Potrebbero piacerti anche
- Guidelines For The Distribution EO 2013 UK V6-FinalDocumento59 pagineGuidelines For The Distribution EO 2013 UK V6-Final민도연Nessuna valutazione finora
- CutsDocumento1 paginaCutsUrMil SoniNessuna valutazione finora
- Dimensional Tolerance ChartDocumento1 paginaDimensional Tolerance Chartpushkar_k123Nessuna valutazione finora
- Computer Short KeysDocumento9 pagineComputer Short KeysAliNessuna valutazione finora
- 2016 Boiler Safety Checklist and Preventative MaintenanceDocumento185 pagine2016 Boiler Safety Checklist and Preventative MaintenanceAcid Burns100% (1)
- Introduction to Ambient Air Vaporizers for Regasifying LiquidsDocumento1 paginaIntroduction to Ambient Air Vaporizers for Regasifying LiquidsUrMil SoniNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- rr681 PDFDocumento78 paginerr681 PDFUrMil SoniNessuna valutazione finora
- Computer Short KeysDocumento9 pagineComputer Short KeysAliNessuna valutazione finora
- Sizing Ambient VaporizersDocumento4 pagineSizing Ambient VaporizersUrMil SoniNessuna valutazione finora
- Analysis of Pump Start Up TransientDocumento12 pagineAnalysis of Pump Start Up TransientUrMil SoniNessuna valutazione finora
- Caesar AdvancedDocumento5 pagineCaesar AdvancedUrMil SoniNessuna valutazione finora
- Tariff Plan NationalDocumento2 pagineTariff Plan NationalUrMil SoniNessuna valutazione finora
- Devices Such As ValvesDocumento1 paginaDevices Such As ValvesUrMil SoniNessuna valutazione finora
- Water Hammer Models Are Becoming More Widely UsedDocumento1 paginaWater Hammer Models Are Becoming More Widely UsedUrMil SoniNessuna valutazione finora
- Water Hammer Models Are Becoming More Widely UsedDocumento1 paginaWater Hammer Models Are Becoming More Widely UsedUrMil SoniNessuna valutazione finora
- Water Hammer Models Are Becoming More Widely UsedDocumento1 paginaWater Hammer Models Are Becoming More Widely UsedUrMil SoniNessuna valutazione finora
- FundamentalsDocumento1 paginaFundamentalsUrMil SoniNessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Chinkon Kishin - Origens Shintoístas Do Okiyome e Do Espiritismo Na MahikariDocumento2 pagineChinkon Kishin - Origens Shintoístas Do Okiyome e Do Espiritismo Na MahikariGauthier Alex Freitas de Abreu0% (1)
- The Hero of the Snore TangoDocumento22 pagineThe Hero of the Snore TangoFlora Mae LacostalesNessuna valutazione finora
- Class-III English Notes-WsDocumento6 pagineClass-III English Notes-WsManu SinghNessuna valutazione finora
- US Army TV Course - Documentation Cinematography SS0536Documento49 pagineUS Army TV Course - Documentation Cinematography SS0536innerethosNessuna valutazione finora
- Equations 2Documento8 pagineEquations 2Patrick ValdezNessuna valutazione finora
- STC Ratings PDFDocumento3 pagineSTC Ratings PDFDiseño SonidoNessuna valutazione finora
- English Task Resumido 2Documento12 pagineEnglish Task Resumido 2Luis ArmandoNessuna valutazione finora
- LearnEnglish Video Zone How These Women Changed Science ForeverDocumento3 pagineLearnEnglish Video Zone How These Women Changed Science ForeverDaniella MensatoNessuna valutazione finora
- Sdre14-5 Ral 1-2-Rev17Documento3 pagineSdre14-5 Ral 1-2-Rev17lwin_oo2435Nessuna valutazione finora
- Higher-Order InteractionsDocumento6 pagineHigher-Order Interactions山木Nessuna valutazione finora
- Wire Rope: - Bright - 6 X 19 - Fibre CoreDocumento8 pagineWire Rope: - Bright - 6 X 19 - Fibre CoreQuynh NguyenNessuna valutazione finora
- Shiva Home - DCFDocumento2 pagineShiva Home - DCFshyamsundar_ceNessuna valutazione finora
- MC BreakdownDocumento5 pagineMC BreakdownThane SnymanNessuna valutazione finora
- Electronics Meet Animal BrainsDocumento44 pagineElectronics Meet Animal BrainssherrysherryNessuna valutazione finora
- Nutrition and Athletic PerformanceDocumento16 pagineNutrition and Athletic PerformancemarisolNessuna valutazione finora
- Florence Nightingale: The Lady with the LampDocumento18 pagineFlorence Nightingale: The Lady with the LampsrinivasanaNessuna valutazione finora
- THEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsDocumento17 pagineTHEORY of METAL CUTTING-Cutting Tool, Cutting Fluid & Machining EconomicsIzi75% (4)
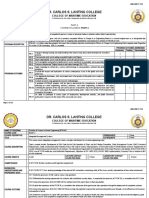
- Dr. Carlos S. Lanting College: College of Maritime EducationDocumento14 pagineDr. Carlos S. Lanting College: College of Maritime EducationJeynard Moler J. TanNessuna valutazione finora
- DEF File DescriptionDocumento5 pagineDEF File Descriptionchompink6900Nessuna valutazione finora
- CSO Skull SeriesDocumento2 pagineCSO Skull SeriesWilchanNessuna valutazione finora
- Ratana Outdoor FurnitureDocumento107 pagineRatana Outdoor FurnitureNova TechieNessuna valutazione finora
- Elimination - Nursing Test QuestionsDocumento68 pagineElimination - Nursing Test QuestionsRNStudent1100% (1)
- Kultura I InteligencijaDocumento15 pagineKultura I InteligencijaToni JandricNessuna valutazione finora
- HYKDDocumento15 pagineHYKDAri RamadhanNessuna valutazione finora
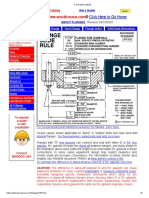
- See Catalog: Get A QuoteDocumento4 pagineSee Catalog: Get A QuoteahnafNessuna valutazione finora
- ABB Price Book 714Documento1 paginaABB Price Book 714EliasNessuna valutazione finora
- Steel 17-4PH MmpdsDocumento18 pagineSteel 17-4PH MmpdsManoj ManoharanNessuna valutazione finora
- Using Graphs To Display Data R 2-12 PDFDocumento2 pagineUsing Graphs To Display Data R 2-12 PDFShafika AidaNessuna valutazione finora
- Physical PropertiesDocumento4 paginePhysical PropertiesKolliparaDeepakNessuna valutazione finora
- Orpheus' Tragic Love and Quest to Save EurydiceDocumento3 pagineOrpheus' Tragic Love and Quest to Save EurydiceShiedrose Allaina ArangorinNessuna valutazione finora