Potrebbero piacerti anche
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Brushless MotorsDocumento20 pagineBrushless Motorsbwatkins6Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- D6588Documento6 pagineD6588Pulak DebnathNessuna valutazione finora
- New Trends in Forced Degradation StudiesDocumento10 pagineNew Trends in Forced Degradation StudiesLina SakellariouNessuna valutazione finora
- New Trends in Forced Degradation StudiesDocumento10 pagineNew Trends in Forced Degradation StudiesLina SakellariouNessuna valutazione finora
- Dive Scubapro - Air2 3rd - Maintenance ProcedureDocumento5 pagineDive Scubapro - Air2 3rd - Maintenance Proceduremanonpom100% (1)
- Pharmaceutical Process Validation 3rd (Int'l) Ed - R. Nash, A.wachter (Marcel Dekker, 2003) WWDocumento883 paginePharmaceutical Process Validation 3rd (Int'l) Ed - R. Nash, A.wachter (Marcel Dekker, 2003) WWReatul Karim Neetol90% (10)
- 747Documento12 pagine747GurdevBaines100% (3)
- ENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookDocumento6 pagineENG-116: Branches of Linguistics: Books) .Farmer, A. K Demers, R. A. A Linguistics WorkbookBILAL ZAFARNessuna valutazione finora
- Shallow FoundationsDocumento44 pagineShallow FoundationsAjay SinghNessuna valutazione finora
- Directional: 12 1/4in Sdi519 PDCDocumento1 paginaDirectional: 12 1/4in Sdi519 PDCKhairatul Nada BurhanuddinNessuna valutazione finora
- Purposive Communication NotesDocumento33 paginePurposive Communication NotesAlexis DapitoNessuna valutazione finora
- Legislation Statutory Inspection ChecklistDocumento2 pagineLegislation Statutory Inspection ChecklistAry PutraNessuna valutazione finora
- Cibse TM65 (2020)Documento67 pagineCibse TM65 (2020)Reli Hano100% (1)
- FDA PhotostabilityDocumento8 pagineFDA PhotostabilityLina SakellariouNessuna valutazione finora
- Overcoming Obstacles To Ethical BehaviourDocumento4 pagineOvercoming Obstacles To Ethical BehaviourSimran SinghNessuna valutazione finora
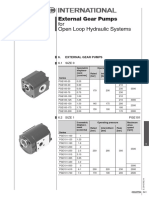
- External Gear Pumps For Open Loop Hydraulic SystemsDocumento2 pagineExternal Gear Pumps For Open Loop Hydraulic SystemsBlashko GjorgjievNessuna valutazione finora
- ACT 2 Explanatory Answers - MathDocumento27 pagineACT 2 Explanatory Answers - Mathrotat2348Nessuna valutazione finora
- International Journal of Agricultural ExtensionDocumento6 pagineInternational Journal of Agricultural Extensionacasushi ginzagaNessuna valutazione finora
- Word Formation ListDocumento8 pagineWord Formation ListpaticiaNessuna valutazione finora
- Intermed Products: International CatalogueDocumento12 pagineIntermed Products: International CatalogueRicardo Bonetti TadenNessuna valutazione finora
- Drone Survival GuideDocumento2 pagineDrone Survival GuidevthiseasNessuna valutazione finora
- ReadMeCS5 OptionalPluginDocumento6 pagineReadMeCS5 OptionalPluginLuismanuel LuisNessuna valutazione finora
- Module 4 - Community Health AssessmentDocumento8 pagineModule 4 - Community Health AssessmentSteffi100% (1)
- Solar Water Heater MOU LaodiceaDocumento2 pagineSolar Water Heater MOU LaodiceaZeeshan YasinNessuna valutazione finora
- Winsome Hin-Shin LEE CV (Feb 2017)Documento5 pagineWinsome Hin-Shin LEE CV (Feb 2017)Winsome LeeNessuna valutazione finora
- New Techniques of Predictions # 1Documento5 pagineNew Techniques of Predictions # 1bhagathi nageswara raoNessuna valutazione finora
- Audio Level Meter - ProjectDocumento4 pagineAudio Level Meter - ProjectMircea PanzariuNessuna valutazione finora
- Merged DocumentDocumento28 pagineMerged DocumentJamirah Maha ShahinurNessuna valutazione finora
- Megger-Mjolner-600 Ds enDocumento5 pagineMegger-Mjolner-600 Ds enAmit Kumar KandiNessuna valutazione finora
- Eco-Friendly Fire Works CompositionDocumento4 pagineEco-Friendly Fire Works CompositionYog EshNessuna valutazione finora
- LED Personal Portable Desk - Group 7-Imtiaz - 31072021Documento8 pagineLED Personal Portable Desk - Group 7-Imtiaz - 31072021SYED AMIRUL NAZMI BIN SYED ANUARNessuna valutazione finora
- Prepared For: Assignment On Workforce DiversityDocumento28 paginePrepared For: Assignment On Workforce DiversityGolam RabbeNessuna valutazione finora
- The Child and Adolescent Learners and Learning PrinciplesDocumento8 pagineThe Child and Adolescent Learners and Learning PrinciplesAragon KhailNessuna valutazione finora
- Present Simple Present ContinuousDocumento3 paginePresent Simple Present ContinuousFernando SabinoNessuna valutazione finora