Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Calderería Industrial
Caricato da
Jose Francisco Hinojosa MamaniTitolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Calderería Industrial
Caricato da
Jose Francisco Hinojosa MamaniCopyright:
Formati disponibili
Calderera industrial.
Concepto bsico.
La calderera es una especialidad profesional de la fabricacin que tiene como funcin principal la construccin de depsitos aptos para el almacenaje y transporte de slidos en forma de granos o ridos, lquidos y gas; as como todo tipo de construccin naval y estructuras metlicas. Muchos de estos depsitos reciben el nombre de silos y cisternas. El material ms comn que se trabaja en calderera es el acero laminado y vigas en diferentes aleaciones, formas y espesores. Ejemplos significativos de construccin en calderera: -La Torre Eiffel. -El puente colgante de Vizcaya. -la estructura que sustenta el Museo Guggenheim Bilbao. En un taller o una industria de calderera es comn encontrar la siguiente maquinaria: -Cizallas para cortar la chapa. -Prensas de estampar y troquelar chapa. -Mquinas de rodillos para doblar y conformar la chapa. -Remachadoras (en desuso, reemplazadas por la soldadura). -Mquinas de soldar. De corriente continua y alterna, manuales y automticas. -Sopletes de corte (acetileno propano y oxigeno). Cuando se trata de construccin de depsitos que van a trabajar a altas presiones la calidad del metal que lo compone y las soldaduras que lleve durante su construccin se someten a diversas pruebas, las ms habituales; soldaduras y materiales revisados mediante ultrasonidos y rayos X. La calificacin profesional de los tcnicos en calderera tiene que ser elevada para asegurar la calidad necesaria a este tipo de productos y los soldadores se requiere que estn homologados por diferentes organismos de control de calidad. Existe una variante de la calderera denominada calderera plstica cuyo concepto general es similar diferencindose principalmente en que como materia prima se emplean termoplsticos en lugar de metales. Dentro de la rama del metal, es la ms completa, ya que abarca todos los tipos de soldadura, el corte de metales, conformado, plegado, estampado, punzonado, etc,... En calderera es muy importante saber interpretar los planos de lo que se vaya a construir, desde una tubera a una refinera de petroleo, por ejemplo. hay tener amplios conocimientos de soldadura y manipulado de metales, saber hacer desarrollos de piezas como codos, tolvas, depsitos,.. aunque actualmente los programas informticos hacen que el desarrollo manual est cada vez ms en desuso, es importante que la persona que quiera aprender a hacer cualquier fabricacin, sepa como dibujar en perspectiva las vistas necesarias del objeto, alzado, planta y perfil, as como llegar a desarrollar si fuese necesario la perspectiva isomtrica para tener una imagen previa de esa construccin. la Pero primero vamos a empezar por explicar la soldadura en su totalidad, por que actualmente es base de la fabricacin de cualquier construccin metlica.
1. Reglas de seguridad para la soldadura con arco.
-Use siempre la careta con el filtro del grado correcto en los vidrios (Vidrios homologados), se llaman cristales Inactnicos. Segn la oscuridad del cristal se usa para diferentes tipos de soldadura.
-Los cristales protegen de los tres tipos de rayos, luminosos, infrarrojos y ultravioletas. -Compruebe que no estn rotos los vidrios antes de empezar a soldar. -Use ropa resistente al fuego todo el tiempo. -Asegrese que los dems estn protegidos de los rayos de luz antes de soldar. -Mantenga sus mangas desdobladas y abotnese hasta el cuello. -Ponga el interruptor de la maquina en desconectado al acabar o si se ausenta un tiempo prolongado. -No deje electrodos en el porta electrodo. -Compruebe que todas las conexiones estn apretadas antes de comenzar a soldar. -Nunca trabaje en un rea hmeda o mojada. -Use lentes de seguridad cuando quite la escoria de la soldadura. -Asegrese que la pieza que va a soldar o el banco sobre el que va a trabajar estn conectados a tierra correctamente. -Comunique inmediatamente si han cado esquirlas en sus ojos.
Soldadura
2. Soldadura al arco.
-Clases -Corriente -Corriente de continua alterna corriente. (c.c). (c.a).
-Corriente continua: Es la que se desplaza siempre en un mismo sentido, se dirige siempre del negativo al positivo. -Corriente alterna: Cambia constantemente de sentido, de un polo a otro. La corriente de la red siempre viene en alterna. -Resistencia de un conductor. Es la dificultad que ste opone al paso de la corriente elctrica y se mide en ohmios . -Diferencia de potencial. Es la diferencia del nivel elctrico entre dos puntos y se mide en voltios V. -Intensidad de corriente. Es la cantidad de electricidad que pasa por un conductor en un segundo, se mide en amperios A. -Circuito elctrico. Est formado por dos cuerpos en los que existe una diferencia de potencial y unidos por conductores intercalando un interruptor. -Arco elctrico. Salto de corriente entre dos conductores a travs de un gas con gran desprendimiento de luz y calor. -Temperatura aproximadamente de del mil arco mil elctrico. centgrados.
Es
dos
cuatro
grados
-Equipos de soldadura. Se componen de una unidad de potencia, dos cables conductores, una pinza porta electrodo y una pinza de masa. Los hay de tres tipos: -Transformador de soldadura. Transforma la alta tensin de la red en baja y la baja intensidad en alta para la soldadura. En los transformadores la regulacin puede ser mediante volante, clavijas o regulacin digital. Este tipo de maquinas suelda con corriente alterna y son fciles de distinguir porque no tienen en la salida de los conectores de los cables ni positivo ni negativo. -Rectificadores de corriente. Esta mquina transforma la corriente alterna en continua mediante un puente rectificador, se distingue de las anteriores por que si tienen positivo y negativo. -Alternador o generador. Este tipo de maquina se componen de un motor de corriente y una dinamo y sueldan con corriente continua. -Polaridades en soldadura. En corriente continua.
-En polaridad directa el calor se reparte 30% al electrodo y 70% a la pieza, se usa para soldar espesores gruesos y pasadas de raz o penetracin. -En polaridad inversa el calor se reparte 70% al electrodo y 30% a la pieza, se usa para soldar espesores finos y pasadas de relleno. -Electrodos recubiertos. -Las partes de un electrodo son dos, ncleo o alma y recubrimiento. -La numeracin impresa se compone de tres letras que designan la normativa de fabricacin como por ejemplo (AWS, American Welding Society), una letra mayscula (E) que indica que es un electrodo recubierto y cuatro dgitos, el grupo de los dos primeros indica la rotura de la soldadura por traccin, se mide en libras x pulgada, el tercer nmero indica la posicin del electrodo al soldar, un 1 indica todas las posiciones, un 2 indica juntas en ngulo interior, horizontal o plano, y un 3 indica posicin plana nicamente. Los dos ltimos nmeros en conjunto, nos indican el tipo de corriente a usar y la clase de revestimiento. Y son las siguientes. -10 (c.c) a (+): Celulsico con silicato sdico. -11 (c.a) (c.c) a (+): Celulsico con silicato potsico. -12 (c.a) (c.c) a (-): Rutilo con silicato sdico. -13 (c.a) (c.c) a (+ -): Rutilo con silicato potsico. -15 (c.c) a (+): Bsico con silicato sdico. -16 (c.a) (c.c) a (+): Bsico con silicato potsico. -18 (c.a) (c.c) a (+): Bsico con silicato potsico con polvo de hierro. -20 (c.a) (c.c) a (-): cido. -24 (c.a) (c.c) a (+ -): Rutilo con polvo de hierro (Gran rendimiento). -27 (c.a) (c.c) a (-): cido conteniendo polvo de hierro (Gran rendimiento). -28 (c.a) (c.c) a (+): Bsico con silicato potsico y polvo de hierro (Gran rendimiento). -Misiones del revestimiento. -Desoxidar la zona de unin. -Dirigir el metal de aportacin. -Ionizar el aire (hacerlo conductor). -Mejorar la aleacin de los metales. -Proteger el metal en su desplazamiento. -Proteger el cordn del aire, retardando su enfriamiento. -Conservacin de los electrodos. Deben preservarse de la humedad y de cualquier golpe o rozamiento para evitar que se deteriore el revestimiento. Los electrodos tienen longitudes normalizadas que son: -150mm, 200mm, 250mm, 300mm, 350mm y 450mm. Los dimetros de los electrodos tambin estn normalizados. Siendo los ms comunes: (dimetro del alma) -16mm, 2mm, 25mm, 325mm, 4mm, 5mm, 6mm, 63mm, 8mm, 10mm y 125mm. Atendiendo al espesor del revestimiento se clasifican en: -Delgado: Protegen poco el metal fundido, y las medidas oscilan entre 16 y 325mm. -Medio: Tienen mayor estabilidad del arco y protegen ms el metal soldado. -Grueso: Permiten obtener las mejores cualidades del metal soldado. -Revestimiento del acero al carbono. Se clasifican en funcin de su composicin. -cido (A). -Bsico (B). -Celulsico (C). -Rutilo (R). -Rutilo-cido (RA). -Rutilo-bsico (RB). -Rutilo-celulsico (RC). -Rutilo grueso (RR).
-Otros (S). -Electrodos cidos. -Composicin del revestimiento: xidos de hierro y manganeso. -Escoria: Bastante fluida, con aspecto poroso y abundante. -Velocidad de fusin: Bastante elevada, penetracin buena. -Limitaciones: Solo se pueden usar en materiales bases con buena soldabilidad y con contenidos muy bajos en azufre, Fosforo y carbono. -Posicin: especialmente indicados para posicin plana, pero pueden utilizarse tambin en otras posiciones. -Tipos de corriente: Continua y alterna. -Electrodo bsico. -Composicin del revestimiento: Carbonato clcico y otros carbonatos tambin bsicos. -Escoria: Densa de color oscuro y brillante. -Ventajas: Soldadura muy resistente a la fisuracin en caliente, son de bajo contenido en hidrgeno lo que reduce la fisuracin en fro. -Limitaciones: Son su manejo muy dificultoso, debindose emplear con un arco muy corto y con intensidades poco elevadas, la distancia del arco debe de ser la mitad del dimetro del alma. Son muy higroscpicos (retienen mucha humedad). Hay que extremar las precauciones cuando vayan a ser utilizados en soldadura de aceros con problemas de temple. -Aplicaciones: a) Soldaduras de responsabilidad: Su gran tenacidad lo hacen recomendables para soldar grandes espesores y estructuras muy rgidas. Aceros dbilmente aleados e incluso aceros que presentan baja soldabilidad. b) Posicin: En todas las posiciones menos vertical descendente. -Tipos de corriente: Continua y polaridad inversa (electrodo a positivo). -Electrodo celulsico. -Composicin del revestimiento: Sustancias orgnicas que generan gran cantidad de gases por el calor. -Ventajas: Los gases forman una gran envoltura gaseosa en torno al arco, e imprimen gotas metlicas, por lo que consiguen gran penetracin y velocidad de fusin. -Limitaciones: Muchas proyecciones, superficie de la soldadura muy regular, en todas las posiciones. -Aplicaciones: Se emplea principalmente para soldar tuberas en vertical descendente por la buena penetracin que se consigue y por la rapidez del trabajo, debido a su alta velocidad de fusin. -Tipos de corriente: Corriente continua y polaridad directa. Para utilizarlos con corriente alterna se necesitan emplear maquinas con tensin de vaco* muy elevada. *Tensin en vaco: Es la corriente que tiene una maquina encendida sin estar soldado, oscila entre los 50 y 90v. -Electrodos con polvo de hierro en el recubrimiento. Se pueden introducir diferente metales en el revestimiento para compensar la falta de elementos de aleacin que se producen mediante la fusin del electrodo, o para aportar elementos de aleacin y mejorar las propiedades mecnicas del metal de soldadura. Uno de los elementos que se agregan al revestimiento es el polvo de hierro, que permite aumentar la cantidad de metal aportado y mejora el comportamiento del arco. -Ventajas: el arco es ms estable, se requiere menor destreza para utilizarlo correctamente. A estos electrodos se les denomina electrodos de arrastre por poder utilizar esta tcnica. Aumenta la cantidad de metal depositado para un determinado dimetro de alma, porque aporta el hierro procedente del revestimiento y de esta forma aumentar la aportacin de material. -Limitaciones: Solo se pueden usar en posicin plana.
-Rutilo. -Composicin del revestimiento: Oxido de titanio. -Escoria: Densa y viscosa. -Ventajas: Fcil cebado y manejo del arco. -Tensin del electrodo: Suave. -Cordn de soldadura: Muy regular y de buen aspecto. -Posiciones: En todas, especialmente adecuado para soldar en posicin vertical y bajo techo, gracias a las caractersticas de la escoria. -Aplicaciones: Es el electrodo ms comnmente utilizado. -Tipos de corriente: Continua y alterna. -Electrodo rutilo-cido. Similares a los electrodos del tipo bsico, igual composicin. -Electrodo rutilo-bsico. Muy similares a los celulsicos. -Electrodo rutilo grueso. Iguales que los de rutilo, pero con revestimiento ms grueso. -Otros. Este grupo engloba todos aquellos electrodos que no tienen unas caractersticas que permiten encajarlos en alguno de los grupos anteriores. -Eleccin del electrodo adecuado. Es aquel que suministra una buena estabilidad del arco y una mxima resistencia y fcil eliminacin de la escoria. Esto quiere decir que debe utilizarse un electrodo que deposite un material con las mismas caractersticas que el metal base. Existen electrodos para el soldeo de distintas clases de materiales. Algunos electrodos se destinan especialmente a la soldadura de aceros aleados de alta resistencia. Otros a la soldadura de aceros al carbono, por eso en todo momento tenemos que saber la composicin del metal base. -Tipos de electrodos para el soldeo de aceros ordinarios. -E.6010: Electrodos celulsicos para el soldeo en todas las posiciones. Solo funcionan en corriente continua con polaridad inversa. Se emplea principalmente en el soldeo de aceros ordinarios y dbilmente aleados. Solo es recomendable para el soldeo de piezas con una buena preparacin. Presenta una gran aplicacin en construccin naval, de edificios, puentes, depsitos y tuberas. -E.6011: Es similar al anterior, salvo que se puede utilizar en corriente alterna. -E.6012: Electrodo de rutilo de gota relativamente fra, se utiliza con corriente continua y alterna. Cuando se emplea en corriente continua debe conectarse con polaridad directa (electrodo a negativo). Penetracin media, arco suave, ligeras proyecciones y escoria densa. Principalmente utilizable en horizontal y cornisa. -E.6013: Electrodo de rutilo similar al 6012, aunque presenta ligeras diferencias. La escoria es ms fcil de limpiar y el arco se mantiene ms fcilmente, sobre todo con electrodos de dimetros pequeos. Permite un trabajo ms fcil incluso con grupos de baja tensin en vaco, tienen menor poder de penetracin, cordones ms planos y lisos. Funciona bien en todas las posiciones. -Electrodos con polvo de hierro en el revestimiento. (Gran rendimiento) Los tres tipos principales son: -E.6027: Se emplea para el depsito de cordones en ngulo de espesores fuertes, para realizar pasadas de relleno en uniones a tope y en las pasadas de acabado. Solo es aplicable en horizontal y en uniones de ngulo. Puede utilizarse continua y alterna con cualquier polaridad. -E.7014: Electrodo de rutilo de gran rendimiento, adecuado para soldaduras en las que se requiere una gran velocidad de aportacin. Puede utilizarse en todas las posiciones con corriente continua y alterna con ambas polaridades. Se utiliza para el soldeo en vertical descendente. -E.7024: Electrodo de rutilo de gran rendimiento. Su gran velocidad de aportacin lo hace muy interesante desde el punto de vista econmico en las soldaduras a una sola pasada o en grandes
rellenos. Aunque solo es aplicable en horizontal, se utiliza por su gran rapidez y fcil eliminacin de la escoria. Funciona con corriente continua y alterna en ambas polaridades. -Electrodos de bajo contenido en hidrgeno. Se destinan al soldeo de aceros con alto contenido en azufre y con alto contenido en carbono. Cuando se sueldan estos aceros, tienden a absorber hidrgeno de la atmsfera del arco, lo que provoca porosidades y pequeas fisuras bajo el cordn. Estos electrodos estn diseados para evitar la absorcin de este gas y los defectos motivados por el mismo. Los ms utilizados son E.7016, E.7018 y E.7028. -E.7016: Electrodo bsico para el soldeo en todas las posiciones, con corriente continua alterna y polaridad inversa. Recomendable para el soldeo de aceros sensibles al temple, cuando no se pueden precalentar o cuando el tratamiento de atenuacin de tensiones (revenido) no puede realizarse. -E.7018: Electrodo bsico que adems contiene polvo de hierro, tiene una gran velocidad de aportacin y deposita un material capaz de superar los ms severos controles radiogrficos. Admite la soldadura en todas las posiciones y puede utilizarse con corriente continua alterna y polaridad inversa. La gran fluidez del bao permite el fcil escape de los gases del mismo, incluso cuando se trabaja con bajas intensidades. -E.7028: Electrodo similar al anterior, pero con grandes cantidades de polvo de hierro, por lo que no es recomendable para el soldeo en horizontal. -Dimetro del electrodo. En general se deber seleccionar el de mayor dimetro posible que asegure los requisitos de aporte trmico y que permita su fcil utilizacin, en funcin de la posicin, el espesor del material y el tipo de unin. Los electrodos de mayor dimetro se seleccionan para el soldeo de materiales de gran espesor y para el soldeo en posicin plana. Para el soldeo en posicin cornisa, vertical y bajo techo convendr utilizar de menor dimetro (2, 25, 325 y 4mm) en punteado, uniones de piezas de poco espesor, primera pasada y c uando se requiera que el aporte trmico sea bajo. Los electrodos de mayor dimetro para uniones de piezas de espesores medios y gruesos, soldaduras en posicin plana y recargues. Los electrodos de mayor dimetro para uniones de piezas de espesores medios y gruesos, soldaduras en posicin plana y recargas. -Intensidad de soldeo. En funcin de su dimetro, posee un rango de intensidad en el que pueda utilizarse, en ningn caso se deben utilizar por encima de ese rango ya que se produciran mordeduras y proyecciones. La intensidad a utilizar depende de la posicin de soldeo y el tipo de unin. Como regla general se deber de ajustar la intensidad a un nivel en que la calidad del bao sea visible y no incida mucho en la pieza. Hay dos frmulas para sacarle la intensidad mxima a un electrodo. -1x50 x35A (es la ms precisa) Los valores usuales se presentan en la tabla siguiente.
-Longitud del arco. Depende del tipo de electrodo su dimetro, la posicin de soldeo y la intensidad. En general debe ser igual al dimetro del electrodo, excepto cuando se emplee el electrodo del tipo bsico, que deber ser igual a la mitad de su dimetro. -Tcnicas operativas. -Punteado: La primera operacin que tenemos que hacer al unir unas piezas es el punteado. Las normas nos dicen que la distancia entre puntos debe de ser de 20 a 30 veces el espesor de las piezas a unir.
El punteado se realizar con un poco ms de intensidad con la que se vaya a soldar las piezas. El punteado que vaya a ser incorporado a la soldadura se realizar con el mismo tipo de electrodo que se vaya a utilizar en el soldeo. Una vez realizado el punteado hay que eliminar la capa de escoria, y debe inspeccionarse cuidadosamente cada punto buscando posibles grietas o crteres. El punteado que no vaya a ser incorporado a la soldadura, ser eliminado en su totalidad. El punto de soldadura debe tener siempre una forma cncava, nunca convexa, en caso de que se produjese abombamiento se repasar el punto hasta dejarlo con forma cncava, de lo contrario podran formarse grietas. -Inspeccin antes de soldar. Antes de comenzar a soldar, se debe hacer una inspeccin ocular comprobando que. -Las uniones estn limpias de xidos, grasas, aceites, agua y proyecciones. -Que las chapas estn bien alineadas y niveladas. -Los puntos previos deben estar realizados sin poros, grietas o abultamientos. -Establecimiento o cebado del arco. Se puede realizar de dos formas: -Raspando como una cerilla -Tocando y levantando ligeramente el electrodo. -Observacin del bao de fusin. Es muy importante distinguir entre bao de fusin y la escoria. Hay que procurar que la escoria no se adelante al bao de fusin y que este bae por igual a ambos lados de la unin.
Un defecto muy corriente, es cuando no se controla bien la escoria, en su inclusin en el cordn una vez solidificado este. Para contener la escoria se podr hacer un movimiento de vaivn del electrodo. -Ejecucin del soldeo. Durante el soldeo, el soldador deber mantener la longitud del arco lo ms constante posible moviendo uniformemente el electrodo hacia la pieza segn este se va fundiendo. Al mismo tiempo, el electrodo se mueve tambin uniformemente a lo largo de la unin. La eleccin entre cordones rectos o con balanceo depender de las exigencias del procedimiento y del tipo de cordn. En general las primeras pasadas se hacen con cordones rectos, menos cuando la separacin en la raz es muy grande cuando se realicen cordones de terminacin o acabado. En las posiciones cornisa y bajo techo a tope, cuando la unin tiene excesiva separacin en la raz, las primeras pasadas deben depositarse dando, adems del movimiento oscilatorio un pequeo vaivn de avance y retroceso del electrodo a fin de dar tiempo a que se solidifique el bao de fusin, evitando as la cada del material fundido. -Interrupcin del arco de soldeo. Nunca debe interrumpir el arco de forma brusca, ya que pueden producirse grietas y poros en el crter del cordn. El arco puede interrumpirse por medio de cualquiera de las siguientes tcnicas posibles: -Acortar el arco de forma rpida y a continuacin, mover el electrodo lateralmente fuera del crter. Esta tcnica se emplea cuando se va a realizar el cambio de electrodo ya consumido. -Detener el movimiento de avance del electrodo y permitir el llenado del crter, retirndose a continuacin el electrodo. -Dar al electrodo una inclinacin contraria a la que llevaba y se retrocede sobre el mismo cordn unos 10 o 12mm antes de interrumpir el arco, de esta forma se rellena el crter. -Empalme de los cordones de soldadura. Deben realizarse de forma cuidada, para evitar fisuras e inclusiones de escoria. La limpieza de los cordones de soldadura es esencial para que la unin entre metales se realice correctamente y sin defectos. Se utilizar una piqueta y un cepillo de alambre. El material de los alambres del cepillo y de la piqueta deber de ser del mismo material del metal base. -Retirada de escoria. Una vez depositada una pasada completa de soldadura debe picarse la escoria y cepillar la totalidad del cordn antes de realizar la pasada siguiente. Al finalizar la unin, deben quitarse las proyecciones ms pronunciadas y cepillar totalmente la unin soldada. -Soplo magntico. El soplo magntico es una de las grandes dificultades que el soldador encontrar principalmente en la soldadura al arco con corriente continua. El soplo magntico se produce por fuerzas electromagnticas que actan sobre el arco elctrico, especialmente cuando este se encuentra sobre bordes, extremos o partes de la pieza que tienen forma alguna. La distorsin del campo magntico, es causada porque el arco no va por el camino ms corto del arco a la pieza, sino que se desva por los campos magnticos que aparecen en la pieza. Cuando se presenta este fenmeno el soldador tiene varios medios para limitar el efecto del soplo magntico: -Mantenga inclinado el electrodo modificando la posicin del mismo. -Colocar la masa lo ms cercano a la pieza a soldar. -Colocar 2 masas, una en la pieza y la otra en la mesa de trabajo. -Usar bloques de acero para alterar el curso magntico alrededor del arco. -Usar un arco elctrico corto.
-Soldar con corriente alterna. -Movimiento del electrodo. Esta denominacin abarca a los movimientos que se realizan en el electrodo a medida que se avanza en la soldadura, estos movimientos se llaman de oscilacin, son diversos y estn determinados por la clase de electrodos y la posicin de la unin. -Movimiento de zigzag. (Longitudinal). Es el movimiento zigzagueante en lnea recta efectuado con el electrodo en el sentido de avance del cordn. Este movimiento se usa en la posicin plana para mantener el crter caliente y obtener una buena penetracin. Cuando se suelda en posicin vertical ascendente, sobre cabeza y en juntas muy finas, se utiliza este movimiento para evitar acumulacin de calor e impedir as que el material aportado gote.
-Movimiento circular. Se utiliza esencialmente en cordones de penetracin donde se requiere poco depsito. Su aplicacin es frecuente en ngulos interiores, pero no para relleno o capas superiores. A medida que se avanza, el electrodo describe una trayectoria circular.
-Movimiento semicircular. Garantiza una fusin total de las juntas a soldar. El electrodo se mueve a travs de la junta describiendo un arco a media luna, lo que asegura una buena fusin de los bordes, es recomendable en juntas achaflanadas y recargue de piezas.
-Movimiento de zigzag. (Transversal). El electrodo se mueve de lado a lado mientras se avanza, este movimiento se utiliza principalmente para efectuar cordones anchos. Se obtiene un buen acabado en sus bordes, y facilita que suba la escoria a la superficie, permite el escape de los gases con mayor facilidad y evita la porosidad en el material. Este movimiento se utiliza para soldar en todas las posiciones.
-Movimiento entrelazado. Este movimiento se utiliza generalmente en cordones de acabado. En este caso se aplica el electrodo una oscilacin lateral que cubre totalmente los cordones de relleno. Es de gran importancia que el movimiento sea uniforme ya que se corre el riesgo de tener una fusin deficiente en los bordes de la unin.
-Cualidades, caractersticas y recomendaciones de la soldadura. Una buena soldadura debe ofrecer entre otras cosas, seguridad y calidad. Para alcanzar estos objetivos se requiere que los cordones de soldadura sean efectuados con un mximo de habilidad, buena regulacin de la intensidad y buena eleccin de los electrodos. -Caractersticas de una buena soldadura. Debe poseer las siguientes caractersticas: -Buena penetracin: Se obtiene cuando el material aportado funde la raz y se extiende por debajo de la superficie de las partes soldadas. -Exenta de mordeduras: Se obtiene una soldadura sin mordeduras cuando al pi de la misma, no se produce en el metal base ningn ahondamiento que dae la pieza. -Fusin completa: Se obtiene una buena fusin, cuando el metal base y el metal de aporte, forman una masa homognea. -Ausencia de porosidades: Una buena soldadura est libre de poros, cuando en su estructura interior no existan bolsas de gas, ni inclusiones de escoria. En caso de soldar con electrodo de tipo
bsico, utilizar electrodos calientes (secados a 250 350 durante dos horas), y mantener a 120 hasta su utilizacin. -Buena apariencia: Una soldadura tiene una buena apariencia, cuando se aprecia en toda la extensin de la unin, un cordn de soldadura pareja, sin presentar hendiduras ni sobre montes. -Ausencia de grietas: Una soldadura sin grietas se presenta cuando en el material aportado no existen rajaduras o fisuras en toda su extensin. -Contracciones y dilataciones en la soldadura. Son fenmenos producidos por la accin de la temperatura, que provocan deformaciones en las piezas soldadas. Los mismos estn presentes en todos los procesos donde hay aplicacin de calor y enfriamiento, produciendo as dilataciones y contracciones respectivamente. Las contracciones se presentan en forma longitudinal y transversal. -Contraccin longitudinal: Al depositar un cordn de soldadura sobre la cara superior de una plancha o chapa perfectamente plana, sta se doblar hacia arriba en direccin al cordn, a medida que este se enfra.
-Contraccin transversal: Si dos placas se sueldan al tope y las mismas no han sido sujetas conjuntamente, estas se curvarn aproximndose entre s en sentido transversal debido al enfriamiento del cordn de soldadura.
Las contracciones son perjudiciales en la soldadura ya que al no poder eliminarse totalmente, producen tensiones y grietas internas en las piezas. Para neutralizar estos efectos se tomarn las siguientes medidas: -Embridar las piezas que vayamos a soldar, o lo que es lo mismo, evitar cualquier movimiento de las piezas mediante elementos de fijacin. Manteniendo fuertemente amarradas las piezas impedimos que sta se deforme. Con este sistema hemos conseguido evitar las deformaciones, sin embargo, originamos otras consecuencias, que es la aparicin de tensiones. Las fuerzas internas del material que provocan las deformaciones quedan activas al no poder deformar las piezas. Estas tensiones pueden llevar a la rotura de las piezas soldadas. -El orden en la soldadura. Existe un mtodo para aliviar ambas consecuencias negativas, disminuyendo las deformaciones y tensiones. Este mtodo cosiste en aplicar un proceso durante el desarrollo de la soldadura denominado secuencia de soldadura. -Secuencia de soldadura: Al realizar una secuencia de soldadura estamos contrarrestando la accin perjudicial que originan las fuerzas internas en las contracciones, que son las que provocan las deformaciones y las tensiones. En soldadura de gran responsabilidad, las secuencias son estudiadas por los tcnicos que nos proporcionan los datos de desarrollos de la unin. Pero es muy importante que conozcamos tres secuencias que evitarn muchos de los problemas que originan las deformaciones y las tensiones. -Orden de cordones: La primera secuencia y la ms sencilla, consiste en depositar los cordones siguiendo un orden, lo ms alternado posible. De sta manera repartiremos las tensiones e incluso las anularemos.
-Secuencia de paso de peregrino. Es de muy fcil aplicacin y con buenos resultados. Consiste en realizar pequeos cordones, iguales en longitud y en el sentido contrario al avance del cordn. Cada uno de los pequeos cordones debe empezar donde comenz el anterior. De esta forma tan sencilla, conseguiremos que las tensiones que originan los pequeos cordones de soldadura en el sentido de avance de la soldadura se vean contrarrestados por la accin de la tensin del avance del cordn en sentido contrario.
-Diseo de uniones y terminologa. Para el diseo de la junta hay que tener en cuenta numerosos factores, entre los que podemos destacar los siguientes: -El costo de preparacin. -La facilidad de acceso. -Tipos de carga que debe soportar la soldadura. Los cinco tipos de uniones utilizados en soldadura son: -La unin a tope. (1) -Unin a solape. (2) -Unin en ngulo interior. (Rincn) (3) -Unin en ngulo exterior. (Esquina) (4) -Unin sobre cantos. (5) Cada una tiene ventajas y limitaciones, y el soldador debe conocer unas y otras, puesto que en muchos casos, la efectividad de la soldadura depende tanto del tipo de unin como de la habilidad para depositar un cordn de calidad.
-Tipos de soldadura. Sobre las distintas uniones se pueden realizar los siguientes tipos de soldadura: -Soldadura de recargue: Consiste en depositar una o ms capas de material de aportacin, mediante cordones o pasadas sobre una misma superficie continua, con vistas a conseguir unas dimensiones o caractersticas superficiales determinadas.
-Soldadura mediante cordones en ngulo: Es la que se emplea para conseguir uniones a solape, en ngulo interior y en ngulo exterior. El cordn presenta una seccin aproximadamente triangular y se deposita entre dos superficies formando un ngulo recto.
-Soldadura a tope.: Se obtiene depositando en el espacio que queda entre las piezas a soldar, que estn dispuestas una en prolongacin a la otra. Segn la preparacin de los bordes se pueden distinguir las siguientes soldaduras a tope: -Con bordes rectos. -Con bordes en uve. -Con bordes en equis. -Con bordes en U. -Con bordes en doble U. -Con bordes en jota (J). -Con bordes en doble jota. -Soldadura de entalla o de tapn: Se emplea para enlazar piezas solapadas mediante el depsito de cordones en el interior de ranuras o agujeros realizados sobre una de las piezas. Tanto por su disposicin como por su comportamiento son muy parecidas a los remaches.
-Normas de solape. Es aquella en la que las piezas a unir, monta una sobre la otra. Para una correcta disposicin y unin, la norma dice que debe montar una sobre otra cinco veces el espesor (e) de la pieza ms fina.
-Frmula: 5 x e -Zonas de la unin soldada. Se consideran zonas de una unin aquellas partes de una pieza soldada que por efecto del calor o material aportado modifican la estructura del metal base o unin soldada. Se divide en cinco partes: A) Formada por el metal de aportacin exclusivamente. B) Formada por la mezcla del metal de aportacin y el metal base. C) Formada por la fusin del metal base exclusivamente. D) Formada por una zona del metal base en la que sufre estructuras modificadas en las peores condiciones, haciendo esta zona la ms dbil de la unin (Zona de transicin), aproximadamente de 2 a 5 mm. E) Metal base que no sufre modificacin por estar suficientemente alejado de la zona de unin.
-Tipos de cordones en ngulo. Los hay de tres tipos:
-Seleccin del tipo de junta. En la eleccin del tipo de junta ms adecuada para cada trabajo, hay que tener en cuenta numerosos factores. Aunque el responsable directo en la determinacin de la unin a realizar es el proyectista o ingeniero. En general, se pueden citar cinco consideraciones bsicas para la eleccin de cualquier junta soldada. -Hay que tener en cuenta si el esfuerzo es de traccin, compresin, flexin, fatiga, choque o torsin -Considerar si la carga es esttica, de impacto o variable.
-Direccin de la carga con relacin a la junta.
-Espesor -Costo
de
de preparacin
las de las
piezas. piezas.
-Geometra de la junta. La geometra de la junta se basa en los siguientes principios: -La preparacin debe ser uniforme a lo largo de toda la junta. En las uniones a solape y en la
mayor parte de las uniones en ngulo, las piezas deben acoplarse firmemente, y sin separacin, en toda su longitud. En las uniones a tope, debe vigilarse la uniformidad de los chaflanes y separaciones. Cualquier falta de uniformidad en la preparacin obligar al soldador a disminuir la velocidad de soldeo y a modificar la tcnica operatoria para adaptarse a la distinta preparacin. Para conseguir un cordn de forma correcta y con la penetracin adecuada es fundamental trabajar con un ngulo de chafln suficiente. Un ngulo insuficiente dificulta la entrada del electrodo hasta el fondo de la junta. Una junta profunda y estrecha puede quedar con falta de penetracin siendo adems muy sensible a la fisuracin.
La parte plana que hay en la esquina de un bisel se llama taln, nunca debe sobrepasar como mximo los 3 mm. -Una abertura excesiva desperdicia material de aportacin. Dado que el material de aportacin y el tiempo empleado es relativamente caro y cualquier aumento del ngulo supone un mayor coste de fabricacin.
-Para conseguir una penetracin completa es necesario dejar una separacin suficiente. Una junta soldada sin una penetracin adecuada no ser capaz de soportar las cargas que se le apliquen. Aunque la penetracin correcta depende en gran medida de la habilidad del soldador, es siempre fundamental el preparar los bordes con una separacin adecuada.
-Uniones al tope. Es la que se realiza entre los bordes de las piezas a enlazar, y la preparacin de los bordes se har de acuerdo con el espesor de las piezas a soldar.
-Uniones al tope con bordes rectos. Este tipo de preparacin se emplea para espesores de hasta 3mm. Para conseguir una resistencia ptima es necesario fundir los bordes completamente, para lo cual debe dejarse una separacin adecuada. Este tipo de juntas es razonablemente resistente a esfuerzos estticos, pero no es recomendable
para casos sometidos a fatigas o cargas de impacto, especialmente a bajas temperaturas. La preparacin de la junta es fcil, pues solo requiere igualar los bordes de las piezas.
-Uniones a tope con bordes en V. Esta preparacin se emplea para espesores superiores a unos 8 mm. Sin embargo no es recomendable para espesores superiores a 20 mm. Es ms costosa que la preparacin con bordes rectos. debido a que el achaflanado de las piezas requiere un tiempo de preparacin y adems precisa una mayor cantidad de material aportado. Presenta buena resistencia, pero no es particularmente adecuada para soportar esfuerzos de flexin que produzcan tracciones en el cordn de raz.
-Uniones a tope con bordes en V doble o X. Es la que presenta el mejor comportamiento ante todo tipo de cargas. Se suele recomendar para espesores superiores a unos 18 20 mm. Para conseguir una buena resistencia, la penetracin debe de ser completa desde ambos lados. El costo de preparacin es mayor. Para mantener la simetra de la junta y reducir al mnimo la deformacin, los cordones deben depositarse a un lado y otro de la junta.
-Uniones a tope con bordes en U. Este tipo de juntas responden correctamente a todas las condiciones ordinarias de carga, por lo que se suele realizar para trabajos que requieren una gran calidad. Su campo de aplicacin se encuentra entre 13 y 20 mm. Aunque exige una preparacin ms costosa que las anteriores, requiere menos material de aportacin y origina menos deformaciones.
-Uniones a tope con bordes en doble U. Es recomendable para espesores superiores a 20 mm y siempre que la soldadura pueda realizarse fcilmente desde ambos lados de la pieza, es la preparacin que presenta un mejor comportamiento ante cualquier condicin de carga.
-Uniones en ngulo interior. En este tipo de uniones, las piezas se disponen formando un ngulo de aproximadamente 90 y de forma que el borde de una de las piezas descanse sobre la superficie de las otras. Es aplicable a cualquier espesor, y segn sea este y segn sea el grado de penetracin que se quiera conseguir. Se suelen adoptar los siguientes tipos de penetraciones: -Borde recto. -Simple chafln. -Doble chafln. -Simple jota. -Doble jota. -Uniones en T en borde recto. La unin se realiza mediante cordones en ngulo que se pueden depositar desde uno o ambos lados de la junta. Se pueden utilizar sobre espesores ligeros razonablemente fuertes, siempre que las cargas sometan a la soldadura nicamente a cortadura longitudinal. Puesto que la distribucin de tensiones sobre la junta puede no ser uniforme. Para conseguir una buena resistencia se requiere gran cantidad de material de aportacin.
-Uniones en T con simple chafln. Este tipo de unin mejora la distribucin de tensiones por lo que puede soportar mejores cargas que el anterior. La soldadura se realiza desde un solo lado y se suele limitar a espesores iguales o menores a 12 mm.
-Uniones en T con doble chafln. Tiene una mayor capacidad de resistencia y puede soportar tanto cortadura longitudinal como transversal. Solo es aplicable cuando la soldadura se puede realizar desde ambos lados.
-Uniones en T simple jota. Aplicable a espesores de 25 mm o ms, siempre que la soldadura solo sea accesible desde una sola cara. Especialmente adecuada para soportar grandes cargas.
-Uniones en T doble jota. Particularmente adecuadas para grandes espesores, hasta 40 mm o mas y siempre que las cargas a soportar sean muy importantes. Solo es aplicable cuando es accesible desde ambas caras.
-Uniones en ngulo exterior. Son ampliamente utilizadas en la unin de secciones que estn sometidas a grandes esfuerzos. Segn la disposicin de los bordes las podemos clasificar en: -Uniones en ngulo exterior cerradas. -ngulo exterior semiabierto. -ngulo exterior abierto. -Unin sobre cantos. -Uniones en esquina cerrados. Se emplea principalmente para espesores finos debido a que no permite conseguir una buena penetracin, poco recomendable por su pequea capacidad de carga.
-Uniones en esquina semiabiertas. Recomendable para espesores ms fuertes y donde la soldadura solo pueda realizarse sobre un lado, capaces de soportar cargas en las que el impacto o la fatiga no sea muy severo. La disposicin de los bordes est de forma que las esquinas interiores quedan protegidas y as disminuye el peligro de formacin de agujeros en la raz de la junta.
-Uniones en esquina abierta. Este tipo de preparacin de las piezas permite la soldadura desde ambos lados, por lo que se pueden conseguir juntas muy resistentes capaces de soportar grandes cargas. Es aplicable a cualquier espesor, debido a la buena distribucin de tensiones, es recomendable para soportar esfuerzos de fatiga o cargas de impacto.
-Uniones sobre juntas. Es aplicable para espesores finos hasta unos 6 mm menos, y con muy pequea capacidad de resistencia.
-Uniones a solape mediante un solo cordn. Es de muy fcil realizacin. El material de aportacin se deposita simplemente a lo largo de uno de los rincones que dejan las piezas al disponer una sobre la otra. La resistencia de la soldadura depende del espesor del cordn en el ngulo depositado. La soldadura mediante un solo cordn es aplicable hasta unos 12 mm de espesor, siempre que la carga a soportar no sea muy severa.
-Uniones a solape mediante dos cordones. Tienen la capacidad de carga mucho mayor que la anterior. Es un tipo de unin muy utilizada en soldadura. Como regla general si se realiza correctamente, su resistencia es comparable a la del metal base. Para ms de 12 mm.
-Terminologa bsica en soldadura. Es importante entender y adquirir la siguiente terminologa: -Posicin de la soldadura: Las cuatro posiciones fundamentales de la soldadura son. -Horizontal. -Vertical. -Cornisa. -Techo. La posicin horizontal es la que ms se utiliza puesto que permite una soldadura rpida y fcil de realizar. Es la que se hace normalmente en una mesa o en el suelo. La soldadura vertical es la que se realiza de arriba a abajo (Descendente), y de abajo a arriba (Ascendente) La soldadura en cornisa es la que se hace en el aire de izquierda a derecha (Diestros), de derecha a izquierda (Zurdos). La soldadura en techo es la que nos permite soldar en el aire por encima del soldador. -Electrodo: Varilla metlica, recubierta de una sustancia especial, se usa como aportacin para rellenar la junta a soldar. -Metal base: Est constituido por las piezas a soldar. -Cordn de soldadura: Capa o capas de metal depositado sobre el metal base al fundir el electrodo. -Aguas del cordn: Aspecto superficial del cordn de soldadura como consecuencia del movimiento del electrodo. -Pasada estrecha: El metal depositado sin balanceo lateral del electrodo. -Pasada ancha: Metal depositado con balanceo lateral del electrodo. -Pasada: Cada una de los depsitos de material que se realiza sobre la junta a soldar. -Crter: Depresin producida en el metal base por la accin del arco. -Penetracin: Profundidad que alcanza la fusin en el metal base. -Sobre espesor: Material del cordn que sobresale con relacin a la superficie de las piezas soldadas. -Remates: Puntos de enlace entre el metal base y el de aportacin. -Cara del cordn: superficie exterior de los cordones en ngulo, pueden ser planos, cncavos o convexos. -Raz: Punto del cordn opuesto a la superficie exterior del mismo. -Taln: Parte recta en la zona inferior de los bordes achaflanados. -Garganta o cuello: Distancia desde la superficie hasta la raz del cordn. -Anchura del cordn: Distancia entre remates, medidas sobre la superficie exterior del cordn.
-Soldadura de la fundicin. La fundicin es un producto a base de hierro con alto contenido en carbono. Atendiendo a su composicin caracterstica se distinguen cinco tipos de fundicin.
-Fundicin gris. -Fundicin blanca. -Maleable. -Aleada. -Nodular. -Fundicin gris. Se obtiene cuando el contenido en silicio es elevado y el enfriamiento es lento. La combinacin de elevados contenidos en silicio y enfriamientos lentos, obliga al carbono a separarse en forma de lminas de grafito, esta separacin del carbono es la que hace que la fundicin gris sea frgil y de pequea resistencia. La fundicin gris se emplea ampliamente en la fabricacin de piezas de motores. Puede identificarse fcilmente por el aspecto gris y poroso que presentan las superficies de la rotura. Si se esmerila desprende un haz de chispas no muy largas y de color rojizo, terminando en numerosas ramificaciones de color amarillo. La fundicin gris puede soldarse con relativa facilidad. -Fundicin blanca. Presenta el carbono en forma combinada, esto quiere decir que no posee carbono libre como la fundicin gris, sino que se encuentra combinado con el hierro en forma de cementita o carburo de hierro, se consigue a travs de un proceso de enfriamiento rpido. La fundicin blanca es muy dura y difcilmente mecanizable, suele utilizarse para la obtencin de piezas fundidas que deben presentar una gran resistencia al desgaste. La rotura de piezas de fundicin blanca revela una forma formacin cristalina de grano fino y de color blanco plateado. La prueba de esmerilado desprende un haz de chispas ms corto que la fundicin gris, de color rojizo y con puntas de color pajizo. Despus de soldarse presenta unas caractersticas de soldadura muy bajas. -Fundicin maleable. Se obtiene a partir de la fundicin blanca mediante un proceso de recocido. Este tratamiento elimina la fragilidad de la fundicin blanca y produce un material ms blando pero posee una considerable resistencia y tenacidad. La superficie de rotura presenta un ncleo oscuro rodeado por un contorno blanco. En cuanto a la prueba de esmerilado, produce una cantidad moderada de chispas ms largas que en otras fundiciones y de un color amarillo pajizo. Aunque admite la soldadura deben tomarse precauciones para no calentar el material por encima de la temperatura crtica (750 ). Si se sobrepasa esta temperatura se transforma en fundicin blanca. -Fundicin aleada. Son aquellas que se obtienen con ciertos elementos de aleacin como el cobre, aluminio, nquel, titanio, vanadio, cromo, molibdeno y magnesio. Con la adiccin de uno o ms de estos elementos se consigue mejorar alguna caracterstica del material como la resistencia a la traccin, la mecanizacin, la resistencia a la fatiga o la resistencia a la corrosin. -Fundicin nodular Llamada fundicin dctil, esta ductilidad se obtiene mediante la adiccin de magnesio a la colada y mediante tcnicas de recocido posteriores. Este fenmeno es el que da las buenas caractersticas mecnicas. La fundicin nodular puede soldarse por arco siempre que se le apliquen los precalentamientos y postcalentamientos adecuados. -Preparacin de las piezas. La preparacin de las piezas para su soldadura posterior, debe seguirse el siguiente proceso.
-Esmerilar una zona estrecha sobre la superficie de las piezas y a los largo de cada borde, para eliminar la capa superficial conocida como costra de la fundicin. Esta capa superficial est llena de impurezas acumuladas en la misma por su contacto con las paredes de los bordes. -Para piezas de hasta 4 5 mm de espesor no es necesario achaflanar los bordes, de 5 a 10 mm de espesor preparar los bordes en V a 60 dejando un taln de 15 mm aproximadamente, para espesores superiores a 10 mm es conveniente la preparacin en X a 60 con una parte plana de 15 a 25 mm. -Si se trata de soldar una grieta deben prepararse los bordes en forma de V hasta unos 3 a 5 mm de profundidad mediante el empleo de un cincel con punta de diamante o por esmerilado. Sobre piezas cuyo espesor sea inferior a 5 mm debe achaflanarse solo la mitad del espesor. -Limpiar los bordes y la superficie de las piezas de toda suciedad, oxido, pintura, aceite y grasa. Todas estas sustancias pueden producir inclusiones de escoria o sopladuras que debilitan la soldadura. Para limpiar, usar un cepillo de alambre y si hay grasa o aceite eliminar con un disolvente adecuado. -Si la pieza presenta pequeas fisuras apenas visibles, pueden resaltarse frotando las superficies con un trozo de tiza. Al poco tiempo se forma sobre la pieza una lnea hmeda perfectamente visible y saturada precisamente donde est localizada la fisura. -Durante la soldadura, las grietas tienen tendencia a propagarse, para evitar que las grietas se vayan extendiendo debe taladrarse un agujero de unos 3 a 5 mm de dimetro cerca de cada extremo de la grieta. -Control de temperatura de las piezas. En la soldadura de la fundicin es muy importante mantener la pieza lo ms fra posible (No calentar nunca la pieza a temperaturas superiores a 650 ). Normalmente se recomienda un precalentamiento entre 260 y 650 C. El control de la temperatura puede realizarse por diversos procedimientos. -Utilizando lpices trmicos comerciales. -Afilando un palillo bien afilado, apoyar la punta sobre la pieza y observando cuando empieza a quemarse. En este momento la pieza est a una buena temperatura para soldar. El precalentamiento debe ser lo ms uniforme posible sobre toda la pieza y debe mantenerse a la temperatura hasta que se complete la operacin de soldeo. A continuacin el enfriamiento hasta la temperatura ambiente debe de ser lo ms lento posible. Cuando es imposible precalentar la pieza, sta debe mantenerse lo ms fra posible a base de depositar pequeos cordones de unos 5 a 7 cm de longitud. Despus del depsito de cada cordn se dejar enfriar la pieza y no se depositar el siguiente trazo hasta que el anterior pueda tocarse con la mano. Durante el enfriamiento de cada cordn debe martillearse ligeramente con un martillo de bola. Esta operacin estira el cordn y atena las tensiones, esta operacin se hace sobre el material aportado y no sobre el resto de la pieza. -Electrodos para soldar fundicin. Existen dos grupos, los que depositan un material mecanizable y los no mecanizables. Los mecanizables depositan un material blando y dctil que puede mecanizarse fcilmente despus de la soldadura. Se emplea para la reparacin de todo tipo de piezas, para corregir errores de mecanizados sobre la fundicin. Tambin se utiliza para soldar piezas de fundicin a piezas de acero. Existen dos tipos de bsicos de electrodos de aportacin mecanizable, uno tiene el alma de 100% nquel y el otro es a base de nquel y hierro. La designacin y las caractersticas principales son las siguientes. -ENI-Ci -ENI-FeCi (Las siglas Ci indican que son electrodos para fundicin). Los electrodos de aportacin no mecanizable estn constituidos por un alma de acero ordinario y un revestimiento grueso, la temperatura de fusin es relativamente baja, lo que permite el empleo de pequeas intensidades de corriente de soldadura. Con estos electrodos se obtienen depsitos muy duros por lo que solo se emplea para el soldeo de piezas que no requieran mecanizado posterior. La soldadura que se produce son muy compactas e impermeables, son ideales para la
reparacin de bloques de motor, carcasas de reductores, bloques de compresores, poleas, piezas de bombas y otras estructuras similares. -ENI-Ci: Aplicable para espesores finos o medios en fundiciones con bajo contenido en fsforo y donde no se puede precalentar. -ENI-feCi: Recomendable para espesores gruesos, fundiciones de alto contenido en fsforo, fundiciones con alto contenido en nquel, en casos en que se requiera una soldadura de gran resistencia y en soldadura de fundiciones nodulares. -Tcnicas de soldeo. -Primero ajustar el grupo a la intensidad correcta de acuerdo con las recomendaciones del fabricante, como regla general, la intensidad para el soldeo de la fundicin es siempre ms baja que para los aceros ordinarios. -Es importante mantener lo ms baja posible la aportacin de calor, es recomendable el empleo de electrodos de pequeo dimetro. No se suelen utilizar electrodos superiores a 325 mm. -Inclinar el electrodo unos 5 a 10 grados en el sentido de avance y depositar cordones estrechos, trabajando con un arco ligeramente ms largo que el utilizado en la soldadura de los aceros. Cuando sea necesario depositar varias capas de material de aportacin, para la segunda y posteriores aplicar al electrodo un ligero balanceo lateral. El balanceo del electrodo debe limitarse de forma que nunca deposite un cordn de anchura superior al triple del dimetro del alma. -En muchos casos puede ser recomendable seguir la tcnica del paso de peregrino. -Cuando se trate de soldar grietas en piezas fundidas, comenzar a unos 10 mm de uno de los extremos a soldar, y soldar hacia el agujero. Cuando se llegue al agujero rellenarlo y seguir soldando en la misma direccin hasta que el cordn lo rebase ligeramente. A continuacin, repetir el mismo proceso en el otro extremo de la grieta. Una vez soldados ambos extremos se limpiar y cepillar la soldadura. -Soldadura de piezas rotas. Para la reparacin por soldadura de piezas con una o ms partes rotas, ajustar las partes en la posicin adecuada, achaflanar las superficies de la rotura, puntear y soldar. Si la parte rota no puede recuperarse, preparar una pieza similar en acero ordinario y soldar al resto de la pieza de fundicin. -Soldadura con ayuda de pernos. Cuando las piezas a soldar tienen un espesor superior a 35 mm y est sometida a grandes esfuerzos, es recomendable el empleo de pernos de acero para realizar la junta. Este procedimiento no es recomendable para espesores de 35 mm, debido a que, en vez de reforzar la soldadura, la debilita. Para aplicar este procedimiento debe seguirse el siguiente proceso. -Achaflanar los bordes. -Taladrar y roscar agujeros de 6 a 10 mm de dimetro en perpendicular a la superficie de los bordes de ambas piezas. La distancia entre centros debe estar comprendida entre 3 y 6 veces el dimetro de los pernos. -Introducir los pernos en los agujeros roscados. Estos pernos deben tener una longitud de 10 a 15 mm, una vez alojados en los correspondientes agujeros, deben sobresalir entre 5 y 10 mm. -Depositar cordones alrededor de cada perno, para soldarlos a las piezas de fundicin, limpiar la escoria y depositar capas adicionales hasta rellenar la junta.
-Soldadura sin fusin. Los tres tipos de electrodo ms utilizado para el soldeo sin fusin son los siguientes: -ECuSn-A. -ECuSn-C. -ECuAl-A2. Los dos primeros son a base de cobre y estao y su principal diferencia est en el contenido de estao. -El electrodo ECuSn-A contiene un 5% y el ECuSn-C un 8%. Ambos electrodos producen soldadura de gran dureza y resistencia a la traccin.se emplea con corriente continua con polaridad inversa y normalmente requiere un precalentamiento de la zona a soldar a una temperatura de unos 205 C. -El electrodo ECuAl-A2 es a base de cobre y aluminio y tiene un punto de fusin relativamente bajo, as como una gran velocidad de aportacin a bajas intensidades. Esto permite una soldadura rpida y reduce la deformacin y la posibilidad de formacin de fundicin blanca en la zona de soldadura. La resistencia a la traccin y la carga con estos electrodos son el doble de los obtenidos a base de cobre y estao. El xito de cualquier operacin de soldadura sin fusin con aportacin a base de aleaciones de cobre, depende en gran medida de las siguientes recomendaciones. -Preparar juntas achaflanadas muy abiertas a unos 75 u 80 . -Limpiar cuidadosamente la superficie de los bordes. -Precalentar entre 150 y 200 C. -Soldar con la menos intensidad posible. -Soldar deprisa para reducir la dilucin de la aportacin en el metal base. -No remover el bao. -Procurar enfriamientos lentos a base de proteger la pieza con cenizas o con cualquier aislante trmico. -Soldadura de los aceros al carbono. Pueden soldarse con relativa facilidad, en algunos casos se requiere un especial control del proceso de soldeo. As algunos tipos de acero exigen el empleo de electrodos especiales o la aplicacin de precalentamientos y postcalentamientos, con vistas a conseguir una soldadura sana y con las caractersticas mecnicas exigidas. Los aceros al carbono son aquellos en los que el principal elemento es el carbono. Segn su contenido se clasifican en tres grandes grupos, acero de bajo contenido en carbono, aceros de medio contenido en carbono y aceros de alto contenido en carbono. -Soldadura de aceros de bajo contenido en carbonos. Estos aceros son los ms fciles de soldar. No exigen ninguna precaucin en la hora de soldar. Se utiliza cualquier electrodo de la serie E-60xx o E-70xx. -Soldadura de acero de contenido medio en carbono. En este grupo estn incluidos los aceros cuyo contenido en carbono oscila entre el 030% y el 045%. La mayora de estos aceros son relativamente fciles de soldar, especialmente con el empleo de los electrodos de la serie E-70xx. Los electrodos E-7016, E-7018 y E-7024 se pueden utilizar siempre que se tomen algunas precauciones y asegurndose que la velocidad de enfriamiento es lenta. -Soldadura de acero con alto contenido en carbono. Estos aceros presentan contenidos en carbono superiores al 45% y son fcilmente templables. La dificultad de la soldadura es mayor que en los otros tipos de acero. Para reducir para reducir la tendencia a la fisuracin del metal depositado, deben utilizarse electrodos de elevada resistencia a la traccin, tales como los electrodos de la serie E-80xx, E-90xx y E-100xx. En algunos casos, para el soldeo de aceros de elevado contenido en carbono se recomienda el empleo de electrodos de acero inoxidable. En general, para la soldadura con xito de este tipo de aceros, son necesarios, precalentamiento y postcalentamiento.
-Formacin de fisuras en la soldadura. Las fisuras en la soldadura pueden ser longitudinales y transversales, y en muchos casos no son perceptibles a simple vista. Para la deteccin de este tipo de defectos suelen utilizarse procedimientos de control ultrasnico, magntico o radiogrfico. Fundamentalmente las fisuras se presentan cuando el cordn est muy embridado y no tiene libertad o capacidad para deformarse. -Fisuracin del crter. Cuando se deposita un cordn de soldadura la solidificacin del bao de fusin comienza del borde de los mismos y va propagando hacia el centro. Cuando se extingue el arco, el enfriamiento del centro del crter es muy brusco, mientras que en los bordes se enfran despacio debido a que en ellos existe una mayor cantidad de material. Esto provoca una concentracin de tensiones, la fisuracin del crter presenta distintas formas. Los cordones en ngulo de forma cncava, son muy resistentes a la fisuracin del crter. La mayora de las fisuraciones del crter pueden evitarse con una correcta manipulacin del electrodo. Hay que procurar un correcto llenado del crter y redondear ligeramente el cordn mediante el empleo de un arco muy corto. -Fisuras en la raz. Tanto en las uniones a tope como en las uniones en ngulo, la primera pasada suele presentar la forma de un cordn estrecho y de pequeo espesor que se deposita a los largo de la junta. Cuando es necesario, se depositan a continuacin una o ms capas de material de aportacin hasta completar la junta. El primer depsito o cordn de penetracin es el ms susceptible a este defecto. Generalmente la fisuracin se debe a que el cordn absorbe una gran cantidad de carbono procedente del material base, por lo que queda duro y frgil. A medida que se enfra, el cordn de penetracin se va contrayendo, pero como simultneamente se estn aportando sobre l nuevas capas de material de aportacin se originan tensiones de traccin que se pueden traducir por fisuras en la raz. Esto se puede evitar mediante un precalentamiento del metal base, empleando electrodos que depositen un material de gran ductilidad y punteando las piezas las piezas con una separacin suficiente que permita el movimiento de las mismas durante el enfriamiento. -Fisuras longitudinales.
-Fisuras en fro.
-Fisuracin de interrupcin o arranque.
-Fisuracin alrededor del cordn.
-Falta de fisuracin en el bisel.
-Falta de fusin de un bisel en la raz.
-Porosidad. Es un problema frecuente en la soldadura de aceros con alto contenido en carbono. El bao de fusin de los aceros ricos en carbono, disuelven fcilmente gran cantidad de gases como el hidrgeno o el monxido de carbono, los cuales se liberan cuando el bao comienza a enfriar. Si estos gases no logran alcanzar la superficie del bao antes de que ste solidifique, quedan aprisionados en el metal formando bolsas de gas o sopladuras. El secreto para conseguir una soldadura sin inclusiones gaseosas consiste en mantener la superficie del bao lo suficientemente fluida para que los gases se liberen rpidamente. Otro medio es el empleo de electrodos de bajo contenido en hidrgeno (Electrodo tipo Bsico). -Porosidad aislada.
-Porosidad agrupada.
-Porosidad alineada.
-Porosidad vermicular.
-Aceros aleados. Los aceros aleados son aquellos que adems de hierro y carbono llevan otros elementos de aleacin en cantidad suficiente para modificar las propiedades y caractersticas del acero. La adiccin de elementos tales como el manganeso, nquel, cromo, tungsteno, molibdeno o vanadio, aumentan la resistencia y la tenacidad de los aceros. Prcticamente se pueden soldar todos los tipos de aceros aleados, aunque como regla general la operacin de soldadura exige mucho mayor cuidado que los aceros ordinarios. Esta dificultad se debe a que en algunos casos, la operacin de soldadura puede destruir las caractersticas comunicadas al acero por algn elemento de aleacin. Sin embargo muchas de estas dificultades pueden evitarse o aminorarse empleando electrodos especiales. En muchos aceros aleados, para obtener una soldadura de calidad se requiere un exacto control de la velocidad de enfriamiento. Cuando no se sabe si es necesario precalentar un acero determinado, se puede comprobar rpidamente mediante una prueba. Esta prueba es aplicable para espesores muy finos, pero da buenos resultados sobre piezas de hasta 9 mm de espesor. Para realizar la prueba se coge una chapa cuadrada de acero ordinario con un pequeo contenido en carbono de unos 50 a 75 mm de lado y 12 mm de espesor y se suelda entero. Se deposita un cordn en ngulo en forma convexa, empleando un electrodo y una intensidad de corriente similar a la que se va a utilizar. A continuacin se deja enfriar la soldadura durante 5 minutos y se golpea con un martillo hasta producir la rotura, si la rotura se produce a travs de la soldadura, la prueba nos indica que no se ha producido una fisuracin apreciable, por lo que puede soldarse sin necesidad de precalentamiento. Por el contrario, si la rotura se produce arrancando parte del material base, la prueba nos indica que el acero debe precalentarse.
-Soldadura de los aceros austenticos al manganeso. Este tipo de acero es un material no magntico y muy tenaz, que se caracteriza especialmente por su elevada resistencia, excelente ductilidad y una gran resistencia al desgaste. La soldadura de este acero requiere considerable atencin, pues es muy sensible a los precalentamiento. Si se somete a calentamientos prolongados, el material se hace frgil y disminuye su resistencia a la traccin. Debe soldarse con pequeas intensidades de corriente y grandes velocidades de avance. Existen dos grupos: -Los de bajo contenido en manganeso que contienen como mximo un 2% de este elemento. -Los de alto contenido en manganeso, o con contenidos superiores.
Potrebbero piacerti anche
- Nina Jose Ramon FernandezDocumento37 pagineNina Jose Ramon FernandezBárbara AmorimNessuna valutazione finora
- Sistema EPSDocumento1 paginaSistema EPSJose Francisco Hinojosa MamaniNessuna valutazione finora
- CAD10Documento9 pagineCAD10Jose Francisco Hinojosa MamaniNessuna valutazione finora
- 6 Potencias-Talleres-Taller Elaboracion ProcedimientosDocumento59 pagine6 Potencias-Talleres-Taller Elaboracion ProcedimientosJose Francisco Hinojosa MamaniNessuna valutazione finora
- Rombo de SeguridadDocumento2 pagineRombo de SeguridadJose Francisco Hinojosa MamaniNessuna valutazione finora
- Capítulo 5Documento8 pagineCapítulo 5AdonisNessuna valutazione finora
- Guia Hilbert PDFDocumento15 pagineGuia Hilbert PDFPyANessuna valutazione finora
- Tarea 3 de Psicologia de Desarrollo 2Documento5 pagineTarea 3 de Psicologia de Desarrollo 2Mery Luz Castro BarettNessuna valutazione finora
- Protocolo Extracción PectinaDocumento1 paginaProtocolo Extracción PectinaSofia Martinez delgadoNessuna valutazione finora
- Indicadores de ExportacionDocumento9 pagineIndicadores de ExportacionALxiitoo SancHez NtsNessuna valutazione finora
- SicklemiaDocumento2 pagineSicklemiaLauraa SancHz100% (1)
- SESIÓN 1 Tarea 1 DERECHODocumento2 pagineSESIÓN 1 Tarea 1 DERECHOFredyNessuna valutazione finora
- Analogia de QuintoDocumento9 pagineAnalogia de QuintoZaida ZegarraNessuna valutazione finora
- Examen 2016 IDocumento61 pagineExamen 2016 IKaren Huamancusi HuamaníNessuna valutazione finora
- 220 3PS P000 00009Documento15 pagine220 3PS P000 00009FernandoNessuna valutazione finora
- Tricomoniasis ArticuloDocumento1 paginaTricomoniasis ArticuloYessica100% (1)
- Apuntes Mecanica Del Medio Continuo DemeneghiDocumento113 pagineApuntes Mecanica Del Medio Continuo DemeneghiIgnacio100% (1)
- LR CNatySalud 6Documento183 pagineLR CNatySalud 6JazNessuna valutazione finora
- DISLALIASDocumento6 pagineDISLALIASMSc Randy SantosNessuna valutazione finora
- Cantidad de Nieve Promedio en El Estado Colorado InglesDocumento2 pagineCantidad de Nieve Promedio en El Estado Colorado InglesSebastian HerreraNessuna valutazione finora
- Auxiliar de Servicios GeneralesDocumento2 pagineAuxiliar de Servicios GeneralesNihumar TimaureNessuna valutazione finora
- Expedientillo AdicionalesDocumento34 pagineExpedientillo AdicionalesmarcotecsupNessuna valutazione finora
- Do Fin 105 GT Asuc01185 2023Documento45 pagineDo Fin 105 GT Asuc01185 2023Josue AguilaNessuna valutazione finora
- Protocolo KyotoDocumento8 pagineProtocolo KyotoRUBEN LOACHAMINNessuna valutazione finora
- Cat With KittensDocumento5 pagineCat With KittensVicky ScariNessuna valutazione finora
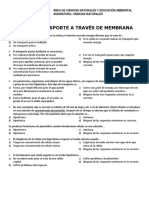
- Taller de Transporte A Través de La MembranaDocumento3 pagineTaller de Transporte A Través de La MembranaNohora Juliana Rueda ForeroNessuna valutazione finora
- Tromp EtaDocumento71 pagineTromp Etaalfonso1510Nessuna valutazione finora
- Comprensión Lectora #01Documento6 pagineComprensión Lectora #01Maria Isabel Bartolo JimenezNessuna valutazione finora
- Alimentación y Respiración de Las PlantasDocumento2 pagineAlimentación y Respiración de Las PlantasLuis GabrielNessuna valutazione finora
- Manual: GasesDocumento50 pagineManual: GasesRubén Mamani100% (1)
- Motores AbbDocumento20 pagineMotores AbbPancho1407100% (1)
- Trabajo Autónomo (Fisica 1)Documento12 pagineTrabajo Autónomo (Fisica 1)Santiago MiguelNessuna valutazione finora
- Recombinación en PlantasDocumento16 pagineRecombinación en Plantasruthp_40% (1)
- Área SensibleDocumento1 paginaÁrea SensibleluiscoriNessuna valutazione finora