Potrebbero piacerti anche
- Johnson Matthey Syngas Methanol Plant Capacity FinalDocumento14 pagineJohnson Matthey Syngas Methanol Plant Capacity FinalRaquel Siñani ChavezNessuna valutazione finora
- Advanced Gas-Heated Reformer: P. W. FarneilDocumento9 pagineAdvanced Gas-Heated Reformer: P. W. FarneilAlfonso BlancoNessuna valutazione finora
- Snamprogetti Urea TechnologyDocumento34 pagineSnamprogetti Urea Technologyjenny_bouch100% (4)
- A Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyDocumento11 pagineA Teachers' Journey: Phenomenological Study On The Puritive Behavioral Standards of Students With Broken FamilyNova Ariston100% (2)
- Microfinance Ass 1Documento15 pagineMicrofinance Ass 1Willard MusengeyiNessuna valutazione finora
- Ammonia: A Company of Thyssenkrupp TechnologiesDocumento28 pagineAmmonia: A Company of Thyssenkrupp Technologiesenghisham100% (1)
- 4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev ClaesDocumento8 pagine4000 MTPD Ammonia Plant Based On Proven Technology: Joachim Rüther, John Larsen, Dennis Lippmann, Detlev Claesvaratharajan g rNessuna valutazione finora
- 07 Ammonia Synthesis Revamps - March 2015Documento37 pagine07 Ammonia Synthesis Revamps - March 2015Kvspavan KumarNessuna valutazione finora
- 3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGDocumento21 pagine3.1 - Process and Technologies For Grass-Root Ammonia Plants - EnGHendriyana St0% (1)
- Topsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantDocumento13 pagineTopsoe Ammonia 4 Start Up Worlds Largest Ammonia PlantSyariful Maliki NejstaršíNessuna valutazione finora
- Proven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFDocumento12 pagineProven Atr Technology For Modern Large Scale Methanol Plants Nitrogen Syngas Conference Feb 2014.ashx 0 PDFAngeloNessuna valutazione finora
- Latest Developments in Ammonia Production TechnologyDocumento21 pagineLatest Developments in Ammonia Production TechnologyAnonymous msVFza100% (3)
- Successful Installation and Startup of An S-300 Ammonia Converter BasketDocumento12 pagineSuccessful Installation and Startup of An S-300 Ammonia Converter Basketgharibi.ali98486Nessuna valutazione finora
- Electric Heaters For Safe Startup ofDocumento9 pagineElectric Heaters For Safe Startup ofSteve WanNessuna valutazione finora
- Lessons Learned With Ammonia Synthesis CatalystsDocumento12 pagineLessons Learned With Ammonia Synthesis CatalystssugumarNessuna valutazione finora
- 2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsDocumento32 pagine2009 Margarita Seminar - 10 Successful Applications of Casale Technology To Grass-Roots PlantsIvonneNessuna valutazione finora
- 014 PDFDocumento12 pagine014 PDFGrootNessuna valutazione finora
- 100 Years of Ammonia Synthesis Technology: Ib DybkjærDocumento10 pagine100 Years of Ammonia Synthesis Technology: Ib DybkjærGrootNessuna valutazione finora
- KBR Blue Ammonia BrochureDocumento8 pagineKBR Blue Ammonia BrochureSuryo BrahmantioNessuna valutazione finora
- Ammonia Synthesis Catalyst OperationDocumento19 pagineAmmonia Synthesis Catalyst OperationMuhammad Junaid0% (1)
- 06 Ammonia Synthesis Catalyst in Action - March 2015Documento49 pagine06 Ammonia Synthesis Catalyst in Action - March 2015Kvspavan KumarNessuna valutazione finora
- Ammonia Energy - EfficiencyDocumento4 pagineAmmonia Energy - Efficiencyanupam01013787Nessuna valutazione finora
- 6 MarchDocumento51 pagine6 MarchmaritsyaditaaNessuna valutazione finora
- Plant Layout PDFDocumento19 paginePlant Layout PDFazzatul amiraNessuna valutazione finora
- Autothermal Reforming For Efficient and Versatile Syngas ProductionDocumento17 pagineAutothermal Reforming For Efficient and Versatile Syngas ProductionAlan Flores RamirezNessuna valutazione finora
- Lurgi and Ammonia Casale Have Disclosed Their Jointly Developed Ammonia Process TechDocumento2 pagineLurgi and Ammonia Casale Have Disclosed Their Jointly Developed Ammonia Process TechSisca AmeliaNessuna valutazione finora
- 97 6 TocDocumento10 pagine97 6 TocJose Luis Gutierrez MadariagaNessuna valutazione finora
- GEA33861 Power To Gas - Hydrogen For Power GenerationDocumento19 pagineGEA33861 Power To Gas - Hydrogen For Power Generationchichosango100% (1)
- HTS CatalystDocumento16 pagineHTS CatalystMuhammad Junaid100% (1)
- Maleic Anhydride Expansion ProjectDocumento2 pagineMaleic Anhydride Expansion Projectthaneiro100% (1)
- JM Methanol BrochureDocumento24 pagineJM Methanol BrochureM Alim Ur RahmanNessuna valutazione finora
- HTCR Vs HTERDocumento7 pagineHTCR Vs HTERlaquetengoNessuna valutazione finora
- Top Ten GTL Projects of The WorldDocumento8 pagineTop Ten GTL Projects of The Worldhimadri.banerji60Nessuna valutazione finora
- Flue Gas Carbon Capture Plants.: by Linde and BASFDocumento4 pagineFlue Gas Carbon Capture Plants.: by Linde and BASFUmar Ijaz KhanNessuna valutazione finora
- The Star Process by Uhde: Industrial SolutionsDocumento24 pagineThe Star Process by Uhde: Industrial SolutionsAjaykumarNessuna valutazione finora
- Methanol DistillationDocumento6 pagineMethanol DistillationNaseeb AliNessuna valutazione finora
- Methanol Catalyst Poisons - A Literature Study (CCS)Documento19 pagineMethanol Catalyst Poisons - A Literature Study (CCS)ahsan888Nessuna valutazione finora
- GTL TechnologyDocumento24 pagineGTL Technologychaitanya_scribd100% (1)
- KRES TechnologyDocumento10 pagineKRES TechnologyabubakarNessuna valutazione finora
- Uhde Brochure Ammonia SCR PDFDocumento28 pagineUhde Brochure Ammonia SCR PDFBaher ElsheikhNessuna valutazione finora
- By Product in Ammonia Plant PDFDocumento12 pagineBy Product in Ammonia Plant PDFMd. Imran HossainNessuna valutazione finora
- 2020 w1 d2 m1 JD SynCORDocumento11 pagine2020 w1 d2 m1 JD SynCORNhân Trương VănNessuna valutazione finora
- Introduction To Kellogg Braun & Root (KBR) Ammonia ProcessDocumento16 pagineIntroduction To Kellogg Braun & Root (KBR) Ammonia ProcessAlvaro Boris Vallejos CortezNessuna valutazione finora
- Acetic Acid: US Chemical ProfileDocumento1 paginaAcetic Acid: US Chemical ProfileJESSICA PAOLA TORO VASCONessuna valutazione finora
- Revamping Ammonia ConverterDocumento5 pagineRevamping Ammonia ConverterHsein WangNessuna valutazione finora
- GV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, IndiaDocumento12 pagineGV Absorber Shell Leak in Ammonia Plant-II at IFFCO, Aonla Unit, Indiavaratharajan g rNessuna valutazione finora
- Petrochemicals - EthyleneDocumento41 paginePetrochemicals - Ethylenealin_dev100% (2)
- New SynCOR Ammonia™ ProcessDocumento12 pagineNew SynCOR Ammonia™ Processrukam18Nessuna valutazione finora
- Topsoe EFUELS Technology For Converting CO2 To Renewable Synthetic FuelDocumento19 pagineTopsoe EFUELS Technology For Converting CO2 To Renewable Synthetic FuelBen PowersNessuna valutazione finora
- Urea Plant IndiaDocumento35 pagineUrea Plant IndiaAkhil AklNessuna valutazione finora
- Removal of CO2 From A Hydrogen PlantDocumento152 pagineRemoval of CO2 From A Hydrogen PlantRoberticoZeaNessuna valutazione finora
- "New Reforming Concepts For Large Scale NH Plants": Paper AbstractDocumento17 pagine"New Reforming Concepts For Large Scale NH Plants": Paper AbstractAlfonso Blanco100% (1)
- AmmoniaDocumento33 pagineAmmoniaWilly ChandraNessuna valutazione finora
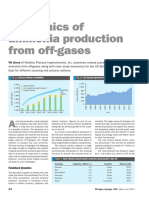
- Economics of Ammonia Production From OffgasesDocumento6 pagineEconomics of Ammonia Production From Offgasesvkarora58Nessuna valutazione finora
- Casale Advanced Ammonia TechnologiesDocumento35 pagineCasale Advanced Ammonia TechnologiesMaribel ParragaNessuna valutazione finora
- Ammonia CrackerDocumento2 pagineAmmonia CrackerPuneet Kumar SharmaNessuna valutazione finora
- Feasibilty For The ProjectDocumento18 pagineFeasibilty For The ProjectRana UzairNessuna valutazione finora
- Ammonia TechnologyDocumento13 pagineAmmonia TechnologyMihaela Popescu-NeagoeNessuna valutazione finora
- 2016 Report Liquid HydrogenDocumento89 pagine2016 Report Liquid HydrogenJonas MilerNessuna valutazione finora
- Ethane Production in Texas EnterpirseDocumento4 pagineEthane Production in Texas EnterpirseJaspal Singh SahotaNessuna valutazione finora
- Experimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsDa EverandExperimental Methods in Catalytic Research: Physical Chemistry: A Series of MonographsRobert B. AndersonNessuna valutazione finora
- Waste and Biodiesel: Feedstocks and Precursors for CatalystsDa EverandWaste and Biodiesel: Feedstocks and Precursors for CatalystsNessuna valutazione finora
- Ammonia TechnologyDocumento16 pagineAmmonia Technologydaunresources100% (4)
- Ammonia Technology TodayDocumento22 pagineAmmonia Technology Todayrvnesari100% (3)
- Ammonia SynthesisDocumento46 pagineAmmonia SynthesisahmedNessuna valutazione finora
- HABER Ammonia TechnologyDocumento25 pagineHABER Ammonia Technologygolovan100% (2)
- Ammonia Plant RejuvenationDocumento7 pagineAmmonia Plant RejuvenationgolovanNessuna valutazione finora
- Urea Service Control ValvesDocumento12 pagineUrea Service Control Valvesmicky.multani7153Nessuna valutazione finora
- 1323spm UreaDocumento58 pagine1323spm UreagolovanNessuna valutazione finora
- GCP Vol 2 PDF (2022 Edition)Documento548 pagineGCP Vol 2 PDF (2022 Edition)Sergio AlvaradoNessuna valutazione finora
- Veritas™ High Availability Agent For WebSphere MQ Installation and Configuration Guide / WebSphere MQ InstallationDocumento64 pagineVeritas™ High Availability Agent For WebSphere MQ Installation and Configuration Guide / WebSphere MQ InstallationkarthickmsitNessuna valutazione finora
- Spectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Documento2 pagineSpectacle Blinds - Closed Blinds Open Blinds (Ring Spacer)Widiyanto WiwidNessuna valutazione finora
- Adaptive Leadership: Leadership: Theory and PracticeDocumento14 pagineAdaptive Leadership: Leadership: Theory and PracticeJose Daniel Quintero100% (1)
- Benjamin Franklin - The Indian Treaties (1938)Documento450 pagineBenjamin Franklin - The Indian Treaties (1938)Spiritu SanctoNessuna valutazione finora
- SDN Van NotesDocumento26 pagineSDN Van Notesmjsmith11Nessuna valutazione finora
- Group 2 ITI Consensus Report: Prosthodontics and Implant DentistryDocumento9 pagineGroup 2 ITI Consensus Report: Prosthodontics and Implant DentistryEsme ValenciaNessuna valutazione finora
- KMKT Pra PSPM ANS SCHEMEDocumento16 pagineKMKT Pra PSPM ANS SCHEMEElda AldaNessuna valutazione finora
- Reflection On The PoorDocumento5 pagineReflection On The Poorapi-347831792Nessuna valutazione finora
- CUBE Dealer Book 2009Documento280 pagineCUBE Dealer Book 2009maikruetzNessuna valutazione finora
- Second Conditional Conversation QuestionsDocumento2 pagineSecond Conditional Conversation QuestionsEdith Salomé PinosNessuna valutazione finora
- Community Architecture Concept PDFDocumento11 pagineCommunity Architecture Concept PDFdeanNessuna valutazione finora
- Pedagogy MCQS 03Documento54 paginePedagogy MCQS 03Nawab Ali MalikNessuna valutazione finora
- STS Module 11Documento64 pagineSTS Module 11Desiree GalletoNessuna valutazione finora
- SICHEM Brochure 2023Documento8 pagineSICHEM Brochure 2023krishnarao badisaNessuna valutazione finora
- Paul Spicker - The Welfare State A General TheoryDocumento162 paginePaul Spicker - The Welfare State A General TheoryTista ArumNessuna valutazione finora
- Muscles of The Dog 2: 2012 Martin Cake, Murdoch UniversityDocumento11 pagineMuscles of The Dog 2: 2012 Martin Cake, Murdoch UniversityPiereNessuna valutazione finora
- 21 Tara Mantra-Wps OfficeDocumento25 pagine21 Tara Mantra-Wps OfficeAlteo FallaNessuna valutazione finora
- X - WORMWOOD EVENT IMMEDIATE - Paranormal - 4chanDocumento7 pagineX - WORMWOOD EVENT IMMEDIATE - Paranormal - 4chanAnonymous dIjB7XD8ZNessuna valutazione finora
- Changed Report 2015 PDFDocumento298 pagineChanged Report 2015 PDFAnonymous FKjeRG6AFnNessuna valutazione finora
- Angel C. Delos Santos: Personal DataDocumento8 pagineAngel C. Delos Santos: Personal DataAngel Cascayan Delos SantosNessuna valutazione finora
- First - Second and Third Class Levers in The Body - Movement Analysis in Sport - Eduqas - Gcse Physical Education Revision - Eduqas - BBC BitesizeDocumento2 pagineFirst - Second and Third Class Levers in The Body - Movement Analysis in Sport - Eduqas - Gcse Physical Education Revision - Eduqas - BBC BitesizeyoyoyoNessuna valutazione finora
- Aribah Ahmed CertificateDocumento2 pagineAribah Ahmed CertificateBahadur AliNessuna valutazione finora
- Marketing Micro and Macro EnvironmentDocumento8 pagineMarketing Micro and Macro EnvironmentSumit Acharya100% (1)
- Manual de Operacion y MantenimientoDocumento236 pagineManual de Operacion y MantenimientoalexNessuna valutazione finora
- IOT Questions and Answers - SolutionDocumento8 pagineIOT Questions and Answers - SolutionOmar CheikhrouhouNessuna valutazione finora
- L5V 00004Documento2 pagineL5V 00004Jhon LinkNessuna valutazione finora
- Boarding House Preferences by Middle Up Class Students in SurabayaDocumento8 pagineBoarding House Preferences by Middle Up Class Students in Surabayaeditor ijeratNessuna valutazione finora