Potrebbero piacerti anche
- FatigueDocumento14 pagineFatigueumair_aeNessuna valutazione finora
- JMPT 2013 Secondary Deformation of Hot Stamping SpecimensDocumento9 pagineJMPT 2013 Secondary Deformation of Hot Stamping SpecimenshezihilikNessuna valutazione finora
- Convection With Phase ChangeDocumento12 pagineConvection With Phase ChangeaminNessuna valutazione finora
- Heat Treatment With Salt Bath FurnacesDocumento12 pagineHeat Treatment With Salt Bath FurnacesVaikuntam Ramamurthy100% (1)
- False Failure in Flexural Fatigue Tests PDFDocumento11 pagineFalse Failure in Flexural Fatigue Tests PDFhezihilikNessuna valutazione finora
- Matrixcookbook PDFDocumento72 pagineMatrixcookbook PDFeetahaNessuna valutazione finora
- 117 Section 5 How To Make It in Brass PDFDocumento6 pagine117 Section 5 How To Make It in Brass PDFhezihilikNessuna valutazione finora
- Ternary PDFDocumento10 pagineTernary PDFhezihilikNessuna valutazione finora
- KizilyalliDocumento19 pagineKizilyallihezihilikNessuna valutazione finora
- Article - Screw Threads DesignDocumento7 pagineArticle - Screw Threads DesignjdfdfererNessuna valutazione finora
- Mmsm1 Handout PlasticityDocumento3 pagineMmsm1 Handout PlasticityKuldeep SinghNessuna valutazione finora
- Qm1 Hw9 ItayDocumento3 pagineQm1 Hw9 ItayhezihilikNessuna valutazione finora
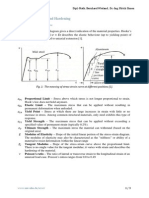
- The Structural Effect of HeatingDocumento1 paginaThe Structural Effect of HeatinghezihilikNessuna valutazione finora
- Convection With Phase ChangeDocumento12 pagineConvection With Phase ChangeaminNessuna valutazione finora
- Grain Growth in Alpha-BrassDocumento3 pagineGrain Growth in Alpha-BrasshezihilikNessuna valutazione finora
- An Overview of Utilization of Slag and SludgeDocumento18 pagineAn Overview of Utilization of Slag and SludgehezihilikNessuna valutazione finora
- Internal Friction of Materials Anton PuskarDocumento342 pagineInternal Friction of Materials Anton PuskarhezihilikNessuna valutazione finora
- Thermo EquationsDocumento3 pagineThermo EquationshezihilikNessuna valutazione finora
- Chap 2Documento20 pagineChap 2hezihilik40% (5)
- 4 Kramer Good Foundry PracticesDocumento25 pagine4 Kramer Good Foundry PracticeshezihilikNessuna valutazione finora
- 4 Kramer Good Foundry PracticesDocumento25 pagine4 Kramer Good Foundry PracticeshezihilikNessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Segmental Launching Gantry Introduction and Project Huada Heavy Industry China Supplier and Manufacturer PDFDocumento6 pagineSegmental Launching Gantry Introduction and Project Huada Heavy Industry China Supplier and Manufacturer PDFTarek HareedyNessuna valutazione finora
- Service Manual Goodman GPH16MDocumento63 pagineService Manual Goodman GPH16MMitchell BaileyNessuna valutazione finora
- Intro Well FoundationDocumento23 pagineIntro Well FoundationgoutammandNessuna valutazione finora
- Procurement 2023Documento11 pagineProcurement 2023Roi Andrei GalangNessuna valutazione finora
- Detail Ground TankDocumento1 paginaDetail Ground TankRully SaputraNessuna valutazione finora
- (TM) Nissan Manual de Taller Nissan Versa 2007Documento4 pagine(TM) Nissan Manual de Taller Nissan Versa 2007Jheral Manzanedo cruzNessuna valutazione finora
- Fastenings For The Rehabilitation of Historical Structures-Abstract Standard FormatDocumento2 pagineFastenings For The Rehabilitation of Historical Structures-Abstract Standard FormatRay RamiloNessuna valutazione finora
- A9-1&2 SL03,04-Street Lighting Feeder Pillar Detail-A9-1Documento1 paginaA9-1&2 SL03,04-Street Lighting Feeder Pillar Detail-A9-1amirul aizadNessuna valutazione finora
- Architecture March 2017Documento19 pagineArchitecture March 2017ArtdataNessuna valutazione finora
- Bondor BondorPanel Insulated Walling Technical DataDocumento2 pagineBondor BondorPanel Insulated Walling Technical DataSvan Dxi ArulNessuna valutazione finora
- Design and Construction of BreakwatersDocumento24 pagineDesign and Construction of Breakwatersshakirhamid6687100% (2)
- Stress and Strain - Axial Loading2Documento33 pagineStress and Strain - Axial Loading2Clackfuik12Nessuna valutazione finora
- Aramco Hot Tap Welding Procedure Rev 1Documento3 pagineAramco Hot Tap Welding Procedure Rev 1BWQNessuna valutazione finora
- Saep 309Documento22 pagineSaep 309brecht1980Nessuna valutazione finora
- Scrutiny Report of Building PlanDocumento7 pagineScrutiny Report of Building PlanSubirBhowmikNessuna valutazione finora
- 04 Marl Chemical Park PDFDocumento36 pagine04 Marl Chemical Park PDFAnusha Rajagopalan100% (1)
- Fabrication EnquiryDocumento180 pagineFabrication Enquiryvinod23456100% (1)
- Ecoply Bracing - EP1 Specification (Apr-09)Documento1 paginaEcoply Bracing - EP1 Specification (Apr-09)郭骥Nessuna valutazione finora
- Construction Progress ReportDocumento11 pagineConstruction Progress ReportAnthny Alfrt GsprNessuna valutazione finora
- Real Estate and Destination Development in TourismDocumento331 pagineReal Estate and Destination Development in Tourismfarah fadillahNessuna valutazione finora
- 002JTGT B02-01-2008-EnDocumento75 pagine002JTGT B02-01-2008-Enziming liNessuna valutazione finora
- TOYOTA Yaris 1.33 VVT-i 1NR-FE: Timing Chain: Removal/installationDocumento17 pagineTOYOTA Yaris 1.33 VVT-i 1NR-FE: Timing Chain: Removal/installationMapaqui Mapaqui100% (1)
- Majlis Peranan Dan FungsiDocumento1 paginaMajlis Peranan Dan FungsiKNS CSBNessuna valutazione finora
- Assignment-10 CE39 NOC20Documento7 pagineAssignment-10 CE39 NOC20jayadeep ksNessuna valutazione finora
- Cathodic ProtectionDocumento52 pagineCathodic Protectionredback666100% (2)
- Revit-MEP-HVAC-HYDRONIC PIPINGDocumento206 pagineRevit-MEP-HVAC-HYDRONIC PIPINGRagul0042100% (1)
- B. Chatveera, P. LertwattanarukDocumento8 pagineB. Chatveera, P. LertwattanarukArmigce PintoNessuna valutazione finora
- Lennox LGH Product SpecsDocumento60 pagineLennox LGH Product SpecsjrodNessuna valutazione finora
- Ideal Aquaview - Report2Documento22 pagineIdeal Aquaview - Report2ANKAN RAKSHITNessuna valutazione finora
- AM2755 - Testing, Commissioning and Handover Template Rev T0Documento40 pagineAM2755 - Testing, Commissioning and Handover Template Rev T0Mohammed MuzakkirNessuna valutazione finora