Potrebbero piacerti anche
- Presas Construccion y DiseñoDocumento28 paginePresas Construccion y DiseñoLUISSPERBERNessuna valutazione finora
- Balasto de emergencia autónomo permanente/no-permanente guía instalaciónDocumento59 pagineBalasto de emergencia autónomo permanente/no-permanente guía instalaciónelectronico1987100% (1)
- Dimensionamiento de La Red de Puesta A TierraDocumento31 pagineDimensionamiento de La Red de Puesta A TierraCarlos ApazaNessuna valutazione finora
- Tpn2 Stekler GustavoDocumento26 pagineTpn2 Stekler GustavoLUISSPERBERNessuna valutazione finora
- TPNº2 TPP NielsenDocumento31 pagineTPNº2 TPP NielsenLUISSPERBERNessuna valutazione finora
- 3 - Subestaciones EléctricasDocumento18 pagine3 - Subestaciones EléctricasLUISSPERBERNessuna valutazione finora
- 4 - Tableros EléctricosDocumento6 pagine4 - Tableros EléctricosLUISSPERBERNessuna valutazione finora
- Torno Automático piezas bronceDocumento21 pagineTorno Automático piezas bronceLUISSPERBERNessuna valutazione finora
- TP 2Documento12 pagineTP 2LUISSPERBERNessuna valutazione finora
- TP Nº2Documento17 pagineTP Nº2LUISSPERBERNessuna valutazione finora
- TP 2Documento14 pagineTP 2LUISSPERBERNessuna valutazione finora
- TP #2 Gruber CristianDocumento33 pagineTP #2 Gruber CristianLUISSPERBERNessuna valutazione finora
- TP N°2 - Lorio D. A.Documento38 pagineTP N°2 - Lorio D. A.LUISSPERBERNessuna valutazione finora
- Tp2 Tecnologia DefinitivoDocumento21 pagineTp2 Tecnologia DefinitivoLUISSPERBERNessuna valutazione finora
- TP #2 Lozano HernanDocumento15 pagineTP #2 Lozano HernanLUISSPERBERNessuna valutazione finora
- Inter Cambiado RDocumento3 pagineInter Cambiado RLUISSPERBERNessuna valutazione finora
- TP 2 - Torno AutomaticoDocumento41 pagineTP 2 - Torno AutomaticoLUISSPERBERNessuna valutazione finora
- Tor No Automatic oDocumento31 pagineTor No Automatic oLUISSPERBERNessuna valutazione finora
- Po Liar MonicasDocumento15 paginePo Liar MonicasLUISSPERBERNessuna valutazione finora
- Torno AutomaticoDocumento12 pagineTorno AutomaticoLUISSPERBERNessuna valutazione finora
- Klein Alan - TP #2 - Tecnologia en Los Procesos de ProduccionDocumento31 pagineKlein Alan - TP #2 - Tecnologia en Los Procesos de ProduccionLUISSPERBERNessuna valutazione finora
- Plasticos, Ceramicos y CompuestosDocumento50 paginePlasticos, Ceramicos y CompuestosLUISSPERBERNessuna valutazione finora
- Mio TodoDocumento41 pagineMio TodoLUISSPERBERNessuna valutazione finora
- Apunte Carga TérmicaDocumento21 pagineApunte Carga TérmicaLUISSPERBERNessuna valutazione finora
- Plasticos, Ceramicos y CompuestosDocumento50 paginePlasticos, Ceramicos y CompuestosLUISSPERBERNessuna valutazione finora
- Informe Modificado 9Documento10 pagineInforme Modificado 9Gustavo NamayNessuna valutazione finora
- Practica 9Documento5 paginePractica 9Paola Azucena SalasNessuna valutazione finora
- Ejemplos A Resolver Clase 4 PDFDocumento1 paginaEjemplos A Resolver Clase 4 PDFKEYLA YASMĂN DE LEĂ“N CALDERĂ“NNessuna valutazione finora
- EfresDocumento7 pagineEfresandres navarroNessuna valutazione finora
- Guia Organica Qui-020 - 022-2012 - 2 PDFDocumento128 pagineGuia Organica Qui-020 - 022-2012 - 2 PDFFernando Bernal DavidsonNessuna valutazione finora
- Lab 6 - InV E-123 Determinacion Tamaños de Particulas (Hidrometro)Documento7 pagineLab 6 - InV E-123 Determinacion Tamaños de Particulas (Hidrometro)TATIANA MARTINEZ PANTOJANessuna valutazione finora
- Taller de Física de 3 Periodo 7°Documento2 pagineTaller de Física de 3 Periodo 7°LUCIA OLIVEROSNessuna valutazione finora
- Solicitud de Factibilidad de Servicio y Punto de ConexiónDocumento2 pagineSolicitud de Factibilidad de Servicio y Punto de ConexiónMabel Lazo ArevaloNessuna valutazione finora
- Conceptos BásicosDocumento52 pagineConceptos BásicosGabriel UribeNessuna valutazione finora
- Simulación viento gradasDocumento193 pagineSimulación viento gradasErnestoNessuna valutazione finora
- Análisis de Objeto Técnico El BoilerDocumento12 pagineAnálisis de Objeto Técnico El BoilerIng. Gerardo Sánchez Nájera100% (9)
- Tecnicas de Seguridad Aplicadas A MaquinasDocumento31 pagineTecnicas de Seguridad Aplicadas A Maquinascielogaby100% (2)
- Temario de 1ero AritméticaDocumento13 pagineTemario de 1ero Aritméticamielmach0% (1)
- IOO Presentación InstrumentalenoptometriaDocumento24 pagineIOO Presentación InstrumentalenoptometriaRobert AlpisteNessuna valutazione finora
- Pilar Benito Olalla. El Filósofo Pulidor de LentesDocumento8 paginePilar Benito Olalla. El Filósofo Pulidor de LentesAlfredoLucero-Montaño100% (1)
- Colores de Las Señales de SeguridadDocumento7 pagineColores de Las Señales de SeguridadGianella Alvarez GarciaNessuna valutazione finora
- Momento de TorsionDocumento16 pagineMomento de TorsionezambranaNessuna valutazione finora
- Mrex Pdvsa Gas PDFDocumento54 pagineMrex Pdvsa Gas PDFALFREDO CARABALLONessuna valutazione finora
- Anteproyecto Energia EólicaDocumento11 pagineAnteproyecto Energia Eólicarmroa2007Nessuna valutazione finora
- Práctica 7 Acidez de Los Cationes MetalicosDocumento5 paginePráctica 7 Acidez de Los Cationes MetalicosAndrés ArganisNessuna valutazione finora
- Ensayo Anatomia y Tecnoligia de La MaderaDocumento13 pagineEnsayo Anatomia y Tecnoligia de La MaderaAby Mendez FloresNessuna valutazione finora
- Destripando El Comando JOIN (SQL Basico)Documento6 pagineDestripando El Comando JOIN (SQL Basico)juliabisNessuna valutazione finora
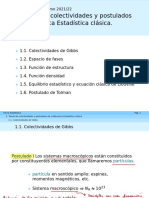
- TEMA 1. Teoría Colectividades Y PostuladosDocumento32 pagineTEMA 1. Teoría Colectividades Y PostuladosJlNessuna valutazione finora
- 2 - Ejempo de Flexion de Perfil I de Simetria Simple Con Alma No CompactaDocumento9 pagine2 - Ejempo de Flexion de Perfil I de Simetria Simple Con Alma No CompactaEdwin SeNessuna valutazione finora
- Solución Problemas TermoquímicaDocumento5 pagineSolución Problemas TermoquímicaInés D-PhantomNessuna valutazione finora
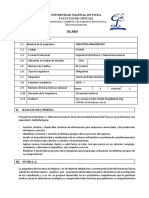
- Silabo Cirana IDocumento7 pagineSilabo Cirana IjassaNessuna valutazione finora
- Turbinas hidráulicasDocumento8 pagineTurbinas hidráulicaslapelilameta100% (1)
- Log Mat (Julio)Documento24 pagineLog Mat (Julio)Carlos GonzálezNessuna valutazione finora
- Geo - Mares PDFDocumento37 pagineGeo - Mares PDFsandroNessuna valutazione finora
- Ergonomia 1Documento175 pagineErgonomia 1Adrian PitaNessuna valutazione finora