Potrebbero piacerti anche
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Docker Cheat SheetDocumento1 paginaDocker Cheat SheetDavid FliguerNessuna valutazione finora
- Inspection and Testing of Fire Protection System in RefineryDocumento4 pagineInspection and Testing of Fire Protection System in RefineryFireNessuna valutazione finora
- Bosch Lean Manufacturing Guidebook-1Documento16 pagineBosch Lean Manufacturing Guidebook-1minal potavatreNessuna valutazione finora
- Solidworks 2008 - Mold DesignDocumento46 pagineSolidworks 2008 - Mold DesignAlvaroNessuna valutazione finora
- Solidworks 2008 - Mold DesignDocumento46 pagineSolidworks 2008 - Mold DesignAlvaroNessuna valutazione finora
- Solidworks 2008 - Mold DesignDocumento46 pagineSolidworks 2008 - Mold DesignAlvaroNessuna valutazione finora
- Veeam Backup For VmwareDocumento4 pagineVeeam Backup For VmwareSreedhar PugalendhiNessuna valutazione finora
- Mayfield Village FeaturesDocumento2 pagineMayfield Village FeaturesSreedhar PugalendhiNessuna valutazione finora
- 12 1 What Is A Force? 1 - ? F 1 M e S 2 S F: Ma? Define AcceDocumento12 pagine12 1 What Is A Force? 1 - ? F 1 M e S 2 S F: Ma? Define AcceSreedhar PugalendhiNessuna valutazione finora
- ReadonyDocumento57 pagineReadonySreedhar PugalendhiNessuna valutazione finora
- 12 1 What Is A Force? 1 - ? F 1 M e S 2 S F: Ma? Define AcceDocumento12 pagine12 1 What Is A Force? 1 - ? F 1 M e S 2 S F: Ma? Define AcceSreedhar PugalendhiNessuna valutazione finora
- OVA and OVFDocumento3 pagineOVA and OVFSreedhar PugalendhiNessuna valutazione finora
- Force and Motion: Science Teaching UnitDocumento79 pagineForce and Motion: Science Teaching UnitJunanNessuna valutazione finora
- DocumentDocumento3 pagineDocumentSreedhar PugalendhiNessuna valutazione finora
- Mouldexercises Ejectors 1 SWDocumento5 pagineMouldexercises Ejectors 1 SWSreedhar PugalendhiNessuna valutazione finora
- Force and Motion: Science Teaching UnitDocumento79 pagineForce and Motion: Science Teaching UnitJunanNessuna valutazione finora
- Visi MouldDocumento2 pagineVisi MouldSreedhar PugalendhiNessuna valutazione finora
- Force and Motion: Science Teaching UnitDocumento79 pagineForce and Motion: Science Teaching UnitJunanNessuna valutazione finora
- Injection Mold NewDocumento15 pagineInjection Mold NewSreedhar PugalendhiNessuna valutazione finora
- Mtdug PDFDocumento271 pagineMtdug PDFsvichanNessuna valutazione finora
- Modes of OperationDocumento1 paginaModes of OperationSreedhar PugalendhiNessuna valutazione finora
- ) Appendh A-Typical Graphlc Symbols Lor Electrlcal Dlagrams WLTH Baslc Devlce Deslgnatlons SwrtchesDocumento2 pagine) Appendh A-Typical Graphlc Symbols Lor Electrlcal Dlagrams WLTH Baslc Devlce Deslgnatlons SwrtchesSreedhar PugalendhiNessuna valutazione finora
- 0000 EN DN TOF Timer Off Delay Timer Time Base Preset Accum TOFDocumento1 pagina0000 EN DN TOF Timer Off Delay Timer Time Base Preset Accum TOFSreedhar PugalendhiNessuna valutazione finora
- Lab 0 - Introduction To Laboratory: ObjectiveDocumento2 pagineLab 0 - Introduction To Laboratory: ObjectiveSreedhar PugalendhiNessuna valutazione finora
- Small Base Moldflow Analysis ReportDocumento24 pagineSmall Base Moldflow Analysis ReportSreedhar PugalendhiNessuna valutazione finora
- Catalog Switches OnlyDocumento4 pagineCatalog Switches OnlySreedhar PugalendhiNessuna valutazione finora
- 2008 - J Llado - Influenceofinjectionparametersontheformationofblus (Retrieved-2016!05!05)Documento7 pagine2008 - J Llado - Influenceofinjectionparametersontheformationofblus (Retrieved-2016!05!05)Sreedhar PugalendhiNessuna valutazione finora
- Implementation of 5S' Technique in A Manufacturing Organization: A Case StudyDocumento13 pagineImplementation of 5S' Technique in A Manufacturing Organization: A Case StudySreedhar PugalendhiNessuna valutazione finora
- 53Documento5 pagine53Sreedhar PugalendhiNessuna valutazione finora
- Molding Process PDFDocumento7 pagineMolding Process PDFSreedhar PugalendhiNessuna valutazione finora
- 42 PressesDocumento3 pagine42 PressesSreedhar PugalendhiNessuna valutazione finora
- 1 PB PDFDocumento6 pagine1 PB PDFAtehNessuna valutazione finora
- Formato Seniat HSD Melbe v325sDocumento19 pagineFormato Seniat HSD Melbe v325sNathan Alexander MillánNessuna valutazione finora
- Experiment No. 5 Preparation of Aspirin (Initial)Documento2 pagineExperiment No. 5 Preparation of Aspirin (Initial)Christine MarcellanaNessuna valutazione finora
- Cs2-782021-Atika School-5172016 - Biology Paper 2 Marking Scheme Form4Documento5 pagineCs2-782021-Atika School-5172016 - Biology Paper 2 Marking Scheme Form4bosirejanet526Nessuna valutazione finora
- Kumar - Study of Fabrication of Nanocellulose Reinforced Polymer Matrix Composite - 2020Documento4 pagineKumar - Study of Fabrication of Nanocellulose Reinforced Polymer Matrix Composite - 2020meyli80Nessuna valutazione finora
- OMM SEMINAR Plastic BricksDocumento25 pagineOMM SEMINAR Plastic BricksOm ZakardeNessuna valutazione finora
- Register Instrumen Geriatric Depression Scale (GDS) Puskesmas Rimbo TengahDocumento5 pagineRegister Instrumen Geriatric Depression Scale (GDS) Puskesmas Rimbo TengahritaNessuna valutazione finora
- Zeolite The Miracle (Paperback)Documento58 pagineZeolite The Miracle (Paperback)Airton GuardiniNessuna valutazione finora
- Biochem Lab Report 1Documento7 pagineBiochem Lab Report 1AeeshaNessuna valutazione finora
- Wps GT 9b Cvn90 Rev 1 PDFDocumento6 pagineWps GT 9b Cvn90 Rev 1 PDFM. Zaki RahmaniNessuna valutazione finora
- Bro Dle603 enDocumento1 paginaBro Dle603 enMohammad MalekiNessuna valutazione finora
- Soil Pollution - Problems and Solutions in VietnamDocumento13 pagineSoil Pollution - Problems and Solutions in VietnamViết ĐịnhNessuna valutazione finora
- Carboxylic Acids Reactions: Presented By: Mizgin Q.AbdullahDocumento10 pagineCarboxylic Acids Reactions: Presented By: Mizgin Q.AbdullahSafwan BakrmanyNessuna valutazione finora
- Wockhardt LTD, Wockhardt Towers, BKC, Mumbai - 400051, Maharashtra, India Wockhardt's Morton Grove Pharmaceuticals Inc, 6451 W.Main Street, Morton Grove, IL 60053, USADocumento1 paginaWockhardt LTD, Wockhardt Towers, BKC, Mumbai - 400051, Maharashtra, India Wockhardt's Morton Grove Pharmaceuticals Inc, 6451 W.Main Street, Morton Grove, IL 60053, USAAashish ChaurasiaNessuna valutazione finora
- Utilities Used in Textile Industry: University of Karachi Chemical EngineeringDocumento27 pagineUtilities Used in Textile Industry: University of Karachi Chemical EngineeringAneesha PandaNessuna valutazione finora
- '-Daftar Harga Reagen LabtestDocumento1 pagina'-Daftar Harga Reagen LabtestUPT Labkes R/LNessuna valutazione finora
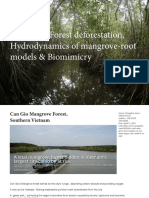
- Mangrove Forest Deforestation, Hydrodynamics of Mangrove-Root Models & BiomimicryDocumento8 pagineMangrove Forest Deforestation, Hydrodynamics of Mangrove-Root Models & BiomimicryEmmie MassiasNessuna valutazione finora
- Exam 4 Carbohydrate Sample Problems KeyDocumento2 pagineExam 4 Carbohydrate Sample Problems KeyTJ SmithNessuna valutazione finora
- Molecular Weight CalculatorDocumento9 pagineMolecular Weight Calculatornil82Nessuna valutazione finora
- N347 PDFDocumento6 pagineN347 PDFEnrique EscobarNessuna valutazione finora
- VR Aslow 81tab Validation ReportDocumento31 pagineVR Aslow 81tab Validation Reportziauddin bukhariNessuna valutazione finora
- DSE 1903 1 04Series Data SheetDocumento2 pagineDSE 1903 1 04Series Data SheetParvezNessuna valutazione finora
- Physical Stability and Activity of Cream W/O Etanolik Fruit EXTRACT MAHKOTA DEWA (Phaleria Macrocarph (Scheff.) Boerl,) AS A SunscreenDocumento9 paginePhysical Stability and Activity of Cream W/O Etanolik Fruit EXTRACT MAHKOTA DEWA (Phaleria Macrocarph (Scheff.) Boerl,) AS A SunscreenNur RohmahNessuna valutazione finora
- Astm B21 PDFDocumento5 pagineAstm B21 PDFwendeltrentoNessuna valutazione finora
- Missile TechnologyDocumento52 pagineMissile TechnologySanjay KumarNessuna valutazione finora
- Research Advances in Bonding Agents For Composite PropellantsDocumento11 pagineResearch Advances in Bonding Agents For Composite PropellantsspetNessuna valutazione finora
- Flowchem EPN - ENGDocumento2 pagineFlowchem EPN - ENGbassem kooliNessuna valutazione finora
- Po 29052023 1Documento14 paginePo 29052023 1Adhiningrat P.Nessuna valutazione finora
- Flash Steam Geothermal TechnologyDocumento7 pagineFlash Steam Geothermal TechnologyMearegNessuna valutazione finora