Potrebbero piacerti anche
- Advanced Temperature Measurement and Control, Second EditionDa EverandAdvanced Temperature Measurement and Control, Second EditionNessuna valutazione finora
- Lab Manual Exp 3 - Gas Temperature Process ControlDocumento8 pagineLab Manual Exp 3 - Gas Temperature Process ControlAhmad DanialNessuna valutazione finora
- Process Control Lab ManualDocumento19 pagineProcess Control Lab ManualAnkit Singh100% (1)
- The Introduction of Automatic Process Control: Xining YeDocumento44 pagineThe Introduction of Automatic Process Control: Xining YeNihar Ranjan DashNessuna valutazione finora
- Hvac BMS: HVAC Systems Eng. Ahmed MoustafaDocumento126 pagineHvac BMS: HVAC Systems Eng. Ahmed MoustafaBahaa bunniNessuna valutazione finora
- Process and Instrumentation DiagramsDocumento8 pagineProcess and Instrumentation DiagramsMehul DeshpandeNessuna valutazione finora
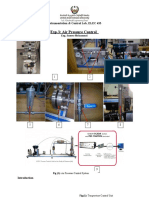
- Exp3 - Air Pressure ControlDocumento8 pagineExp3 - Air Pressure ControlDon LawrenceNessuna valutazione finora
- Exp 9 Lab IiiDocumento12 pagineExp 9 Lab IiiMuhammad AnwarNessuna valutazione finora
- Pid Controller Tuning: S.no Name of The ChapterDocumento35 paginePid Controller Tuning: S.no Name of The ChapterAmit TripathiNessuna valutazione finora
- Lab Manual Jan2013 Air FlowDocumento5 pagineLab Manual Jan2013 Air FlowLaila FaeizahNessuna valutazione finora
- Hvac ExperimentDocumento9 pagineHvac ExperimentShadan MuNessuna valutazione finora
- ObjectivesDocumento7 pagineObjectivesPeeka booNessuna valutazione finora
- Presentation On Selective ControlsDocumento11 paginePresentation On Selective ControlsPrakharNessuna valutazione finora
- What Is Instrument Hook Up Diagram ? Instrument Hook Up Diagram Is Also Called Installation Drawing, Specifies The ScopeDocumento31 pagineWhat Is Instrument Hook Up Diagram ? Instrument Hook Up Diagram Is Also Called Installation Drawing, Specifies The ScopevrajakisoriDasiNessuna valutazione finora
- Temperature Control LabDocumento16 pagineTemperature Control Labhoocheeleong234100% (1)
- Chapter 8 FTDocumento40 pagineChapter 8 FTUthaiyavani RajendranNessuna valutazione finora
- Example AHU AdvancedDocumento8 pagineExample AHU AdvancedKaliyappan Somasundaram100% (2)
- Temperature ControlDocumento9 pagineTemperature ControlMauricio López NúñezNessuna valutazione finora
- Hawco Controller TheoryDocumento8 pagineHawco Controller TheoryEduardo Ocampo HernandezNessuna valutazione finora
- Building Management System - BMS 1Documento31 pagineBuilding Management System - BMS 1jaffna100% (1)
- Process Control TrainerDocumento3 pagineProcess Control TrainerSufyan AzamNessuna valutazione finora
- 2 - CIEP Charts and Equations-2Documento22 pagine2 - CIEP Charts and Equations-2Muhammad NaeemNessuna valutazione finora
- Air-Conditioning and Refrigeration Control - 1: Instructor: Eng. Raad Alsaleh Grading SystemDocumento92 pagineAir-Conditioning and Refrigeration Control - 1: Instructor: Eng. Raad Alsaleh Grading SystemSunil Varma VeeravalliNessuna valutazione finora
- Beta Star 2038 AutoclaveDocumento47 pagineBeta Star 2038 AutoclaveJaved KarimNessuna valutazione finora
- Exp 6 Gas Temperature Process ControlDocumento13 pagineExp 6 Gas Temperature Process Controlmohamad ashaziq100% (8)
- DDC System Commissioning Acceptance Procedure: Example Project/Building DescriptionDocumento3 pagineDDC System Commissioning Acceptance Procedure: Example Project/Building DescriptionGraezelNessuna valutazione finora
- Control of Temperature, Humidity, Pressure, Flow Rate, Level or PH Process VariablesDocumento8 pagineControl of Temperature, Humidity, Pressure, Flow Rate, Level or PH Process VariablessaravananNessuna valutazione finora
- DDC System Commissioning Acceptance Procedure: Example Project/Building DescriptionDocumento21 pagineDDC System Commissioning Acceptance Procedure: Example Project/Building DescriptionAbdul Mohid SheikhNessuna valutazione finora
- Process Dynamic ControlDocumento7 pagineProcess Dynamic ControlAyunie FazlinNessuna valutazione finora
- 10 11648 J Acis 20140201 11 PDFDocumento5 pagine10 11648 J Acis 20140201 11 PDFwsa wsaNessuna valutazione finora
- Temperature Control Lab Report MuzDocumento18 pagineTemperature Control Lab Report MuzAhmad Muzammil75% (8)
- Lab Report Heat ExchangerDocumento17 pagineLab Report Heat ExchangerFirdaus Zainal AbidinNessuna valutazione finora
- W7ADocumento15 pagineW7AShujah RashidNessuna valutazione finora
- EKC312Documento12 pagineEKC312bmw72Nessuna valutazione finora
- XC420 GBDocumento4 pagineXC420 GBiuliastarNessuna valutazione finora
- 1-Introduction To Process ControlDocumento30 pagine1-Introduction To Process ControlRazif Metta100% (4)
- Introduction To Control: The ProcessDocumento7 pagineIntroduction To Control: The ProcessshajiNessuna valutazione finora
- General: P - A - R - TCDocumento18 pagineGeneral: P - A - R - TCMohamed MosaedNessuna valutazione finora
- Two Tank Non-Interacting Liquid Level SystemDocumento9 pagineTwo Tank Non-Interacting Liquid Level SystemHimanshu JatNessuna valutazione finora
- Introduction To PID ControlDocumento6 pagineIntroduction To PID ControlIonescu ViorelNessuna valutazione finora
- 10 11648 J Acis 20140201 11 PDFDocumento5 pagine10 11648 J Acis 20140201 11 PDFEric DiazNessuna valutazione finora
- The ALCO Controls EC3-75xDocumento8 pagineThe ALCO Controls EC3-75xMaria DazaNessuna valutazione finora
- AV6+ BypassGeneralDescriptionDocumento14 pagineAV6+ BypassGeneralDescriptionGaurav ChauhanNessuna valutazione finora
- Bytronic SistemDocumento6 pagineBytronic SistemSedat IriçNessuna valutazione finora
- Industrial Process Control Basic ConceptsDocumento39 pagineIndustrial Process Control Basic Conceptskaezzar10100% (1)
- AHUDocumento57 pagineAHUPallab Mukherjee83% (6)
- X60349 Controls Philosophy P1Documento9 pagineX60349 Controls Philosophy P1Karthy GanesanNessuna valutazione finora
- Kele - Solutions Articles - The Instability of VAV SystemsDocumento5 pagineKele - Solutions Articles - The Instability of VAV SystemsKumudu PereraNessuna valutazione finora
- Mesb333 Pid ControlDocumento13 pagineMesb333 Pid ControlMohd KhairiNessuna valutazione finora
- Chapter 5 PDF RevisedDocumento13 pagineChapter 5 PDF RevisedSnake EyeNessuna valutazione finora
- Biochemical Engineering B.SC, University of DebrecenDocumento6 pagineBiochemical Engineering B.SC, University of DebrecenArifuzzamanNessuna valutazione finora
- Temerature تقريرDocumento12 pagineTemerature تقريرAbdullah IyadNessuna valutazione finora
- PHE Control Mechanism PDFDocumento6 paginePHE Control Mechanism PDFNaren VmdNessuna valutazione finora
- Introduction To Instrumentation: Learning OutcomeDocumento12 pagineIntroduction To Instrumentation: Learning OutcomeMandeep MalikNessuna valutazione finora
- ExercisesDocumento18 pagineExercisescetec1234Nessuna valutazione finora
- Finn Haugen. Telemark University College National Instruments ConfidentialDocumento27 pagineFinn Haugen. Telemark University College National Instruments ConfidentialtriplbingaziNessuna valutazione finora
- Process Control Formaldehyde ProductionDocumento3 pagineProcess Control Formaldehyde ProductionM Asrar Sidon0% (1)
- Trane Rooftop PDFDocumento76 pagineTrane Rooftop PDFriz333Nessuna valutazione finora
- Lec5 - CEP Article - Inherently Safer Design at Lifecycle Stages PDFDocumento13 pagineLec5 - CEP Article - Inherently Safer Design at Lifecycle Stages PDFHemavathy RtNessuna valutazione finora
- CCB3072 Course Outline Laboratory - May 2013 - vERSION 5Documento6 pagineCCB3072 Course Outline Laboratory - May 2013 - vERSION 5Hemavathy RtNessuna valutazione finora
- Literature Review Ema CpdicDocumento5 pagineLiterature Review Ema CpdicHemavathy RtNessuna valutazione finora
- Vector Test PDFDocumento1 paginaVector Test PDFHemavathy RtNessuna valutazione finora
- CCB3013:Chemical Process Dynamics, Instrumentation and ControlDocumento2 pagineCCB3013:Chemical Process Dynamics, Instrumentation and ControlHemavathy RtNessuna valutazione finora
- Test L Solution: I) L.A. TH Maintaining CV at SP Given DV Entering The Ning Liquid Level in A Tank at The Desired ValueDocumento3 pagineTest L Solution: I) L.A. TH Maintaining CV at SP Given DV Entering The Ning Liquid Level in A Tank at The Desired ValueHemavathy RtNessuna valutazione finora
- The Threat of Bisphenol ADocumento3 pagineThe Threat of Bisphenol AHemavathy RtNessuna valutazione finora
- L1-5 Energy BalancesDocumento40 pagineL1-5 Energy BalancesHemavathy Rt100% (1)
- Unit 10Documento28 pagineUnit 10Yvonne RiveraNessuna valutazione finora
- Callister Materials Science and Engineering - An Introduction 7e Solutions ManualDocumento1.112 pagineCallister Materials Science and Engineering - An Introduction 7e Solutions ManualHemavathy Rt76% (33)
- Update Asset SMBD 6okt2022Documento5 pagineUpdate Asset SMBD 6okt2022PANCAWARNA AdventureNessuna valutazione finora
- MOTOROLA Walkie Talkie Consumer Radio TLKR T80Documento2 pagineMOTOROLA Walkie Talkie Consumer Radio TLKR T80Sbnjkt aNessuna valutazione finora
- 1997 UBC Vol 2Documento501 pagine1997 UBC Vol 2Ali KaroutNessuna valutazione finora
- Complete Guide Binary Block ExpertsDocumento37 pagineComplete Guide Binary Block Expertswisdommensah0406100% (1)
- 7UT85Documento9 pagine7UT85sparkCE100% (1)
- Cross System Create Supplier ProcessDocumento14 pagineCross System Create Supplier ProcesssakthiroboticNessuna valutazione finora
- A Comparative Study On Mobile Platforms (Android vs. IOS) : Smt. Annapurna, K.V.S. Pavan Teja, Dr. Y. Satyanarayana MurtyDocumento7 pagineA Comparative Study On Mobile Platforms (Android vs. IOS) : Smt. Annapurna, K.V.S. Pavan Teja, Dr. Y. Satyanarayana MurtyAravindhNessuna valutazione finora
- Globe Telecommunications Swot AnalysisDocumento5 pagineGlobe Telecommunications Swot AnalysisCarmella Belen50% (4)
- List Lay Cable For ControlDocumento5 pagineList Lay Cable For ControlBayu SeptiadiNessuna valutazione finora
- Spring SecurityDocumento134 pagineSpring SecurityFulano de TalNessuna valutazione finora
- Pbdocs Traktoren Zetor 117 41 Forterra eDocumento1 paginaPbdocs Traktoren Zetor 117 41 Forterra eZoran RajčevićNessuna valutazione finora
- UKOOA Telecoms GuidelinesDocumento35 pagineUKOOA Telecoms GuidelinesmaarutzNessuna valutazione finora
- 14 MibsDocumento38 pagine14 MibsSherif_SalamaNessuna valutazione finora
- CS-C12BKPG Cu-2c24bkp5gDocumento70 pagineCS-C12BKPG Cu-2c24bkp5gDũng LêNessuna valutazione finora
- Performance Improvement of Alternators With SwitchDocumento9 paginePerformance Improvement of Alternators With SwitchfatihNessuna valutazione finora
- Airbus Peter Sander The Future of Alm 3d Printing Airbus Innovation Days 2016Documento10 pagineAirbus Peter Sander The Future of Alm 3d Printing Airbus Innovation Days 2016Хардип ЗинтаNessuna valutazione finora
- Product Data Sheet: Gypframe® MF5 Ceiling SectionDocumento2 pagineProduct Data Sheet: Gypframe® MF5 Ceiling SectionJanna BakeerNessuna valutazione finora
- 1327 Brochure LPKF Protomats S Series enDocumento8 pagine1327 Brochure LPKF Protomats S Series enAlexNessuna valutazione finora
- Chillers Sequence of OperationDocumento23 pagineChillers Sequence of OperationAshraf TurkyNessuna valutazione finora
- GT-8 ManualDocumento100 pagineGT-8 Manualxxsamhalnxx5204Nessuna valutazione finora
- 1 Question Bank For Unit 1Documento11 pagine1 Question Bank For Unit 1Ajay KareNessuna valutazione finora
- Introduction of CENTUM VP R6 RS R4 FullDocumento98 pagineIntroduction of CENTUM VP R6 RS R4 FullmohamedfaizykaNessuna valutazione finora
- Darshan TradingDocumento61 pagineDarshan TradingShobha SinghNessuna valutazione finora
- ScriptCase 9.6.018 Crack Serial Number Latest Keygen Download 2021Documento1 paginaScriptCase 9.6.018 Crack Serial Number Latest Keygen Download 2021DILANE PRO officielNessuna valutazione finora
- Week3 Modulation BasicsDocumento30 pagineWeek3 Modulation BasicsAbdulrahman AlsomaliNessuna valutazione finora
- Rate Monotonic Scheduling: Group - 12Documento19 pagineRate Monotonic Scheduling: Group - 12Brajmohan kr SinghNessuna valutazione finora
- Fully Automated 3D Colon Segmentation and Volume Rendering in Virtual RealityDocumento9 pagineFully Automated 3D Colon Segmentation and Volume Rendering in Virtual RealityJamil Al-idrusNessuna valutazione finora
- Smart™ Sensors: Tilted Element™ Thru-HullDocumento2 pagineSmart™ Sensors: Tilted Element™ Thru-HullDannerNessuna valutazione finora
- Product Highlights: All Gigabit PortsDocumento5 pagineProduct Highlights: All Gigabit Portssaumal20Nessuna valutazione finora
- Comsol PricelistDocumento4 pagineComsol PricelistKalipada SenNessuna valutazione finora