Potrebbero piacerti anche
- High-Pressure 100 Barg Oil-Flooded Screw Compressor: Yasushi AmanoDocumento5 pagineHigh-Pressure 100 Barg Oil-Flooded Screw Compressor: Yasushi AmanoJano AhalloubNessuna valutazione finora
- 1.4 Casing: Fig. 2 Construction of 100 Barg Oil-Flooded Screw Compressor Fig. 3 Fem Analysis of Casing StressDocumento1 pagina1.4 Casing: Fig. 2 Construction of 100 Barg Oil-Flooded Screw Compressor Fig. 3 Fem Analysis of Casing Stress秦东旺Nessuna valutazione finora
- Man Turbo Oil Free PaperDocumento12 pagineMan Turbo Oil Free PaperSelvaraji MuthuNessuna valutazione finora
- Lessons LearnedDocumento13 pagineLessons LearnedBilaljafraniNessuna valutazione finora
- Process-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal CompressorsDocumento12 pagineProcess-Gas Screw Compressors (Dry Type) Compared With Reciprocating-, Oil Flooded Screw-And Centrifugal Compressorsronny_fernandes363Nessuna valutazione finora
- Diaphragm CompressorDocumento12 pagineDiaphragm CompressorFares JawadNessuna valutazione finora
- Advantages of Oil-Free Screw CompressorsDocumento4 pagineAdvantages of Oil-Free Screw CompressorsMANIU RADU-GEORGIANNessuna valutazione finora
- Compressor Dry Gas SealsDocumento12 pagineCompressor Dry Gas SealsRajeev Domble100% (3)
- Carbon Ring Air SealsDocumento25 pagineCarbon Ring Air SealsSh.nasirpurNessuna valutazione finora
- Gas Seal IntroductionDocumento10 pagineGas Seal IntroductionIjatnaim Isa100% (1)
- Undetected Bearing Wear Leads To Catastrophic Compressor FailureDocumento5 pagineUndetected Bearing Wear Leads To Catastrophic Compressor FailureMuhammad ImranNessuna valutazione finora
- Wet SealsDocumento8 pagineWet Sealsasadiqbal127100% (1)
- Practical Experience With Oil Mist LubricationDocumento8 paginePractical Experience With Oil Mist Lubricationannccknarime100% (1)
- TCL Training Day 2Documento140 pagineTCL Training Day 2kixiliy439Nessuna valutazione finora
- Advantages of Oil-Free Screw CompressorsDocumento4 pagineAdvantages of Oil-Free Screw CompressorsSelvaraji Muthu100% (1)
- Performance Det in GTsDocumento8 paginePerformance Det in GTsAlpha BetaNessuna valutazione finora
- Air Drilling With MotorsDocumento6 pagineAir Drilling With MotorsGharib HashemNessuna valutazione finora
- 2011 ABB Tips For TC OperatorsDocumento108 pagine2011 ABB Tips For TC Operatorsjohndmariner123100% (1)
- Revival of A 50-MW Steam Turbine: After Catastrophic FailureDocumento3 pagineRevival of A 50-MW Steam Turbine: After Catastrophic FailureHamid MojiryNessuna valutazione finora
- Blackmer Cat PDFDocumento16 pagineBlackmer Cat PDFsladjandjordjevicNessuna valutazione finora
- 2011 ABB Tips For TC Operators PDFDocumento40 pagine2011 ABB Tips For TC Operators PDFaresobscureNessuna valutazione finora
- Dry Gas SealDocumento15 pagineDry Gas Seal5skyNessuna valutazione finora
- Diaphragm H2 CompressorDocumento20 pagineDiaphragm H2 Compressornelsonsa88100% (1)
- Mechanical Pumps For Vacuum ProcessingDocumento10 pagineMechanical Pumps For Vacuum Processinghwang2Nessuna valutazione finora
- Aerzen Screw CompressorsDocumento16 pagineAerzen Screw CompressorsNguyen NgocNessuna valutazione finora
- Copelametic Tandem CompressorsDocumento4 pagineCopelametic Tandem CompressorsjosecevmspNessuna valutazione finora
- DryGasSealCentrifugCompressors PDFDocumento15 pagineDryGasSealCentrifugCompressors PDFDeepak GoyalNessuna valutazione finora
- 243 01 Cold Box ProcessDocumento7 pagine243 01 Cold Box ProcessAhmet ÖzelNessuna valutazione finora
- EagleBurgmann Booklet DGS Solutions 10-Cases 22-06Documento9 pagineEagleBurgmann Booklet DGS Solutions 10-Cases 22-06HAMZA YassineNessuna valutazione finora
- Tutorial On Cryogenic Turboexpanders: by Jigger JumonvilleDocumento8 pagineTutorial On Cryogenic Turboexpanders: by Jigger JumonvilleabuahnfNessuna valutazione finora
- Air Preheater Retrofit and EnhancementDocumento9 pagineAir Preheater Retrofit and EnhancementVIBHAVNessuna valutazione finora
- 2019 11 07 GasSeals EngDocumento23 pagine2019 11 07 GasSeals EngAliNessuna valutazione finora
- Case Study SentinelDocumento2 pagineCase Study Sentinelashumishra007Nessuna valutazione finora
- Lubrication ProjectDocumento23 pagineLubrication ProjectAaron Palm100% (1)
- Troubleshooting Centrifugal Gas Compressor Shaft Oil SealsDocumento33 pagineTroubleshooting Centrifugal Gas Compressor Shaft Oil SealsMuhammad afzal100% (1)
- Service Note 179 Mitsui MAN B&WDocumento6 pagineService Note 179 Mitsui MAN B&WИгорьNessuna valutazione finora
- Hydro Fluid EngDocumento6 pagineHydro Fluid EngИлья РадзивиновичNessuna valutazione finora
- Screw CompressorDocumento23 pagineScrew CompressorvaibhavNessuna valutazione finora
- Pro HTC Recip Comp Brochure PbypDocumento16 paginePro HTC Recip Comp Brochure Pbypapi-348497714Nessuna valutazione finora
- 243 01 Cold Box Process PDFDocumento7 pagine243 01 Cold Box Process PDFNayan PatelNessuna valutazione finora
- Lubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsDocumento17 pagineLubricants: Friction and Lubrication of Large Tilting-Pad Thrust BearingsIrfan OmercausevicNessuna valutazione finora
- Dry Gas Seals ManualDocumento31 pagineDry Gas Seals ManualAtif Khan100% (2)
- Oil Whirl in Floating Ring SealsDocumento11 pagineOil Whirl in Floating Ring SealsMuhammad Irfan AnwarNessuna valutazione finora
- FTA103eng Prod Pipeline Pump App GuideDocumento8 pagineFTA103eng Prod Pipeline Pump App GuidehoangNessuna valutazione finora
- Gas TurbineDocumento20 pagineGas Turbinefrancisco_navas447967% (3)
- Gas Springs1Documento32 pagineGas Springs1GLADWIN PAUL SIM 16-18Nessuna valutazione finora
- Canned Motoer PumpDocumento5 pagineCanned Motoer PumpSteve WanNessuna valutazione finora
- HidrolikDocumento43 pagineHidrolikAli AtmacaNessuna valutazione finora
- Understanding Process Gas Compressor - SealingDocumento20 pagineUnderstanding Process Gas Compressor - Sealinganiruddha balasubramanyaNessuna valutazione finora
- Turbine MaintainanceDocumento9 pagineTurbine Maintainanceer_sanjaypatel100% (2)
- Dry Gas Seal For CompressorsDocumento15 pagineDry Gas Seal For CompressorsHoney Tiwari100% (2)
- Dry Gas Compressor Seals Piyush ShahDocumento8 pagineDry Gas Compressor Seals Piyush Shahmarkus_naslundNessuna valutazione finora
- 921e PDFDocumento12 pagine921e PDFrossifrancescoNessuna valutazione finora
- AU-Seal OilDocumento4 pagineAU-Seal OilPradeep_VashistNessuna valutazione finora
- Engineered Seal Chamber With Vane Particle Ejector For Process PumpsDocumento4 pagineEngineered Seal Chamber With Vane Particle Ejector For Process PumpsMarlon QuinteroNessuna valutazione finora
- Gas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesDa EverandGas-Engines and Producer-Gas Plants A Practice Treatise Setting Forth the Principles of Gas-Engines and Producer Design, the Selection and Installation of an Engine, Conditions of Perfect Operation, Producer-Gas Engines and Their Possibilities, the Care of Gas-Engines and Producer-Gas Plants, with a Chapter on Volatile Hydrocarbon and Oil EnginesNessuna valutazione finora
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingDa EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingValutazione: 5 su 5 stelle5/5 (3)
- A Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesDa EverandA Book of Helpful Tips on Overhauling a Vintage Engine - Including Car, Motorbike and Lawn Mower EnginesValutazione: 5 su 5 stelle5/5 (1)
- Tractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorDa EverandTractor Principles: The Action, Mechanism, Handling, Care, Maintenance and Repair of the Gas Engine TractorNessuna valutazione finora
- 766cb374fd37fb5 EkDocumento5 pagine766cb374fd37fb5 EkmojiryhamidNessuna valutazione finora
- Symbolic Solutions For A Class of Partial Differential EquationsDocumento10 pagineSymbolic Solutions For A Class of Partial Differential EquationsHamid MojiryNessuna valutazione finora
- v2 PDFDocumento20 paginev2 PDFHamid MojiryNessuna valutazione finora
- Analytical Probability Density Functions For Lms Adaptive Filters Using The Fokker-Planck EquationDocumento4 pagineAnalytical Probability Density Functions For Lms Adaptive Filters Using The Fokker-Planck EquationHamid MojiryNessuna valutazione finora
- 337 345 PDFDocumento9 pagine337 345 PDFHamid MojiryNessuna valutazione finora
- Pure Soliton Solutions of Some Nonlinear Partial Differential EquationsDocumento8 paginePure Soliton Solutions of Some Nonlinear Partial Differential EquationsHamid MojiryNessuna valutazione finora
- Symbolic Solutions For A Class of Partial Differential EquationsDocumento10 pagineSymbolic Solutions For A Class of Partial Differential EquationsHamid MojiryNessuna valutazione finora
- Advanced Design For Crankshafts and Sliding Bearings in Reciprocating EnginesDocumento9 pagineAdvanced Design For Crankshafts and Sliding Bearings in Reciprocating EnginessajeedshaikNessuna valutazione finora
- MSP 3407D, MSP 3417D Multistandard Sound Processors: MicronasDocumento60 pagineMSP 3407D, MSP 3417D Multistandard Sound Processors: MicronasHamid MojiryNessuna valutazione finora
- The Solution of Second-Order Partial Differential EquationsDocumento121 pagineThe Solution of Second-Order Partial Differential EquationsHamid MojiryNessuna valutazione finora
- 0125 3395 32 3 281 288Documento8 pagine0125 3395 32 3 281 288Hamid MojiryNessuna valutazione finora
- Solution of Nonlinear Oscillators Using Global Error Minimization MethodDocumento8 pagineSolution of Nonlinear Oscillators Using Global Error Minimization MethodHamid MojiryNessuna valutazione finora
- A Subclass of Quasi Self Adjoint Lubrication Equations: Conservations LawsDocumento8 pagineA Subclass of Quasi Self Adjoint Lubrication Equations: Conservations LawsHamid MojiryNessuna valutazione finora
- KR20 2 0059 PDFDocumento5 pagineKR20 2 0059 PDFHamid MojiryNessuna valutazione finora
- 0125 3395 32 3 281 288Documento8 pagine0125 3395 32 3 281 288Hamid MojiryNessuna valutazione finora
- Prod CoursesofstudyDocumento26 pagineProd CoursesofstudyHamid MojiryNessuna valutazione finora
- A Numerical Scheme For Unsteady Flow of A Viscous Fluid Between Elliptic PlatesDocumento5 pagineA Numerical Scheme For Unsteady Flow of A Viscous Fluid Between Elliptic PlatesHamid MojiryNessuna valutazione finora
- A Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsDocumento45 pagineA Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsHamid MojiryNessuna valutazione finora
- High Order Discontinuous Galerkin Method For Elastohydrodynamic Lubrication Line Contact ProblemsDocumento7 pagineHigh Order Discontinuous Galerkin Method For Elastohydrodynamic Lubrication Line Contact ProblemsHamid MojiryNessuna valutazione finora
- A Generalized Differential Quadrature Solution For Laminated Composite Shells of RevolutionDocumento2 pagineA Generalized Differential Quadrature Solution For Laminated Composite Shells of RevolutionHamid MojiryNessuna valutazione finora
- A Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsDocumento45 pagineA Cartesian Grid Method For Solving The Two-Dimensional Streamfunction-Vorticity Equations in Irregular RegionsHamid MojiryNessuna valutazione finora
- M. Tech. Computer Aided DesignDocumento42 pagineM. Tech. Computer Aided DesignHamid MojiryNessuna valutazione finora
- Matched Interface and Boundary (MIB) Method For The Vibration Analysis of PlatesDocumento28 pagineMatched Interface and Boundary (MIB) Method For The Vibration Analysis of PlatesHamid MojiryNessuna valutazione finora
- Journal of Computational Physics: J. Wu, C. ShuDocumento21 pagineJournal of Computational Physics: J. Wu, C. ShuHamid MojiryNessuna valutazione finora
- Matlab Tutorial5Documento50 pagineMatlab Tutorial5Asterix100% (8)
- Determination of Moisture Content (AOAC, 1999)Documento0 pagineDetermination of Moisture Content (AOAC, 1999)Hamid MojiryNessuna valutazione finora
- Methods Based On The Differential Quadrature in Vibration Analysis of PlatesDocumento17 pagineMethods Based On The Differential Quadrature in Vibration Analysis of PlatesHamid MojiryNessuna valutazione finora
- PicardDocumento24 paginePicardMario CacasennoNessuna valutazione finora
- Efficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsDocumento25 pagineEfficient Numerical Method For Computation of Thermohydrodynamics of Laminar Lubricating FilmsHamid MojiryNessuna valutazione finora
- Topic 21Documento5 pagineTopic 21Hamid MojiryNessuna valutazione finora
- PFCCU TrainingDocumento205 paginePFCCU TrainingNeelabh Upadhyay100% (1)
- Managing Corrosion in Sulfur Storage Tanks - ProcitanoDocumento6 pagineManaging Corrosion in Sulfur Storage Tanks - ProcitanoNenadNessuna valutazione finora
- Module - STS - Lecture Notes 1-6 Module - STS - Lecture Notes 1-6Documento27 pagineModule - STS - Lecture Notes 1-6 Module - STS - Lecture Notes 1-6Magsino, Jubillee SantosNessuna valutazione finora
- Quality Management SystemDocumento3 pagineQuality Management SystemPrabhu AgrawalNessuna valutazione finora
- Sulfur Compound Extraction and Sweetening: P A R T 11Documento14 pagineSulfur Compound Extraction and Sweetening: P A R T 11Bharavi K SNessuna valutazione finora
- ACTH LONDON New Presentation2015Documento22 pagineACTH LONDON New Presentation2015sinparticoNessuna valutazione finora
- Alfa Laval Adaptive Fuel Line BluebookDocumento40 pagineAlfa Laval Adaptive Fuel Line BluebookAbdul LatheefNessuna valutazione finora
- LYondell Basell 2010 Annual Report FINAL2010Documento186 pagineLYondell Basell 2010 Annual Report FINAL2010anaziflNessuna valutazione finora
- Erasmus Mass 2004 PDFDocumento257 pagineErasmus Mass 2004 PDFSherLockNessuna valutazione finora
- Crude Oil ProcessingDocumento19 pagineCrude Oil ProcessingYinka OlatunjiNessuna valutazione finora
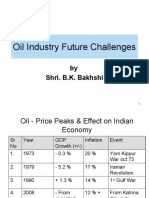
- Oil Industry Future Challenges: by Shri. B.K. BakhshiDocumento21 pagineOil Industry Future Challenges: by Shri. B.K. BakhshiGirish1412Nessuna valutazione finora
- ResearchDocumento12 pagineResearchSusan Maglaya ManalacNessuna valutazione finora
- Contribution of Biological Research To The Development of The Coconut IndustryDocumento5 pagineContribution of Biological Research To The Development of The Coconut IndustryPhạm Thị Diệu HuyềnNessuna valutazione finora
- Emergency Response PlanDocumento47 pagineEmergency Response PlanPradip Paul92% (13)
- Chevron Corporation - Company ProfileDocumento10 pagineChevron Corporation - Company ProfileMary Francia RicoNessuna valutazione finora
- CatalagramDocumento40 pagineCatalagramibrahimawad06Nessuna valutazione finora
- EagleBurgmann - B-OGE - E3 - Sealing Competence Oil and Gas Industry - EN - 14.11.2016Documento24 pagineEagleBurgmann - B-OGE - E3 - Sealing Competence Oil and Gas Industry - EN - 14.11.2016lokeshkumar_mNessuna valutazione finora
- Case Study On Caustic Corrosion in Refinery PipingDocumento4 pagineCase Study On Caustic Corrosion in Refinery Pipinganaswara santhoshNessuna valutazione finora
- Catalyst in PetrochemicalDocumento5 pagineCatalyst in PetrochemicalnguyenthulinhNessuna valutazione finora
- CV-Sr. Process EngineerDocumento7 pagineCV-Sr. Process Engineersatish kumarNessuna valutazione finora
- Changes Contained in Addendum 4 of API 570: Piping Inspection CodeDocumento7 pagineChanges Contained in Addendum 4 of API 570: Piping Inspection CodeabuyiboNessuna valutazione finora
- Crude Oil BlendingDocumento20 pagineCrude Oil BlendingRajan BalkiNessuna valutazione finora
- 2018-08 Hydrocarbon EngineeringDocumento92 pagine2018-08 Hydrocarbon Engineeringjdgh1986Nessuna valutazione finora
- Toyo EngineeringDocumento28 pagineToyo EngineeringSaurabh ChadhaNessuna valutazione finora
- Bombay Oil Industries LTDDocumento17 pagineBombay Oil Industries LTDGautam SoniNessuna valutazione finora
- Market Research On RELIANCE FRESH and Impact On Other RetailersDocumento30 pagineMarket Research On RELIANCE FRESH and Impact On Other RetailersKartik93% (29)
- Safety Management System in Hydrocarbon IndustryDocumento98 pagineSafety Management System in Hydrocarbon IndustryAnkur Pathak89% (9)
- JERES-A-301 Materials in Wet H2S ServicesDocumento57 pagineJERES-A-301 Materials in Wet H2S ServicesJayvee Baradas ValdezNessuna valutazione finora
- Industries of Lahore and IsbDocumento7 pagineIndustries of Lahore and IsbOmer Nadeem100% (1)
- The Syntroleum Process of Converting Natural Gas Into Ultraclean HydrocarbonsDocumento10 pagineThe Syntroleum Process of Converting Natural Gas Into Ultraclean HydrocarbonsBharavi K SNessuna valutazione finora