Potrebbero piacerti anche
- Cathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesDa EverandCathodic Corrosion Protection Systems: A Guide for Oil and Gas IndustriesValutazione: 4.5 su 5 stelle4.5/5 (5)
- Ductile PipesDocumento33 pagineDuctile Pipesanirbanpwd76Nessuna valutazione finora
- Conveyance of Water 1Documento79 pagineConveyance of Water 1NarasimharaoNessuna valutazione finora
- Materials For Sewer ConstructionDocumento5 pagineMaterials For Sewer ConstructionJonniel De GuzmanNessuna valutazione finora
- DesignContractorGuide Vol2Documento291 pagineDesignContractorGuide Vol2jmvm56Nessuna valutazione finora
- IS 12288 - Laying of Ductile Iron PipesDocumento13 pagineIS 12288 - Laying of Ductile Iron PipesChungath Linesh100% (1)
- BS 5163-1-2004Documento14 pagineBS 5163-1-2004Udit Kumar SarkarNessuna valutazione finora
- Comparison of GRP Pipes With Ductile IronDocumento1 paginaComparison of GRP Pipes With Ductile Ironnajiruddinshaik100% (1)
- Material Selection and SpecificationDocumento50 pagineMaterial Selection and SpecificationbashirNessuna valutazione finora
- Existing RO Plant in Yanbu PDFDocumento13 pagineExisting RO Plant in Yanbu PDFriysallNessuna valutazione finora
- FPI FiberglassbookDocumento164 pagineFPI FiberglassbookA_ValsamisNessuna valutazione finora
- The Tata Power Company Limited Bhira 100Mw-Augmentation Scheme Including Mulshi Lake Sub-Storage UtilizationDocumento7 pagineThe Tata Power Company Limited Bhira 100Mw-Augmentation Scheme Including Mulshi Lake Sub-Storage Utilizationpavankumar001100% (1)
- Ductile Iron Pipe Iso en Standards E779dc24Documento24 pagineDuctile Iron Pipe Iso en Standards E779dc24David FergusonNessuna valutazione finora
- 00 AWWA StandardsDocumento3 pagine00 AWWA Standardsliviu_dovaNessuna valutazione finora
- FLOWTITE Pipe Systems: For Subaqueous InstallationsDocumento12 pagineFLOWTITE Pipe Systems: For Subaqueous InstallationsRusu CatalinNessuna valutazione finora
- Kimberley Pipeline Project ReviewDocumento20 pagineKimberley Pipeline Project ReviewhopexanddreamxNessuna valutazione finora
- Pipelines InstallationDocumento24 paginePipelines InstallationNoor Azreen100% (1)
- BOM - 225-33kV Substation SIN - 07.05.15Documento35 pagineBOM - 225-33kV Substation SIN - 07.05.15Manoj MohanNessuna valutazione finora
- Standard DrawingsDocumento18 pagineStandard DrawingsTori SmallNessuna valutazione finora
- Tata Ductile Iron PipeDocumento8 pagineTata Ductile Iron PipeAniket NimkarNessuna valutazione finora
- Perma PipeDocumento83 paginePerma PipemohamadNessuna valutazione finora
- Technical Specification - Patratu-3LPE CoatingDocumento24 pagineTechnical Specification - Patratu-3LPE CoatingAJAY PatilNessuna valutazione finora
- PE Technical ManualDocumento68 paginePE Technical ManualMuhammad SalmanNessuna valutazione finora
- HDPE FittingsApril2012Documento110 pagineHDPE FittingsApril2012Carlos GutierrezNessuna valutazione finora
- 8329 2000 DI PipeDocumento29 pagine8329 2000 DI PipeSanjay Prakash100% (1)
- Pipe Fittings Catalogue - Jan2011 - Lo Res (2) - FBDocumento38 paginePipe Fittings Catalogue - Jan2011 - Lo Res (2) - FBsparkie900Nessuna valutazione finora
- Piping Codes & StandardsDocumento12 paginePiping Codes & StandardsAhmed Mansour100% (1)
- Ductile Iron PipesDocumento8 pagineDuctile Iron Pipesᕨᖆᕢᘙᖱ ᒸᕢᖽᐸᓎNessuna valutazione finora
- GRP Pipes Fittings CatalogDocumento8 pagineGRP Pipes Fittings CatalogFaseen ibnu Ameer Ahasen0% (1)
- Ductile Iron Pipes General Information PDFDocumento15 pagineDuctile Iron Pipes General Information PDFfernandoNessuna valutazione finora
- The Difference Between Spiral Submerged Arc Welded Steel Pipe and Straight Seam Steel PipeDocumento14 pagineThe Difference Between Spiral Submerged Arc Welded Steel Pipe and Straight Seam Steel Pipemusacihan100% (1)
- WSS - 078 Valve Chamber Type A and Type B and Connection To Supply Mains - Air Valves - DetailsDocumento1 paginaWSS - 078 Valve Chamber Type A and Type B and Connection To Supply Mains - Air Valves - DetailssatyamNessuna valutazione finora
- Technical Comparison - PIPESDocumento3 pagineTechnical Comparison - PIPESDBasak_1974Nessuna valutazione finora
- TRM Advantages of Ductile Iron Pipe SystemsDocumento28 pagineTRM Advantages of Ductile Iron Pipe SystemsmariusmihaibNessuna valutazione finora
- GRP PipeDocumento12 pagineGRP PipeBruno SimanNessuna valutazione finora
- HPCL Cement Lined Spec PDFDocumento167 pagineHPCL Cement Lined Spec PDFvenkateshwaranNessuna valutazione finora
- Cement Mortar and Concrete LiningDocumento12 pagineCement Mortar and Concrete Liningmynoytech100% (1)
- Pre Insulated Piping Sytem HDPEDocumento15 paginePre Insulated Piping Sytem HDPEVincent SablanNessuna valutazione finora
- GB5310 2008 Pipe SpecificationDocumento5 pagineGB5310 2008 Pipe SpecificationRio EstikaNessuna valutazione finora
- Gear Box Selection in Gate ValveDocumento24 pagineGear Box Selection in Gate ValvemudrijasmNessuna valutazione finora
- Is 8360 - 3Documento8 pagineIs 8360 - 3Sunil Devdutt ThakoreNessuna valutazione finora
- HOBAS Pressure Pipes SystemsDocumento40 pagineHOBAS Pressure Pipes Systemsu_florinNessuna valutazione finora
- DI Pipe SpecificationDocumento12 pagineDI Pipe Specificationdeep patelNessuna valutazione finora
- Alpha HDPE PipesDocumento14 pagineAlpha HDPE PipesEngr Arfan Ali Dhamraho100% (1)
- WITU2017 Show Update Vol1Documento8 pagineWITU2017 Show Update Vol1quycoctuNessuna valutazione finora
- Di and Gi Pipes LayingDocumento15 pagineDi and Gi Pipes Layingashish reddyNessuna valutazione finora
- Valves & FittingsDocumento56 pagineValves & FittingsmpwasaNessuna valutazione finora
- Piping NotesDocumento9 paginePiping Notesippon_osotoNessuna valutazione finora
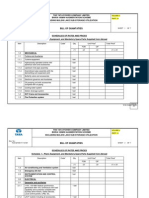
- Schedule and Guidelines: Public Health Engineering Directorate Government of West BengalDocumento48 pagineSchedule and Guidelines: Public Health Engineering Directorate Government of West BengalSk Faridul ChoiceNessuna valutazione finora
- Erw Tube Manufacturing Process PDFDocumento2 pagineErw Tube Manufacturing Process PDFEric0% (1)
- SA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationDocumento13 pagineSA04C2-MS-MET-AAG-00018 Method Statement For HDPE Pipe InstallationABAID ULLAHNessuna valutazione finora
- Structural SteelDocumento31 pagineStructural SteelDanica Mae AmicayNessuna valutazione finora
- Electrosteel UK BrochureDocumento40 pagineElectrosteel UK Brochureroco_3213Nessuna valutazione finora
- CETC ProfileDocumento8 pagineCETC Profilecetc qatarNessuna valutazione finora
- Composite Insulators 081208Documento12 pagineComposite Insulators 081208Nikitha ChandrashekarNessuna valutazione finora
- Bestline Mining Supplies LTD - 2010 EditionDocumento50 pagineBestline Mining Supplies LTD - 2010 EditionTalabarteria RaygozaNessuna valutazione finora
- FCHPP Mir C&a KTN 002 - Ra02 PDFDocumento148 pagineFCHPP Mir C&a KTN 002 - Ra02 PDFzahangirNessuna valutazione finora
- Copper Rod and WiresDocumento7 pagineCopper Rod and WiresreghusdNessuna valutazione finora
- ERA Katalog For WebDocumento12 pagineERA Katalog For WebSimone BorsettoNessuna valutazione finora
- Quality Trusted Around The WorldDocumento6 pagineQuality Trusted Around The WorldAH TaiNessuna valutazione finora
- Gasket Works StandardsDocumento3 pagineGasket Works StandardsSmith780512Nessuna valutazione finora
- Pipelaying TechniquesDocumento8 paginePipelaying TechniquesSean OConnorNessuna valutazione finora
- Installation of Pharmaceutical Process Piping - Part 1Documento5 pagineInstallation of Pharmaceutical Process Piping - Part 1Smith780512Nessuna valutazione finora
- FPSO Related Piping and Pipe Stress AspectsDocumento43 pagineFPSO Related Piping and Pipe Stress AspectsSmith780512100% (3)
- Sources and Remedies of High Freq Piping Vibration N Noise PDFDocumento24 pagineSources and Remedies of High Freq Piping Vibration N Noise PDFSmith780512Nessuna valutazione finora
- Stress Corrosion CrackingDocumento16 pagineStress Corrosion CrackingzaxaderNessuna valutazione finora
- Pressure Relief Valve Engineering HandbookDocumento93 paginePressure Relief Valve Engineering Handbookakrouti92% (12)
- CatalogDocumento56 pagineCatalogBahman DaeeNessuna valutazione finora
- Metric Screw PitchDocumento1 paginaMetric Screw PitchSmith780512Nessuna valutazione finora
- Torque Values RTJ (B16.5)Documento3 pagineTorque Values RTJ (B16.5)Dave Donohue100% (9)
- 2GO Together - Tools - Day 1 (E-Trace)Documento1 pagina2GO Together - Tools - Day 1 (E-Trace)Maicha LucaylucayNessuna valutazione finora
- Overview of Singapore's Airfreight IndustryDocumento14 pagineOverview of Singapore's Airfreight IndustryramanathanNessuna valutazione finora
- Bill of LadingDocumento15 pagineBill of Ladingscribd537850% (2)
- UCP 600 Effective From 1 July 2007 AnDocumento36 pagineUCP 600 Effective From 1 July 2007 Aneknath2000Nessuna valutazione finora
- Bal Pricelist 6 Dec 2013 UpdatedDocumento12 pagineBal Pricelist 6 Dec 2013 UpdateddbedadaNessuna valutazione finora
- Transit Passengers - Aeroflot - Moscow - SVO AirportDocumento3 pagineTransit Passengers - Aeroflot - Moscow - SVO AirportSuhas NatuNessuna valutazione finora
- Claimant FinalDocumento8 pagineClaimant FinalUTKARSHNessuna valutazione finora
- Trafigura Corporate Brochure en 141218011728 Conversion Gate01Documento44 pagineTrafigura Corporate Brochure en 141218011728 Conversion Gate01Uma SubbiahNessuna valutazione finora
- Ography of Transport Systems 3rd Edition shaaNiGDocumento25 pagineOgraphy of Transport Systems 3rd Edition shaaNiGReona Vulpe100% (1)
- Law On Transportation - DefensesDocumento3 pagineLaw On Transportation - DefensesGlenn Alejaga GermanNessuna valutazione finora
- Letter of Credit GuideDocumento50 pagineLetter of Credit GuideMohamed Naji100% (5)
- Enquiry To A Container CompanyDocumento4 pagineEnquiry To A Container Companyartifex2010Nessuna valutazione finora
- Eligibility of Providing Cruises On Lake TobaDocumento7 pagineEligibility of Providing Cruises On Lake TobaInternational Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- Incoterm 2010Documento27 pagineIncoterm 2010fahrudinuinNessuna valutazione finora
- Curriculum Vitae OF Ruel Ndloko Khoza: Personal DetailsDocumento11 pagineCurriculum Vitae OF Ruel Ndloko Khoza: Personal DetailsAnonymous lf2p1YxHNessuna valutazione finora
- Borna Petrovic Roro Market From A Brokers PerspectiveDocumento24 pagineBorna Petrovic Roro Market From A Brokers PerspectiveNNMSANessuna valutazione finora
- Ocean Carriers Two Scenarios AnalysisDocumento2 pagineOcean Carriers Two Scenarios AnalysisCharleneNessuna valutazione finora
- Welcome On Board. Hope These Notes Will Help You in Settling Down During Your Stay On Board.'Documento8 pagineWelcome On Board. Hope These Notes Will Help You in Settling Down During Your Stay On Board.'gidjuns abs100% (1)
- Mendoza vs. PALDocumento5 pagineMendoza vs. PALCristóbal Jara HödarNessuna valutazione finora
- 2017 Promotion Price - 1kw, 1.8,2.4,3.2kwjh Infrared Radiant HeaterDocumento2 pagine2017 Promotion Price - 1kw, 1.8,2.4,3.2kwjh Infrared Radiant HeaterkanchmanNessuna valutazione finora
- Turkish Ship Chandler Companies: A Marketing Success or A Disappointment?Documento6 pagineTurkish Ship Chandler Companies: A Marketing Success or A Disappointment?inventionjournalsNessuna valutazione finora
- Master Scheduling Chapter 1Documento19 pagineMaster Scheduling Chapter 1Bosco GodfreyNessuna valutazione finora
- The Liftwood ConspiracyDocumento63 pagineThe Liftwood ConspiracyDoyle Wayne Ramos-Tavener100% (3)
- TESC Lesson 1Documento14 pagineTESC Lesson 1amardonesNessuna valutazione finora
- Port Operation & ManagementDocumento5 paginePort Operation & ManagementTharisha LekamgeNessuna valutazione finora
- FedEx Corp ProfileDocumento21 pagineFedEx Corp ProfileGerrit PrinslooNessuna valutazione finora
- Ing, Q'Ty, Price:: Say: Us Dollars Two Thousand Three Hundred Seventhy One OnlyDocumento1 paginaIng, Q'Ty, Price:: Say: Us Dollars Two Thousand Three Hundred Seventhy One OnlyNi Komang Ayu Cahya Puja DewiNessuna valutazione finora
- Business ProposalDocumento6 pagineBusiness ProposalNandan100% (2)
- Cabotage Policy and International Maritime Politics The Nigerian Coastal and Inland Shipping (Cabotage) Act 2003Documento23 pagineCabotage Policy and International Maritime Politics The Nigerian Coastal and Inland Shipping (Cabotage) Act 2003Richard IdokoNessuna valutazione finora
- Maniobra de Remolque de BuquesDocumento520 pagineManiobra de Remolque de Buquesvampiredraak2712Nessuna valutazione finora