Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
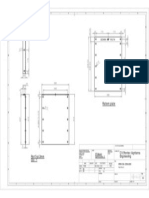
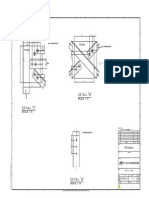
- Section B-B Section A-A Section C-C: Frontec Agritama EngineeringDocumento1 paginaSection B-B Section A-A Section C-C: Frontec Agritama EngineeringAde SNessuna valutazione finora
- Drayer Seger Cepu-Layout15Documento1 paginaDrayer Seger Cepu-Layout15Ade SNessuna valutazione finora
- Struktur Cyclone 2Documento1 paginaStruktur Cyclone 2Ade SNessuna valutazione finora
- Belt Conveyor 600x12000 (k2) - Belt Conveyor TataDocumento1 paginaBelt Conveyor 600x12000 (k2) - Belt Conveyor TataAde SNessuna valutazione finora
- SPT - Motor - Sheet2Documento1 paginaSPT - Motor - Sheet2Ade SNessuna valutazione finora
- Lay Out Plampang 1-00-3Documento1 paginaLay Out Plampang 1-00-3Ade SNessuna valutazione finora
- Lay Out Plampang 1-00-2Documento1 paginaLay Out Plampang 1-00-2Ade SNessuna valutazione finora
- Assem1 - Sheet2Documento1 paginaAssem1 - Sheet2Ade SNessuna valutazione finora
- Cs - btm.4 - Sheet2Documento1 paginaCs - btm.4 - Sheet2Ade SNessuna valutazione finora
- Cs - btm.3 - Sheet2Documento1 paginaCs - btm.3 - Sheet2Ade SNessuna valutazione finora
- Cs - Intake - Sheet2Documento1 paginaCs - Intake - Sheet2Ade SNessuna valutazione finora
- DR - cs.2 - Sheet2Documento1 paginaDR - cs.2 - Sheet2Ade SNessuna valutazione finora
- CS.F04 - Sheet2Documento1 paginaCS.F04 - Sheet2Ade SNessuna valutazione finora
- Bulk Density of Bio-Fuel Byproducts: Iowa State University Animal Industry Report 2009Documento5 pagineBulk Density of Bio-Fuel Byproducts: Iowa State University Animal Industry Report 2009Ade SNessuna valutazione finora
- mc4000 Conveyors PDFDocumento8 paginemc4000 Conveyors PDFAde SNessuna valutazione finora
- DR - cs.4 - Sheet2Documento1 paginaDR - cs.4 - Sheet2Ade SNessuna valutazione finora
- Jember GA PDFDocumento1 paginaJember GA PDFAde SNessuna valutazione finora
- Tower PT - Mutiara Layout4Documento1 paginaTower PT - Mutiara Layout4Ade SNessuna valutazione finora
- Jember 002 PDFDocumento1 paginaJember 002 PDFAde SNessuna valutazione finora
- SW2014 Datasheet Simulation ENU PDFDocumento6 pagineSW2014 Datasheet Simulation ENU PDFAde SNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Dr. Babasaheb Ambedkar Technological University, LonereDocumento19 pagineDr. Babasaheb Ambedkar Technological University, LonereAmey RajeNessuna valutazione finora
- Thermoacoustic ReferigeratorDocumento32 pagineThermoacoustic ReferigeratorArjun SanghviNessuna valutazione finora
- Design and CFD Analysis of Combustion Chamber in IDocumento10 pagineDesign and CFD Analysis of Combustion Chamber in IRuvimboNessuna valutazione finora
- Hydraulic SystemDocumento37 pagineHydraulic Systemkunbasukiadi86% (7)
- D 562 - 81 R97 - Rdu2mi04mvi5n0uxDocumento5 pagineD 562 - 81 R97 - Rdu2mi04mvi5n0uxAyman_Elmasry_9107Nessuna valutazione finora
- Vapour Pressure and Cavitation NumericalsDocumento32 pagineVapour Pressure and Cavitation Numericals14C154 THIYANAESH K.Nessuna valutazione finora
- Improvement On The Performance of Parabolic Trough Collector Using Mono and Hybrid NanofluidsDocumento20 pagineImprovement On The Performance of Parabolic Trough Collector Using Mono and Hybrid NanofluidsKovacs JozsefNessuna valutazione finora
- 03 Sname Integrated Simulation System For PropellerDocumento16 pagine03 Sname Integrated Simulation System For PropellerJ T Mendonça SantosNessuna valutazione finora
- Workbook For Chemical Reactor Relief System SizingDocumento123 pagineWorkbook For Chemical Reactor Relief System SizingRicardo BecNessuna valutazione finora
- Sound Absorption Performance of Natural Fibers and Their CompositesDocumento7 pagineSound Absorption Performance of Natural Fibers and Their Compositesquieres?Nessuna valutazione finora
- Intro To MechanicalDocumento25 pagineIntro To MechanicalRondell SinananNessuna valutazione finora
- P1PD Medium Pressure Axial Piston Pumps-HY28-2665-01 - P1 - ENDocumento68 pagineP1PD Medium Pressure Axial Piston Pumps-HY28-2665-01 - P1 - ENGilson RodriguesNessuna valutazione finora
- Dropsa Catalog Progressive Dividers Smo SMXDocumento92 pagineDropsa Catalog Progressive Dividers Smo SMXRICARDO MAMANI GARCIANessuna valutazione finora
- Nsolution 2Documento7 pagineNsolution 2Shankar DakshinamurthiNessuna valutazione finora
- 3B Revision PDFDocumento21 pagine3B Revision PDFpraphul4uNessuna valutazione finora
- Fluid Mechanics Lab MannualDocumento14 pagineFluid Mechanics Lab MannualAhmad RazaNessuna valutazione finora
- Gujarat Technological University Metallurgy EngineeringDocumento3 pagineGujarat Technological University Metallurgy EngineeringSankar SabarishNessuna valutazione finora
- Technical ManualDocumento22 pagineTechnical ManualKuldip PatelNessuna valutazione finora
- Moog Pumps RKP Catalog enDocumento84 pagineMoog Pumps RKP Catalog enJoaquin rockoNessuna valutazione finora
- FT Pluronic FT Pe 6200 PDFDocumento6 pagineFT Pluronic FT Pe 6200 PDFjonathan yesid roa jaimesNessuna valutazione finora
- High Pressure Calibration: Fluxi 2000/TZDocumento5 pagineHigh Pressure Calibration: Fluxi 2000/TZBELCY LIZARAZONessuna valutazione finora
- LOCTITE ABLESTIK 958 2 en - USDocumento2 pagineLOCTITE ABLESTIK 958 2 en - USgrasia77Nessuna valutazione finora
- Sepro 1 Appendix PDFDocumento45 pagineSepro 1 Appendix PDFMeesaa KbaiiNessuna valutazione finora
- 4.analysis and Measurement of Crystallization Utilizing The Population BalanceDocumento13 pagine4.analysis and Measurement of Crystallization Utilizing The Population BalanceJacqueline CapatazNessuna valutazione finora
- Chapter 5 Heat PDFDocumento39 pagineChapter 5 Heat PDFPankaj KanatheNessuna valutazione finora
- Progress, Current Thinking and Challenges in Geopolymer Foam Concrete TechnologyDocumento17 pagineProgress, Current Thinking and Challenges in Geopolymer Foam Concrete TechnologyGustavo SoaresNessuna valutazione finora
- Michael V. Lurie: Modeling of Oil Product and Gas Pipeline TransportationDocumento17 pagineMichael V. Lurie: Modeling of Oil Product and Gas Pipeline TransportationDanAlexandruJoitaNessuna valutazione finora
- AGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDFDocumento58 pagineAGMA 925-A03 - Effect of Lubrification On Gear Surface Distress PDFAnonymous uL3JlWfh100% (6)
- Minerals EngineeringDocumento9 pagineMinerals EngineeringrajuvadlakondaNessuna valutazione finora
- CVT NS 3 PDFDocumento2 pagineCVT NS 3 PDFdnoaisapsNessuna valutazione finora