Potrebbero piacerti anche
- 3D Printing for Silicone MoldingDocumento5 pagine3D Printing for Silicone MoldingMirza Fahlevi100% (1)
- Plastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Da EverandPlastic Injection Mold Design for Toolmakers - Volume III: Plastic Injection Mold Design for Toolmakers, #3Nessuna valutazione finora
- Direct Shell Production CastingDocumento7 pagineDirect Shell Production Castingmanoharanpark_43331550% (2)
- Rfig Mold Guide PDFDocumento10 pagineRfig Mold Guide PDFkfaravNessuna valutazione finora
- Plating On PlasticsDocumento23 paginePlating On Plasticsjames_law_11100% (3)
- Resin Transfer MoldingDocumento23 pagineResin Transfer Moldinglovilove01100% (1)
- Rapid Tooling TechniquesDocumento14 pagineRapid Tooling TechniquesENGINEERING MECHANICSNessuna valutazione finora
- AG SandCasting 0109Documento4 pagineAG SandCasting 0109milothatshNessuna valutazione finora
- Casting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsDocumento9 pagineCasting Polyurethane in Silicone Rubber Molds: 1 Choice of MaterialsGüner GüvençNessuna valutazione finora
- Creating Rapid Prototype Metal CastingsDocumento10 pagineCreating Rapid Prototype Metal CastingsShri JalihalNessuna valutazione finora
- Fused Deposition Modelling of Rapid PrototypingDocumento21 pagineFused Deposition Modelling of Rapid PrototypingLalit BanaalNessuna valutazione finora
- 09 Mbenisa PDFDocumento7 pagine09 Mbenisa PDFNhan LeNessuna valutazione finora
- لقطة شاشة ٢٠٢٣-١١-١٥ في ٩.١٥.١٧ مDocumento8 pagineلقطة شاشة ٢٠٢٣-١١-١٥ في ٩.١٥.١٧ مhadier.2.alshwely.hrNessuna valutazione finora
- Vapor Polishing Reduces Surface Roughness and Improves Properties of 3D Printed ABSDocumento10 pagineVapor Polishing Reduces Surface Roughness and Improves Properties of 3D Printed ABSIrina BesliuNessuna valutazione finora
- Mold Construction: Types of MoldsDocumento6 pagineMold Construction: Types of MoldsJosé BorgesNessuna valutazione finora
- Design For 3D Tire MoldDocumento12 pagineDesign For 3D Tire MoldChokchai BoonchuayNessuna valutazione finora
- Hand Lay Up Process Guide for Composite ManufacturingDocumento29 pagineHand Lay Up Process Guide for Composite ManufacturingRavendran Krishnan100% (2)
- Design For Additive Manufacturing - DFAMDocumento6 pagineDesign For Additive Manufacturing - DFAMtheijesNessuna valutazione finora
- 2Types of molding sand, patterns and pattern allowances etc.Documento5 pagine2Types of molding sand, patterns and pattern allowances etc.rushabhkhotNessuna valutazione finora
- Manufacturing TechnologyDocumento27 pagineManufacturing TechnologymuthupuviNessuna valutazione finora
- 3D Printed Molds for Injection Molding LDPE PartsDocumento9 pagine3D Printed Molds for Injection Molding LDPE PartshenkNessuna valutazione finora
- Module:7 Rapid Tooling 4 Hours SLO: 17: 1.reaction Injection MoldingDocumento17 pagineModule:7 Rapid Tooling 4 Hours SLO: 17: 1.reaction Injection MoldingNishanth RajkumarNessuna valutazione finora
- Fused Deposition Modeling (FDM) : How Is The FDM Part Built?Documento2 pagineFused Deposition Modeling (FDM) : How Is The FDM Part Built?Zaheer AhamedNessuna valutazione finora
- Laminated Object Manufacturing (LOM) Is A RP Process That Was Developed andDocumento6 pagineLaminated Object Manufacturing (LOM) Is A RP Process That Was Developed andJeyaram kumarNessuna valutazione finora
- Exercises Chapter 3Documento7 pagineExercises Chapter 3Pdijk 007Nessuna valutazione finora
- CH 5 Casting FundamentalsDocumento14 pagineCH 5 Casting FundamentalsSumeet SainiNessuna valutazione finora
- CastingDocumento74 pagineCastingParth Maldhure100% (1)
- Investment CastingDocumento6 pagineInvestment CastingSparsh DeepNessuna valutazione finora
- Ineos Polypropylene Processing GuideDocumento18 pagineIneos Polypropylene Processing GuideLe Toan100% (1)
- Development of Automatic CAD Drawing For Tyre Mould Design: August 2019Documento6 pagineDevelopment of Automatic CAD Drawing For Tyre Mould Design: August 2019naderNessuna valutazione finora
- Process Selection Computerized OperationsDocumento3 pagineProcess Selection Computerized OperationsVonMi ZesNessuna valutazione finora
- Design Considerations With Powder MetallurgyDocumento15 pagineDesign Considerations With Powder MetallurgyTagaytayan MaritesNessuna valutazione finora
- Bayero University Kano: Manufacturing Processes Lab Report Group D 19/03/2021Documento14 pagineBayero University Kano: Manufacturing Processes Lab Report Group D 19/03/2021mukhtar bashir mustaphaNessuna valutazione finora
- Rubber Pad FormingDocumento5 pagineRubber Pad FormingKavitha ElangoNessuna valutazione finora
- Unit-V Design of Moulds Molding PartsDocumento8 pagineUnit-V Design of Moulds Molding Partsyuvaraj4509Nessuna valutazione finora
- Fused Deposition Modelling SystemsDocumento14 pagineFused Deposition Modelling SystemsParth ModiNessuna valutazione finora
- Hand Lay-Up FRP GuideDocumento26 pagineHand Lay-Up FRP GuideAbhey Dogra100% (3)
- Lost Foam CastingDocumento31 pagineLost Foam CastingokicirdarNessuna valutazione finora
- Design and Fabrication of Silicon RubberDocumento6 pagineDesign and Fabrication of Silicon RubberHuy Nguyễn Võ XuânNessuna valutazione finora
- Injection Mold Design GuideDocumento20 pagineInjection Mold Design GuideMuhammad Shafiq Mohd YunusNessuna valutazione finora
- 3D Printing of the Elder WandDocumento12 pagine3D Printing of the Elder WandYuvraj TyagiNessuna valutazione finora
- ARPMDocumento58 pagineARPMmiguelonjuNessuna valutazione finora
- Ceramic Parts for Miniature Jet Engine Using Mold SDMDocumento11 pagineCeramic Parts for Miniature Jet Engine Using Mold SDMshah_gen89Nessuna valutazione finora
- Draft For SeminarDocumento5 pagineDraft For SeminarAamir ShabbirNessuna valutazione finora
- Description of Machining Process: Figure 1 - Face Milling ProcessDocumento7 pagineDescription of Machining Process: Figure 1 - Face Milling ProcessAmirul SyakirNessuna valutazione finora
- Kaushalendra PDFDocumento24 pagineKaushalendra PDFharshNessuna valutazione finora
- Ceramic Materials Unit 5,6Documento32 pagineCeramic Materials Unit 5,6Akhil BaaNessuna valutazione finora
- Surface DressingDocumento34 pagineSurface DressingNyangoe Joel100% (1)
- 1 Formwork System and MethodsDocumento5 pagine1 Formwork System and MethodsMohamedRaahimNessuna valutazione finora
- Page 66-68 Die and Mould NTTF GibsonDocumento3 paginePage 66-68 Die and Mould NTTF GibsonRahul NambiarNessuna valutazione finora
- MDI Design GuidelinesDocumento24 pagineMDI Design GuidelinesMarin LaurentiuNessuna valutazione finora
- Prototyping White PaperDocumento11 paginePrototyping White PaperDavid Budi SaputraNessuna valutazione finora
- Composite Manufacturing ProcessesDocumento20 pagineComposite Manufacturing ProcessesNiranjanBandaNessuna valutazione finora
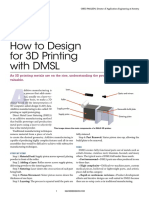
- How To Printin With DMLSDocumento5 pagineHow To Printin With DMLSdhanalakshmi k sNessuna valutazione finora
- TrosDocumento14 pagineTrosyeabsira getachewNessuna valutazione finora
- 10 Tips For Injection Molding Polypropylene ResinsDocumento52 pagine10 Tips For Injection Molding Polypropylene ResinsaynudeenNessuna valutazione finora
- 【CAE】Automotive Door Handle Manufacturer Uses Moldex3D to Solve Weld Line IssuesDocumento16 pagine【CAE】Automotive Door Handle Manufacturer Uses Moldex3D to Solve Weld Line IssueszaldsonNessuna valutazione finora
- Set in Stone Worst Case Optimization of Structures Weak in Tension 1Documento13 pagineSet in Stone Worst Case Optimization of Structures Weak in Tension 1happydude7632Nessuna valutazione finora
- Cortesi Axtrusion ThesisDocumento125 pagineCortesi Axtrusion Thesishappydude7632Nessuna valutazione finora
- Helical Machining GuidebookDocumento70 pagineHelical Machining Guidebookhappydude7632Nessuna valutazione finora
- Fully Progressive Approach to Single-Image Super-ResolutionDocumento10 pagineFully Progressive Approach to Single-Image Super-Resolutionhappydude7632Nessuna valutazione finora
- Moylan 2009Documento20 pagineMoylan 2009happydude7632Nessuna valutazione finora
- DATRON Tool CatalogDocumento108 pagineDATRON Tool Cataloghappydude7632Nessuna valutazione finora
- Microgeometry Capture Using An Elastomeric SensorDocumento8 pagineMicrogeometry Capture Using An Elastomeric Sensorhappydude7632Nessuna valutazione finora
- Micro Phase Shifting Overcomes Global Illumination and Defocus EffectsDocumento8 pagineMicro Phase Shifting Overcomes Global Illumination and Defocus Effectshappydude7632Nessuna valutazione finora
- Inventables CatalogDocumento35 pagineInventables Cataloghappydude7632Nessuna valutazione finora
- Mill Operators Manual 96-8200 Rev A English January 2014Documento402 pagineMill Operators Manual 96-8200 Rev A English January 2014happydude7632Nessuna valutazione finora
- K Flop ManualDocumento306 pagineK Flop Manualhappydude7632Nessuna valutazione finora
- Ipad SecurityDocumento6 pagineIpad Securityhappydude7632Nessuna valutazione finora
- Wilburn ThesisDocumento128 pagineWilburn Thesishappydude7632Nessuna valutazione finora
- DATRON AccessoriesDocumento96 pagineDATRON Accessorieshappydude7632Nessuna valutazione finora
- Contact and Profile of Anam ShahidDocumento1 paginaContact and Profile of Anam ShahidSchengen Travel & TourismNessuna valutazione finora
- Wi FiDocumento22 pagineWi FiDaljeet Singh MottonNessuna valutazione finora
- Unit 3 Computer ScienceDocumento3 pagineUnit 3 Computer ScienceradNessuna valutazione finora
- Chapter 3 of David CrystalDocumento3 pagineChapter 3 of David CrystalKritika RamchurnNessuna valutazione finora
- Book Networks An Introduction by Mark NewmanDocumento394 pagineBook Networks An Introduction by Mark NewmanKhondokar Al MominNessuna valutazione finora
- Archlinux 之 之 之 之 Lmap 攻 略 ( 攻 略 ( 攻 略 ( 攻 略 ( 1 、 环 境 准 备 ) 、 环 境 准 备 ) 、 环 境 准 备 ) 、 环 境 准 备 )Documento16 pagineArchlinux 之 之 之 之 Lmap 攻 略 ( 攻 略 ( 攻 略 ( 攻 略 ( 1 、 环 境 准 备 ) 、 环 境 准 备 ) 、 环 境 准 备 ) 、 环 境 准 备 )Goh Ka WeeNessuna valutazione finora
- Important Instructions To Examiners:: Calculate The Number of Address Lines Required To Access 16 KB ROMDocumento17 pagineImportant Instructions To Examiners:: Calculate The Number of Address Lines Required To Access 16 KB ROMC052 Diksha PawarNessuna valutazione finora
- DECA IMP GuidelinesDocumento6 pagineDECA IMP GuidelinesVuNguyen313Nessuna valutazione finora
- Jfif 1.02Documento9 pagineJfif 1.02Berry Hoekstra100% (1)
- Sanhs Ipcrf TemplateDocumento20 pagineSanhs Ipcrf TemplateStephen GimoteaNessuna valutazione finora
- Numerical Methods Chapter 10 SummaryDocumento8 pagineNumerical Methods Chapter 10 SummarynedumpillilNessuna valutazione finora
- 2014 mlc703 AssignmentDocumento6 pagine2014 mlc703 AssignmentToral ShahNessuna valutazione finora
- To Introduce BgjgjgmyselfDocumento2 pagineTo Introduce Bgjgjgmyselflikith333Nessuna valutazione finora
- 2nd Pornhub Awards - WikipediaaDocumento13 pagine2nd Pornhub Awards - WikipediaaParam SinghNessuna valutazione finora
- Unit 1 TQM NotesDocumento26 pagineUnit 1 TQM NotesHarishNessuna valutazione finora
- Sysmex Xs-800i1000i Instructions For Use User's ManualDocumento210 pagineSysmex Xs-800i1000i Instructions For Use User's ManualSean Chen67% (6)
- Marine Engineering 1921Documento908 pagineMarine Engineering 1921Samuel Sneddon-Nelmes0% (1)
- Case StudyDocumento2 pagineCase StudyBunga Larangan73% (11)
- Acne Treatment Strategies and TherapiesDocumento32 pagineAcne Treatment Strategies and TherapiesdokterasadNessuna valutazione finora
- Riddles For KidsDocumento15 pagineRiddles For KidsAmin Reza100% (8)
- Unit 1 - Gear Manufacturing ProcessDocumento54 pagineUnit 1 - Gear Manufacturing ProcessAkash DivateNessuna valutazione finora
- 3ccc PDFDocumento20 pagine3ccc PDFKaka KunNessuna valutazione finora
- HCW22 PDFDocumento4 pagineHCW22 PDFJerryPNessuna valutazione finora
- 2010 - Impact of Open Spaces On Health & WellbeingDocumento24 pagine2010 - Impact of Open Spaces On Health & WellbeingmonsNessuna valutazione finora
- Entity Level ControlsDocumento45 pagineEntity Level ControlsNiraj AlltimeNessuna valutazione finora
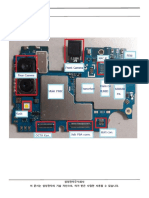
- Level 3 Repair PBA Parts LayoutDocumento32 pagineLevel 3 Repair PBA Parts LayoutabivecueNessuna valutazione finora
- Movement and Position: Question Paper 4Documento14 pagineMovement and Position: Question Paper 4SlaheddineNessuna valutazione finora
- Site Visit Risk Assessment FormDocumento3 pagineSite Visit Risk Assessment FormAmanuelGirmaNessuna valutazione finora
- Main Research PaperDocumento11 pagineMain Research PaperBharat DedhiaNessuna valutazione finora
- Mercedes BenzDocumento56 pagineMercedes BenzRoland Joldis100% (1)
- The Martha Manual: How to Do (Almost) EverythingDa EverandThe Martha Manual: How to Do (Almost) EverythingValutazione: 4 su 5 stelle4/5 (11)
- Soil: The Story of a Black Mother's GardenDa EverandSoil: The Story of a Black Mother's GardenValutazione: 4.5 su 5 stelle4.5/5 (16)
- Eat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeDa EverandEat That Frog!: 21 Great Ways to Stop Procrastinating and Get More Done in Less TimeValutazione: 4.5 su 5 stelle4.5/5 (3223)
- A Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionDa EverandA Life in Stitches: Knitting My Way Through Love, Loss, and Laughter - Tenth Anniversary EditionValutazione: 4.5 su 5 stelle4.5/5 (23)
- The Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsDa EverandThe Fitness Mindset: Eat for energy, Train for tension, Manage your mindset, Reap the resultsValutazione: 4.5 su 5 stelle4.5/5 (30)
- Root to Leaf: A Southern Chef Cooks Through the SeasonsDa EverandRoot to Leaf: A Southern Chef Cooks Through the SeasonsValutazione: 4.5 su 5 stelle4.5/5 (3)
- Plant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingDa EverandPlant Based Sauces and Dips Recipes: Beginner’s Cookbook to Healthy Plant-Based EatingValutazione: 4.5 su 5 stelle4.5/5 (20)
- How To Win Friends And Influence PeopleDa EverandHow To Win Friends And Influence PeopleValutazione: 4.5 su 5 stelle4.5/5 (6507)
- Kintsugi Wellness: The Japanese Art of Nourishing Mind, Body, and SpiritDa EverandKintsugi Wellness: The Japanese Art of Nourishing Mind, Body, and SpiritValutazione: 4.5 su 5 stelle4.5/5 (3)
- 100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiDa Everand100 Micro Amigurumi: Crochet patterns and charts for tiny amigurumiValutazione: 5 su 5 stelle5/5 (2)
- Aristotle and Dante Discover the Secrets of the UniverseDa EverandAristotle and Dante Discover the Secrets of the UniverseValutazione: 4.5 su 5 stelle4.5/5 (2341)
- The Buy Nothing, Get Everything Plan: Discover the Joy of Spending Less, Sharing More, and Living GenerouslyDa EverandThe Buy Nothing, Get Everything Plan: Discover the Joy of Spending Less, Sharing More, and Living GenerouslyValutazione: 4 su 5 stelle4/5 (40)
- Survival Mom: How to Prepare Your Family for Everyday Disasters and Worst-Case ScenariosDa EverandSurvival Mom: How to Prepare Your Family for Everyday Disasters and Worst-Case ScenariosValutazione: 3.5 su 5 stelle3.5/5 (8)
- How to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingDa EverandHow to Keep House While Drowning: A Gentle Approach to Cleaning and OrganizingValutazione: 4.5 su 5 stelle4.5/5 (842)
- Crochet Impkins: Over a million possible combinations! Yes, really!Da EverandCrochet Impkins: Over a million possible combinations! Yes, really!Valutazione: 4.5 su 5 stelle4.5/5 (9)
- The Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyDa EverandThe Joy of Less: A Minimalist Guide to Declutter, Organize, and SimplifyValutazione: 4 su 5 stelle4/5 (275)
- The Hidden Life of Trees: What They Feel, How They CommunicateDa EverandThe Hidden Life of Trees: What They Feel, How They CommunicateValutazione: 4 su 5 stelle4/5 (1002)
- The 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouDa EverandThe 21 Irrefutable Laws of Leadership 25th Anniversary: Follow Them and People Will Follow YouValutazione: 4 su 5 stelle4/5 (413)
- Lightly: How to Live a Simple, Serene & Stress-free LifeDa EverandLightly: How to Live a Simple, Serene & Stress-free LifeValutazione: 4 su 5 stelle4/5 (12)
- The Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterDa EverandThe Gentle Art of Swedish Death Cleaning: How to Free Yourself and Your Family from a Lifetime of ClutterValutazione: 4 su 5 stelle4/5 (466)
- Success at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Da EverandSuccess at Home with ADHD.: Practical Organization Strategies to Make Your Life Easier.Valutazione: 4 su 5 stelle4/5 (17)
- The Life-Changing Magic of Tidying Up: The Japanese Art of Decluttering and OrganizingDa EverandThe Life-Changing Magic of Tidying Up: The Japanese Art of Decluttering and OrganizingValutazione: 4 su 5 stelle4/5 (2993)
- Crafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsDa EverandCrafts For Adults Basics - The Ultimate Starting Guide For All Craft Beginners To Master The Knowledge & Basics Of Different CraftsValutazione: 1.5 su 5 stelle1.5/5 (3)
- Wild Witchcraft: Folk Herbalism, Garden Magic, and Foraging for Spells, Rituals, and RemediesDa EverandWild Witchcraft: Folk Herbalism, Garden Magic, and Foraging for Spells, Rituals, and RemediesValutazione: 5 su 5 stelle5/5 (32)
- Knit a Box of Socks: 24 sock knitting patterns for your dream box of socksDa EverandKnit a Box of Socks: 24 sock knitting patterns for your dream box of socksNessuna valutazione finora
- Your Indoor Herb Garden: Growing and Harvesting Herbs at HomeDa EverandYour Indoor Herb Garden: Growing and Harvesting Herbs at HomeValutazione: 5 su 5 stelle5/5 (2)
- 100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesDa Everand100 Crochet Tiles: Charts and patterns for crochet motifs inspired by decorative tilesNessuna valutazione finora