
4,0
4,8
5,6
6,4
RANGO DE INTENSIDADES (A)
150 - 400
200 - 600
250 - 700
300 - 900
400 -1000
500 - 1100
600 - 1200
700 - 1600
Son compuestos minerales mezclados. Entre ellos podemos citar
algunos como: SiO
2
, TiO
2
, CaO, MgO, Al
2
O
3
, MnO, K
2
O, Na
2
O, Li
2
O,
FeO, ZrO
2
y CaF
2
.
Como ocurre con los electrodos revestidos para soldeo manual, el
fabricante del flux se reserva la composicin qumica completa del
mismo y todo lo ms ofrece porcentajes parciales de elementos
agrupados por familias que ejercen una accin similar.
Segn el sistema de fabricacin se dividen en:
Fluxes fundidos
En los fluxes fundidos (fused o prefused) la materia prima se mez-
cla en seco y se funde posteriormente en un horno elctrico a
una temperatura entre 1 500 C y 1 700 C.
Despus de la fusin y de cualquier adicin final, la carga del
horno es colada y enfriada. El enfriamiento se produce por el
paso de la mezcla fundida a travs de una corriente de agua. El
resultado es un producto con apariencia cristalina que es tritu-
rado, cribado para clasificacin segn tamao y envasado.
Los fluxes fundidos tienen las siguientes ventajas:
Buena homogeneidad qumica.
Fcil eliminacin de los finos, sin que afecte la composicin del
flux.
Permiten el reciclado, sin cambios significativos en la composi-
cin de las partculas.
Adecuados para las ms altas velocidades de trabajo en la ope-
racin de soldeo.
La mayor limitacin consiste en la dificultad de aadir desoxi-
dantes y ferroaleaciones durante su fabricacin, sin segregaciones
o prdidas elevadas. La causa es la alta temperatura asociada a la
fusin de las materias primas.
Existe una limitacin en la intensidad mxima de utilizacin a
efectos de estabilidad de elementos de flux, que aproximada-
mente es de 800 A.
Mdulo Procesos de soldeo y su equipo 11
2. Fluxes
Al no ser higroscpicos (no almacenan humedad), es suficiente
tratarlos a unos 200 C para eliminar la posible humedad.
Fluxes cohesionados
En la fabricacin de un flux cohesionado (bonded), las materias
primas son pulverizadas, mezcladas en seco y cohesionadas
con silicato potsico, silicato sdico o una mezcla de ambos.
Esta parte de la fabricacin es similar a la de la pasta de los elec-
trodos revestidos. Despus del cohesionado se envasan en sacos
de PVC para protegerlos de la humedad.
La intensidad mxima de corriente para estos fluxes oscila entre
800 y 1 000 A.
Las ventajas de los fluxes cohesionados son:
Es posible la adicin de desoxidantes y elementos de aleacin,
gracias a la baja temperatura inherente al proceso.
Al ser baja la densidad de estos fluxes permiten una capa de
flux ms gruesa en la soldadura.
Las escorias solidificadas son fcilmente eliminables.
Las limitaciones son:
Tendencia a absorber humedad, de la misma manera que el recu-
brimiento de los electrodos revestidos.
Posible formacin de porosidades o fisuracin por hidrgeno, a
causa de la absorcin de humedad.
Posible cambio en la composicin de flux, debido a la segrega-
cin o prdida de las partculas finas.
12 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Fluxes aglomerados
Las materias primas son xidos de hierro y otros productos
qumicos tales como:
Silicatos.
Fluoruros.
Carbonatos, etc.
El proceso de fabricacin es similar al de los cohesionados, excepto
que se utiliza un aglomerante cermico en lugar de un silicato.
Presentan una superficie muy porosa y son higroscpicos (alma-
cenan la humedad), por lo que se recomienda que su embalaje
sea estanco.
Se distinguen de los fundidos porque:
Aportan mayor cantidad de elementos al metal depositado.
Se pueden utilizar con hilos no aleados.
Su actividad qumica es muy variada.
El consumo de flux es menor.
En este tipo de flux, la intensidad mxima de utilizacin suele ser
mayor que en los fundidos y oscila entre 800 y 1 200 A, en fun-
cin de la naturaleza de los componentes.
La temperatura para eliminar la posible humedad tambin es
superior y se sita en torno a los 300 C.
El flux debe almacenarse en un lugar bien seco.
Fluxes mezclados mecnicamente
Para producir un flux de este tipo, el fabricante o el usuario pue-
den mezclar dos o ms fluxes fundidos, cohesionados o aglome-
rados entre los comercialmente disponibles en la proporcin nece-
saria para conseguir los resultados deseados.
Mdulo Procesos de soldeo y su equipo 13
Los inconvenientes son:
Segregaciones durante su envasado, almacenamiento o mani-
pulacin.
Segregaciones en el sistema de alimentacin y recuperacin
durante la operacin de soldeo.
Posible inconsistencia del flux resultante de la mezcla.
14 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Actividad 3
Los fluxes fundidos tienen las siguientes ventajas:
a. Buena homogeneidad qumica.
b. Se pueden aadir desxidantes muy fcilmente.
c. Permiten el suprimir el flux del proceso.
d. Ninguna de las anteriores.
Actividad 4
Escribe los distintos tipos de fluxes que conozcas.
Caractersticas y propiedades del metal
depositado
Vamos a estudiar brevemente los diferentes factores que van a
influir en la naturaleza, caractersticas y comportamiento de los
depsitos de soldeo por arco sumergido.
Durante el soldeo por arco sumergido las reacciones entre el metal
lquido y el flux son similares a las que se producen en la fabricacin
del acero entre el metal y la escoria, por ejemplo:
Eliminacin de impurezas.
Transferencia de elementos tales como Mn y Si, etc.
Todos los fluxes afectan de alguna manera la composicin del metal
de base.
Neutro y activo son trminos utilizados para describir el comporta-
miento qumico de un flux, de las acciones entre metal y escoria en
estado lquido pueden derivarse transferencias de algunos elementos
de aleacin, especialmente Mn y Si.
La importancia de estos fenmenos y el sentido de los mismos, pr-
dida o ganancia de elementos, dependen de la composicin del flux,
del hilo y las condiciones de ejecucin de la soldadura, muy especial-
mente del voltaje.
Cuando la tensin se incrementa el arco se alarga, aumentando el
volumen de flux que se funde y, de esta manera, la cantidad de ele-
mentos de aleacin disponibles para entrar en el bao de fusin.
El carcter de flux se mide por su ndice de basicidad. Los fluxes pre-
parados a partir de xidos cidos tales como SiO
2
y Al
2
O
3
se llaman
cidos. Las soldaduras realizadas con este tipo de flux tiene normal-
mente altas concentraciones de oxgeno.
Las propiedades mecnicas del metal depositado pueden referirse a
la basicidad del flux. Con fluxes bsicos pueden conseguirse solda-
duras muy tenaces. Por el contrario, los fluxes cidos conducen a
estructuras bastas y con baja resistencia al desgarre laminar.
Mdulo Procesos de soldeo y su equipo 15
1. Composicin y tipos de fluxes
Veamos algunos de los tipos de fluxes utilizados en la actualidad:
Fluxes neutros
Transfieren relativamente poco Mn y Si al metal depositado,
incluso con amplias variaciones de voltaje.
Estos fluxes son adecuados para pasadas mltiples en soldaduras
de espesores de ms de 25 mm. Ofrecen, poca resistencia a la
fisuracin y a la porosidad en el metal fundido, resultando una
mala seleccin para soldeo en una sola pasada.
Fluxes activos
En contraste, los fluxes activos transfieren fcilmente Mn y Si y, a
veces, otros elementos al metal fundido. Estos elementos mejoran
la resistencia a la porosidad y la fisuracin.
Por esta razn es necesario un preciso control de la tensin en el
soldeo con SAW cuando se emplean fluxes activos. Estos se reco-
miendan para pasadas nicas en materiales de base oxidados o
sucios.
Fluxes aleados
Se llaman as aquellos fluxes activos especialmente formulados
para aadir elementos de aleacin al metal fundido.
Se utilizan con hilo de acero al carbono para depositar un metal
aleado o unir aceros de baja aleacin y para recargues.
Normalmente el cordn que procede de un hilo de acero al car-
bono con flux aleado cuesta menos que con hilo aleado y flux
neutro.
El contenido de elementos de aleacin en el metal fundido varia
con la longitud de arco, que requiere un cuidadoso control. Los
fabricantes mediante un control de la tensin pueden ajustar el
contenido de elementos de aleacin en el metal depositado.
16 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
El proceso SAW puede utilizar:
Corriente alterna.
Corriente continua: con sta su comportamiento es ms favo-
rable.
El tipo de corriente y la polaridad influyen en la composicin qu-
mica del metal aportado y en la forma del cordn.
El factor de aporte es mayor conectando el hilo al polo negativo,
pero la penetracin es menor. Este efecto se utiliza fundamental-
mente en el soldeo de recargue, para evitar una excesiva penetra-
cin en el metal de base, que en la mayora de las ocasiones no es
deseable por razones metalrgicas. (Reduciendo la dilucin se poten-
cian los efectos de recargue).
Mdulo Procesos de soldeo y su equipo 17
Actividad 5
Explica brevemente la razn por la que los fluxes activos son ms sensibles
que los neutros a las variaciones en la tensin de arco.
2. Tipos de corriente y polaridad
Influencia en la composicin qumica:
1. Intensidad: Al aumentar la intensidad, aumentan las prdidas
por combustin del Mn y del Si, disminuyendo su contenido en el
metal aportado.
2. Tensin: Al aumentar la tensin del arco aumenta la cantidad de
escoria fundida incrementndose el contenido de Mn y se Si en el
metal aportado.
3. Velocidad de soldeo: A medida que aumenta la velocidad de
avance, disminuye el contenido de Mn y de Si en el metal apor-
tado. Con velocidad muy lenta, aumenta la proporcin de flux
fundido en forma de escoria y con ello el contenido de aquellos
elementos. Si aumenta la velocidad de avance, la relacin esco-
ria/metal fundido disminuye y el contenido de Mn y Si en el metal
aportado ser menor.
18 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
3. Influencia de los parmetros
de soldeo
Mdulo Procesos de soldeo y su equipo 19
Influencia en la forma de cordn:
1. Intensidad: La intensidad de corriente determina, en primer
lugar, el factor de aportacin y caracteriza la forma exterior
del cordn. Tambin acta sobre la forma interior influyendo
en la penetracin, como se indica en la figura siguiente:
Fig. 4
Si se aumenta la intensidad sin variar otros parmetros de soldeo,
se observa un aumento progresivo de la penetracin y de la
altura del cordn.
2. Tensin: Variando la tensin se modifica la longitud del arco.
Esto influye especialmente sobre el ancho y la altura del cordn.
Tambin influye en la penetracin, como se indica en la figura
siguiente:
Fig. 5
Si aumenta la tensin sin variar los otros parmetros de soldeo, se
observa una disminucin progresiva de la penetracin y una
mayor anchura del cordn y, como consecuencia, hay un
aumento de formacin de escoria, con mayor consumo de flux.
Este mayor consumo aumenta el coste de la unin soldada y
puede modificar su composicin qumica y, por ello, sus carac-
tersticas mecnicas.
250 A 450 A 650 A 850 A
28 V 32 V 36 V 40 V
20 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
3. Velocidad de soldeo: La velocidad de soldeo ejerce una fuerte
influencia sobre la forma interior y exterior del cordn de soldeo.
Con velocidad lenta, la cantidad de hilo fundido es muy elevada.
La forma del cordn depende en gran parte de la viscosidad de la
escoria fundida. Si el flux produce escoria fluida, el cordn se
ensancha y es poco abultado. Si la escoria no es fluida, forma un
cordn estrecho y alto. Con velocidad creciente, el cordn tiende
a estrecharse.
La velocidad de soldeo influye tambin sobre la forma interior. La
penetracin del cordn es mayor con velocidad media que con
velocidad lenta, como se muestra en la siguiente figura:
Fig. 6
La causa de menor penetracin con menor velocidad parece ser
que se debe al gran bao de metal fundido que se forma bajo el
arco y que acta como almohada, reduciendo la penetracin.
Cuando la velocidad de soldeo es demasiado grande la penetra-
cin disminuye porque como el calor es insuficiente, el arco no
puede actuar el tiempo suficiente para llegar a penetrar.
25 35 50 70 90 cm/min.
Mdulo Procesos de soldeo y su equipo 21
Indica si son verdaderas o falsas las siguientes afirmaciones:
Actividad 6
a) Para el soldeo por arco sumergido puede utilizarse corriente
continua o corriente alterna.
b) Al aumentar la corriente de soldeo aumenta el contenido en Mn.
c) Si se aumenta la velocidad de avance disminuye la penetracin.
d) El ancho del cordn puede aumentarse aumentando la tensin
del arco.
e) Para aumentar la penetracin es necesario aumentar la tensin.
V F
o o
o o
o o
o o
o o
Recomendaciones generales
La preparacin de bordes es muy importante en el soldeo por arco
sumergido. El taln deber estudiarse en detalle para que permita
soportar las fuertes densidades de corrientes y la gran penetracin
caractersticas de este procedimiento.
La separacin debe ser nula o, en cualquier caso, limitarse a 1 mm.
Si fuese mayor, existe el riesgo de fusin y descuelgue hacindose
necesaria una primera pasada por soldeo manual o semiautomtico.
En ocasiones es factible colocar pletinas de cobre refrigeradas por
agua o soportes de respaldo, para evitar la fusin de los bordes
separados.
Si al flux se le exige un bajo contenido en hidrgeno para evitar fisu-
raciones, debe mantenerse seco.
Los fluxes fundidos no contienen qumicamente agua, pero sus part-
culas pueden retener humedad en la superficie. Los cohesionados
contienen qumicamente agua y, adems, pueden retener humedad
superficial, por lo que es necesario controlarlos de la misma manera
que los electrodos bsicos para soldeo manual. El usuario debe
seguir las recomendaciones del fabricante del flux para los procedi-
mientos de secado.
Cuando el flux aporte elementos de aleacin es necesario mantener
constante la relacin entre el electrodo que se funde y la cantidad de
flux que alimenta el bao.
Esta importante relacin viene determinada por las variables y par-
metros de soldeo ensayados satisfactoriamente en la cualificacin
del procedimiento de soldeo.
22 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
1. Diseo de la unin
2. Secado del flux
3. Composicin qumica del
metal depositado
Ventajas y limitaciones del proceso
El procedimiento SAW ofrece las siguientes ventajas sobre otros
procesos:
Los bordes pueden biselarse con una abertura estrecha, lo que
presenta menor cantidad de metal aportado. En algunas aplicacio-
nes, incluso, no es necesaria la preparacin de bordes.
El arco acta bajo la capa de flux, evitando salpicaduras.
Pueden ajustarse perfectamente los parmetros de soldeo.
Permite obtener elevadas tasas de deposicin y grandes velo-
cidades de soldeo, en chapas planas o superficies cilndricas,
prcticamente en cualquier espesor. Tambin es aplicable a recar-
gues o aplicaciones de Overlay.
El flux acta como un enrgico desoxidante para eliminar conta-
minantes del bao fundido y producir soldaduras sanas con bue-
nas propiedades mecnicas. El flux puede aportar, si se desea, ele-
mentos de aleacin a la soldadura.
El proceso SAW puede utilizarse en zonas expuestas a viento. El
flux granular ejerce una proteccin superior en estos casos, a la
obtenida por el recubrimiento del electrodo en el proceso SMAW
o al gas en el proceso GMAW.
Las limitaciones son:
Es necesario un dispositivo para el almacenamiento, alimentacin
y recogida del flux.
Muchas uniones requieren el uso de soportes de respaldo.
El flux est sujeto a contaminaciones, que suelen producir discon-
tinuidades en la soldadura.
El proceso no es adecuado para unir metales de espesor menor de
5 mm.
Salvo casos excepcionales, el soldeo queda limitado a las posicio-
nes sobremesa y horizontal.
Mdulo Procesos de soldeo y su equipo 23
24 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Tcnicas especiales
El proceso convencional SAW puede implementarse con la adicin
de un hilo auxiliar calentado por resistencia elctrica y suminis-
trado por separado por una unidad de alimentacin.
Por una parte incrementa la deposicin de metal y por otra, man-
teniendo un preciso control de las condiciones de soldeo permite la
posibilidad de modificar la composicin del metal depositado utili-
zando un hilo aleado caliente ya sea macizo o tubular.
Tpicamente se muestra en la figura 7 y consiste en un hilo de 1,6
mm que se alimenta delante del bao fundido.
Fig. 7: Soldeo con hilo caliente
1. Soldeo con hilo caliente
FLUX
HILO ELECTRODO
HILO
CALIENTE
GENERADOR
AUXILIAR PARA
HILO CALIENTE
GENERADOR
DE
SOLDADURA
FLUX
Mdulo Procesos de soldeo y su equipo 25
En lugar de un hilo se utiliza como consumible una banda o fleje de
0,5 mm de espesor y de 30 a 100 mm de ancho como se ve en la
figura 8.
Fig. 8: Arco sumergido con electrodo de banda
Los electrodos en banda se utilizan generalmente para recargues de
baja penetracin y baja dilucin, depositados rpidamente sobre una
amplia superficie.
La mayora de estas tcnicas utilizan corriente continua con pola-
ridad directa para conseguir una baja penetracin con una alta
deposicin.
Existe un proceso de doble arco en el cual una banda auxiliar fra,
no conectada elctricamente, se alimenta dentro de la zona de arco
del sistema de banda convencional. Ello disminuye la dilucin e
incrementa la tasa de deposicin de metal fundido.
Los electrodos en forma de banda se han utilizado tambin para
conseguir altas tasas de deposicin en soldaduras en ngulo.
La inclinacin del cordn se limita a 15 a causa del riesgo de
derrame de flux, del propio metal fundido o de un pobre perfil de
cordn.
- +
ARCO
CORDON
FLEJE
GENERADOR DE
CORRIENTE CONTINUA
2. Arco Sumergido con electrodo
de banda
26 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Soldeo por hilos paralelos
En esta variante, dos o ms hilos se conectan en paralelo a la
misma fuente de corriente como se observa en la figura 9.
Fig. 9: Soldeo por hilos paralelos2
Cuando se utiliza corriente continua los arcos convergen ofre-
ciendo la corriente continua con electrodo positivo (CCEP) la
mayor penetracin y la corriente continua con electrodo nega-
tivo (CCEN) la menor penetracin.
Con corriente alterna (CA o ca), los arcos divergen dando una
penetracin intermedia.
3. Soldeo con electrodos mltiples
GENERADOR
AC/DC
Mdulo Procesos de soldeo y su equipo 27
La figura 10 indica como afecta al perfil del cordn la disposicin
de los electrodos.
Fig. 10: Disposicin transversal y tandem
La disposicin transversal a la direccin de soldeo da menos
penetracin y baja dilucin. En la disposicin tandem, con un
electrodo detrs de otro, es posible conseguir una mayor veloci-
dad de soldeo para un perfil dado que con la correspondiente
tcnica de electrodo simple.
La principal aplicacin de los electrodos en disposicin trans-
versal es el recargue.
A los electrodos puede dotarse de una oscilacin transversal
para hacer mnima la dilucin y reducir la energa aportada, uti-
lizndose normalmente CCEN.
La disposicin tandem alcanza una velocidad de soldeo aproxi-
madamente 1,5 veces la conseguida con electrodo simple.
DISPOSICION
TRANSVERSAL
DISPOSICION EN
TANDEM
28 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Soldeo por arcos en serie
En ella dos electrodos conectados a los polos opuestos de una
fuente de potencia, se alimentan por separado como indica la
figura 11.
Fig. 11: Soldeo por arcos en serie
Los arcos saltan entre cada electrodo y el bao fundido com-
pletndose el circuito.
Esta tcnica se utiliza en algunos casos en recargues. Los electro-
dos en serie dispuestos en tandem, han sido utilizados en el soldeo
de materiales de poco espesor, pero eso hoy normalmente se lleva
a cabo, por MIG o con hilo tubular.
GENERADOR
Soldeo por arco con multielectrodos
Este sistema utiliza electrodos alimentados, dirigidos y controlados
individualmente.
El cordn se va ejecutando parcialmente por la intervencin de
cada uno de ellos. El arco delantero opera con alta intensidad
y bajo voltaje, produciendo una alta penetracin. El intermedio
o intermedios operan a ms baja intensidad que el delantero,
aumentan ligeramente la penetracin y mejoran el contorno del
cordn. Por ltimo, el arco o arcos traseros utilizan baja inten-
sidad de corriente y mayor voltaje que el delantero e intermedios,
para terminar el contorno y acabar el cordn.
Fig. 12: Soldeo por con multielectrodos
El arco delantero es normalmente perpendicular a la chapa o
ligeramente inclinado para optimizar la penetracin.
El arco o arcos intermedios son normalmente perpendiculares a la
chapa o ligeramente inclinados hacia adelante para minimizar las
distorsiones en el bao fundido.
Mdulo Procesos de soldeo y su equipo 29
ARCO
DELANTERO
ARCO
INTERMEDIO
ARCO
TRASERO
DIRECCION DE SOLDEO
+
FUENTE DE
CORRIENTE
CONTINUA
FUENTE DE
CORRIENTE
ALTERNA
FUENTE DE
CORRIENTE
ALTERNA
-
30 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
El arco o arcos traseros se inclinan hacia adelante para dar al
cordn un suave contorno superficial.
En un proceso convencional SAW solo se utiliza en fundir el hilo de
un 10 a un 20% de la energa disponible en el arco mientras que
el resto se gasta en:
Fundir el flux.
Sobrecalentar el bao de fusin.
Fundir el metal de base.
Todo ello conduce a una penetracin y dilucin excesivas sobre las
necesarias para asegurar la adecuada fusin, particularmente en
recargues y en los cordones de relleno en uniones de varias pasa-
das. La energa de arco desperdiciada en recalentar el bao y provo-
car una excesiva fusin del metal de base es potencialmente disponi-
ble para fundir un metal, ya sea en forma de hilo o en forma de
polvo.
Las adiciones de metal en polvo en SAW se han utilizado desde hace
dcadas y an todava para recargues por la capacidad de producir
depsitos con baja dilucin y alta tasa de deposicin que contribu-
yen a una reduccin de costes y a una mejora en la calidad.
El primer metal utilizado fue polvo de hierro y la intencin, incre-
mentar el espesor de acero que poda ser soldado en una sola
pasada utilizando la tcnica convencional. Sin embargo la reduccin
en la penetracin causada por el polvo exiga el uso de mayores
corrientes o mayores y ms anchas preparaciones para asegurar la
buena fusin de la raz, con lo cual se neutralizaban las ventajas
econmicas de la adicin de polvo.
Con el desarrollo de consumibles que toleran la alta dilucin, la
unin de materiales de secciones gruesas puede lograrse con prepa-
raciones de bajo volumen que slo requieren uno o dos cordones de
penetracin profunda para completar la soldadura. Esta fue la pri-
mera razn por la cual las adiciones de metal en polvo para las sol-
daduras resultaron poco atractivas.
4. Adicin de polvos metlicos
Mdulo Procesos de soldeo y su equipo 31
No obstante, en algunos casos, nos ofrece una forma sencilla de
incrementar la productividad de los procesos SAW estandares, no
solo aumentando las tasas de deposicin sino tambin la eficiencia
de fusin del metal aportado, resultando tcnica y econmicamente
viables en comparacin con otros procedimientos de alta deposicin
de metal.
Los equipos de alimentacin de polvo son simples de operar y fcil-
mente adaptables tanto a los cabezales SAW fijos como a los port-
tiles.
Los dos mtodos ms comunes de aadir metal en polvo se ilustran
en las figuras 13 y 14. La primera muestra la alimentacin delantera
en la cual el dispensador de polvo se aplica a la unin por delante
del flux.
Fig. 13: Mtodo de adicin de polvo delantera
En segundo mtodo, mostrado en la figura 14, es a travs de un dis-
positivo magntico por el cual dos o ms corrientes de metal en
polvo medidas por el paso a travs de orificios de control son dirigi-
das al hilo para que sean atradas por magnetismo y conducidas al
bao de fusin por el electrodo a travs del flux.
DIRECCION DE SOLDEO
SOLDADURA
ESCORIA
ELECTRODO
RECUPERACION
DEL FLUX
ENTRADA
DEL FLUX
POLVO DE
METAL
Fig. 14: Mtodo de adicin de polvo por dispositivo magntico
En los procesos de hilo continuo la corriente de soldadura slo cir-
cula a travs de un trozo pequeo de hilo. El que va desde el tubo
de contacto hasta el extremo en el que se produce el arco.
Esta extensin se mide, por convenio, desde el tubo de contacto
hasta la pieza a soldar y se denomina universalmente Stick-out.
Si se aumenta la longitud terminal del hilo, aumenta la resistencia
elctrica del mismo y el calor generado por efecto Joule. Este preca-
lentamiento del hilo puede aumentar considerablemente la veloci-
dad de fusin.
Como contrapartida, el alambre se reblandece y su extremo resulta
difcil de controlar.
En el mtodo tradicional el stick-out suele ser de unos 30 mm, pero
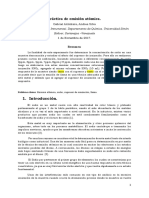
puede aumentarse hasta unos 165, como se muestra en la figura 15.
32 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
ALIMENTACION
DE POLVO
ALIMENTACION DE
FLUX
DIRECCION
DE SOLDEO
SOLDADURA
FLUX
ESCORIA
PIEZA
5. Soldeo con electrodo prolongado
Fig. 15: Soldeo con electrodo prolongado
Para conseguir el alineamiento exacto del arco es necesario dotar de
una gua aislante para el alambre caliente dispuesta a unos 25 mm
sobre el arco.
Este dispositivo puede acoplarse fcilmente a la mayora de los equi-
pos corrientes y a un coste mnimo y se ha utilizado con xito en dis-
posiciones de hilo sencillo y en tandem.
El aumento de la tasa de deposicin se utiliza para aumentar la velo-
cidad de deposicin sobre todo en recargues.
Este procedimiento de soldeo se ha empleado con xito en muchos
trabajos pero su utilizacin se ha declinado en su mayor parte
debido a las dificultades en el cebado y a los defectos de falta de
fusin a que se puede dar lugar. (Excesiva fusin de hilo sin la
correspondiente fusin de metal base).
Mdulo Procesos de soldeo y su equipo 33
BOQUILLA DE CONTACTO
ELECTRODO
GUIAAISLANTE
DEL ELECTRODO
STICK-OUT
34 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Actividad 7
Fijate bien en la siguiente figura:
El proceso de soldeo representado en la figura es:
a. Soldeo por electrodo prolongado.
b. Soldeo por arcos en paralelo.
c. Soldeo por arcos calientes.
d. Soldeo por arcos en serie.
Mdulo Procesos de Soldeo y su Equipo 35
Cuestiones de autoevaluacin
La distancia del extremo de la varilla a la pieza se denomina:
a. Joy-stick.
b. Stick-out
c. No tiene ninguna denominacin especial.
d. Stick-up.
En un proceso SAW al aumentar la intensidad:
a. Aumenta la penetracin.
b. Aumenta la altura del cordn.
c. Disminuye la penetracin.
d. Aumentan las prdidas por combustin del Fe y Sn.
Aut. 1
Aut. 2
36 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
El procedimiento SAW ofrece las siguientes ventajas sobre otros procesos:
a. El proceso no es adecuado para unir metales de espesor mayor de 5 mm.
b. Puede utilizar anillos de respaldo.
c. Son necesarios unos dispositivos para el almacenamiento
d. Ninguna de las anteriores.
El dispositivo tandem:
a. Consigue mayores velocidades de soldeo.
b. Da una menor penetracin.
c. Alcanza una velocidad de soldeo aproximadamente 10,5 veces la conseguida con electrodo
simple.
d. Todas las anteriores son vlidas.
Aut. 3
Aut. 4
Mdulo Procesos de Soldeo y su Equipo 37
Las limitaciones del proceso de soldeo por arco sumergido son:
a. Excepto en aplicaciones especiales, el soldeo queda limitado a las posiciones sobremesa y
horizontal, para evitar derrames de flux.
b. Es necesario un dispositivo para la alimentacin y recogida del flux.
c. El flux est sujeto a contaminaciones, que pueden producir discontinuidades en la solda-
dura.
d. Ninguna de las anteriores es cierta.
Los fluxes aglomerados, con relacin a los fundidos:
a. Admiten menos intensidad.
b. Son ms higroscpicos.
c. Son menos sensibles a las segregaciones.
d. Todas las anteriores son ciertas.
Aut. 6
Aut. 5
38 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Respuestas a las actividades
El prrafo es el siguiente (las palabras que faltaban estn resaltadas en
negrilla):
El proceso de soldeo por arco sumergido, o mtodo SAW, consiste en la
fusin de un electrodo continuo, protegida por la escoria generada por un
flux, granulado o en polvo, con el que se alimenta el arco por separado.
Actividad 1
R
Falso.
Verdadero.
Falso. El dimetro del hilo vara normalmente desde 1,6 mm a 6,4 mm.
Verdadero.
Actividad 2
R
a. Buena homogeneidad qumica.
Actividad 3
R
Mdulo Procesos de Soldeo y su Equipo 39
Fluxes fundidos.
Fluxes cohesionados.
Fluxes aglomerados.
Fluxes mezclados mecnicamente.
Actividad 4
R
Los fluxes activos pueden transferir Mn y Si u otros elementos de aleacin
al cordn de soldadura. La importancia de esta transferencia depende de
la cantidad de flux fundido. Al aumentar la tensin de arco este se hace
ms largo por lo que aumenta la cantidad de flux fundido.
Actividad 5
R
a. Verdadero.
b. Falso. Al aumentar la corriente se quema el Mn, disminuyendo su conte-
nido.
c. Verdadero.
d. Verdadero.
e. Falso. Al elevar la tensin aumenta al ancho del cordn, pero disminuye
la penetracin.
Actividad 6
R
40 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
d. Soldeo por arcos en serie.
Actividad 7
R
c. No tiene ninguna denominacin especial. Recuerda que el stick-out
es la distancia de la boquilla de contacto a la pieza.
a. Aumenta la penetracin.
b. Aumenta la altura del cordn.
d. Ninguna de las anteriores.
a. Consigue mayores velocidades de soldeo.
a. Excepto en aplicaciones especiales, el soldeo queda limitado a las
posiciones sobremesa y horizontal, para evitar derrames de flux.
b. Es necesario un dispositivo para la alimentacin y recogida del
flux.
c. El flux est sujeto a contaminaciones, que pueden producir dis-
continuidades en la soldadura.
b. Son ms higroscpicos.
Mdulo Procesos de Soldeo y su Equipo 41
Respuesta a las cuestiones de autoevaluacin
1
2
3
4
5
6
El proceso de soldeo por arco sumergido, o mtodo SAW, consiste
en la fusin de un electrodo continuo, protegida por la escoria gene-
rada por un flux, granulado o en polvo, con el que se alimenta el
arco por separado.
Se trata de un proceso automtico cuya principal caracterstica es la
elevada tasa de deposicin.
Por razn del flux que interviene en el proceso, slo es aplicable en
posicin horizontal.
Son compuestos minerales mezclados, existen los siguientes tipos:
1. Fluxes fundidos.
2. Fluxes cohesionados.
3. Fluxes aglomerados.
4. Fluxes mezclados mecnicamente.
El proceso SAW puede utilizar como fuente de alimentacin:
1. Corriente alterna.
2. Corriente continua, teniendo con esta un comportamiento
ms favorable.
Existen una serie de tcnicas especiales para SAW:
1. Soldeo con hilo caliente.
2. Arco Sumergido con electrodo de banda.
3. Soldeo con electrodos mltiples: Soldeo por hilos parale-
los, soldeo por arcos en serie, soldeo por arco con multielec-
trodos.
4. Adicin de polvos metlicos.
5. Soldeo con electrodo prolongado.
42 Unidad Didctica Soldeo por arco sumergido
Curso General de la Tecnologa del Soldeo - EWF
Definicin
Los fluxes
Fuente de alimentacin
Tcnicas
R
esumen de Unidad
Notas
Potrebbero piacerti anche
- Des en SoldaduraDocumento184 pagineDes en Soldadurajuantamayos100% (5)
- Trabajo de Embarcaciones Grupo 05Documento17 pagineTrabajo de Embarcaciones Grupo 05CristhianArrunateguiNessuna valutazione finora
- Selección de MaterialesDocumento38 pagineSelección de MaterialesNico RiveroNessuna valutazione finora
- Metales y AleacionesDocumento19 pagineMetales y AleacionesLuis MendozaNessuna valutazione finora
- Comprendiendo Los Análisis de Aceite para Motores A GasDocumento61 pagineComprendiendo Los Análisis de Aceite para Motores A GasMAURO RODRIGUEZNessuna valutazione finora
- No MetalesDocumento9 pagineNo MetalesLisNessuna valutazione finora
- Protección Contra El Deterioro en Los MaterialesDocumento19 pagineProtección Contra El Deterioro en Los MaterialesIsauro Reyna TalínNessuna valutazione finora
- Nota-90 1 6º-LCDocumento7 pagineNota-90 1 6º-LCmontyviaderoNessuna valutazione finora
- Pagina 157Documento4 paginePagina 157montyviaderoNessuna valutazione finora
- 07 26 16 EspDocumento2 pagine07 26 16 EspmontyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu03Documento3 pagine4esofqc2 Re Esu03montyviaderoNessuna valutazione finora
- Alda Co GalvezDocumento45 pagineAlda Co GalvezmontyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu08Documento2 pagine4esofqc2 Re Esu08montyviaderoNessuna valutazione finora
- 4esomapi Ev Esu02Documento1 pagina4esomapi Ev Esu02mariagranada77Nessuna valutazione finora
- 4esofqc2 AmDocumento3 pagine4esofqc2 AmmontyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu05Documento2 pagine4esofqc2 Re Esu05montyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu10Documento2 pagine4esofqc2 Re Esu10montyviaderoNessuna valutazione finora
- 4esofqc2 AmDocumento3 pagine4esofqc2 AmmontyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu07Documento2 pagine4esofqc2 Re Esu07montyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu06Documento2 pagine4esofqc2 Re Esu06montyviaderoNessuna valutazione finora
- Unidad 10Documento10 pagineUnidad 10montyviaderoNessuna valutazione finora
- 4esofqc2 Re Esu09Documento3 pagine4esofqc2 Re Esu09montyviaderoNessuna valutazione finora
- Unidad 0Documento2 pagineUnidad 0montyviaderoNessuna valutazione finora
- Unidad 11Documento8 pagineUnidad 11montyviaderoNessuna valutazione finora
- 4esomapi Re Esu13Documento1 pagina4esomapi Re Esu13montyviaderoNessuna valutazione finora
- 4esomapi Ev Esu13Documento1 pagina4esomapi Ev Esu13mariagranada77Nessuna valutazione finora
- 4esofqc2 Am Esu12Documento2 pagine4esofqc2 Am Esu12montyviaderoNessuna valutazione finora
- C00 Indice e Introducci NDocumento8 pagineC00 Indice e Introducci NmontyviaderoNessuna valutazione finora
- 4esomapi Ev Esu04Documento1 pagina4esomapi Ev Esu04mariagranada77Nessuna valutazione finora
- 4esomapi Ev Esu05Documento1 pagina4esomapi Ev Esu05mariagranada77Nessuna valutazione finora
- 4esomapi Re Esu14Documento1 pagina4esomapi Re Esu14montyviaderoNessuna valutazione finora
- 4esomapi Re Esu14Documento1 pagina4esomapi Re Esu14montyviaderoNessuna valutazione finora
- 4esomapi Re Esu16Documento1 pagina4esomapi Re Esu16Alis CaÑavate MartinezNessuna valutazione finora
- 4esomapi Ev Esu03Documento1 pagina4esomapi Ev Esu03mariagranada77Nessuna valutazione finora
- 4esomapi Ev Esu06Documento1 pagina4esomapi Ev Esu06montyviaderoNessuna valutazione finora
- Cuestionario Cap 13Documento11 pagineCuestionario Cap 13Wilson Apaza Yucra46% (13)
- EnlacesDocumento4 pagineEnlacesElimelecNessuna valutazione finora
- CONTRIBUCIÓN de La Minería A La CivilizaciónDocumento16 pagineCONTRIBUCIÓN de La Minería A La CivilizaciónDaniel Sergio QC50% (2)
- Micro Info 02 PDFDocumento11 pagineMicro Info 02 PDF05-NH-HU-ALMENDRA RUIZ PRADONessuna valutazione finora
- Sistemas de Canalizacion Bticino-Macse PDFDocumento52 pagineSistemas de Canalizacion Bticino-Macse PDFIsraelNessuna valutazione finora
- Arenas de MoldeoDocumento11 pagineArenas de Moldeoesanroro12Nessuna valutazione finora
- Capitulo IIIDocumento5 pagineCapitulo IIIGuery Marcelo Quiroga SalinasNessuna valutazione finora
- Preparación Del Reactivo de GrignardDocumento3 paginePreparación Del Reactivo de Grignardsarasilviacamacho0% (2)
- CorrosiónDocumento27 pagineCorrosiónAna Maria CuevasNessuna valutazione finora
- EmisionDocumento4 pagineEmisionandreaNessuna valutazione finora
- p5 Cobre PDFDocumento10 paginep5 Cobre PDFJenn AyalaNessuna valutazione finora
- Investigacion de Artes IndustrialesDocumento6 pagineInvestigacion de Artes IndustrialesKeyti GonzálezNessuna valutazione finora
- Yacimientos EpitermalesDocumento21 pagineYacimientos Epitermales5229israelNessuna valutazione finora
- Copia de Tema 5 QuímicaDocumento11 pagineCopia de Tema 5 QuímicaCristina FernándezNessuna valutazione finora
- 03 - Resistencia Vs TemperaturaDocumento8 pagine03 - Resistencia Vs TemperaturaDanielChavezNessuna valutazione finora
- Cuadro ComparativoDocumento1 paginaCuadro ComparativoDaybelisNessuna valutazione finora
- Laboratorio de Procesos Metalúrgicos N°1Documento12 pagineLaboratorio de Procesos Metalúrgicos N°1AlexanderNessuna valutazione finora
- Tabla Comparativa-1Documento9 pagineTabla Comparativa-1Roald Antonio Aguilar MeraNessuna valutazione finora
- Reconocimiento de Un AceroDocumento5 pagineReconocimiento de Un AceroVictor AguirreNessuna valutazione finora
- Química Seminario Cepre-UniDocumento5 pagineQuímica Seminario Cepre-Univictor josafat quispe pilcoNessuna valutazione finora
- Ejercicios 03Documento2 pagineEjercicios 03Rocio Milagros Farfan Silva100% (1)
- SSPC C1 - Cap.4Documento20 pagineSSPC C1 - Cap.4Hector MacavilcaNessuna valutazione finora
- Embutido en El Proceso MecánicoDocumento12 pagineEmbutido en El Proceso MecánicocristhianNessuna valutazione finora