Potrebbero piacerti anche
- Electrical Symbols and SchematicsDocumento42 pagineElectrical Symbols and Schematicsapi-384232693% (14)
- Calgary Pump Symposium Seal Specification PresentationDocumento36 pagineCalgary Pump Symposium Seal Specification PresentationReyes SanchezNessuna valutazione finora
- Troubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreDa EverandTroubleshooting Rotating Machinery: Including Centrifugal Pumps and Compressors, Reciprocating Pumps and Compressors, Fans, Steam Turbines, Electric Motors, and MoreNessuna valutazione finora
- 6th Central Pay Commission Salary CalculatorDocumento15 pagine6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- B3-Spare Parts CatalogueDocumento324 pagineB3-Spare Parts CatalogueTansu MavunacıNessuna valutazione finora
- Axip 0057a InterDocumento62 pagineAxip 0057a InterJose MariaNessuna valutazione finora
- Design of Steel BeamsDocumento25 pagineDesign of Steel Beamsronaldnyirenda2230Nessuna valutazione finora
- BearingDocumento41 pagineBearingM.IBRAHEEMNessuna valutazione finora
- Suzuki DR650SE 1996-2001 Service ManualDocumento261 pagineSuzuki DR650SE 1996-2001 Service ManualKövér PéterNessuna valutazione finora
- Centrifugal Pump Troubleshooting GuideDocumento10 pagineCentrifugal Pump Troubleshooting GuideSteve Sund100% (1)
- Fluid Mechanics Worked Examples For EngineersDocumento164 pagineFluid Mechanics Worked Examples For EngineersKarishma Juttun95% (37)
- Mechanical Seal Design, Operation and Maintenance ProblemsDocumento5 pagineMechanical Seal Design, Operation and Maintenance Problemschazz29hkNessuna valutazione finora
- Fitness For Service AssessmentDocumento13 pagineFitness For Service Assessmentwsjouri2510Nessuna valutazione finora
- Vibrations in Reciprocating CompressorsDocumento15 pagineVibrations in Reciprocating Compressorschaitanya_kumar_13Nessuna valutazione finora
- Checking Bearing AlignmentDocumento4 pagineChecking Bearing AlignmentTheerayootNessuna valutazione finora
- Failure Mode and Effects Analysis1Documento6 pagineFailure Mode and Effects Analysis1VLASTARNessuna valutazione finora
- Simple Mill PresentationDocumento74 pagineSimple Mill PresentationCesar Rjszvl100% (2)
- Soft Foot - What It Is and How To Minimize ItDocumento6 pagineSoft Foot - What It Is and How To Minimize ItilyasNessuna valutazione finora
- Blast Resistant Building DesignDocumento8 pagineBlast Resistant Building DesignftmrlNessuna valutazione finora
- Advanced Turbo MachineryDocumento2 pagineAdvanced Turbo Machineryjvinod2025Nessuna valutazione finora
- Blast Resistant BuildingsDocumento25 pagineBlast Resistant BuildingsomermmkaNessuna valutazione finora
- 1 Magnetic-Drive-PumpsDocumento19 pagine1 Magnetic-Drive-PumpsMuzammil PiyarjiNessuna valutazione finora
- Toro WheelHorse Accessories Interchange 2000-1955-2000Documento110 pagineToro WheelHorse Accessories Interchange 2000-1955-2000Kevins Small Engine and Tractor Service100% (2)
- Blast Resistant Modular BuildingsDocumento6 pagineBlast Resistant Modular BuildingsJaime Hernandez100% (1)
- Stan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineDa EverandStan Shiels on centrifugal pumps: Collected articles from 'World Pumps' magazineValutazione: 5 su 5 stelle5/5 (1)
- Recommended Approach To Control Vibration From Cylinder Gas ForcesDocumento14 pagineRecommended Approach To Control Vibration From Cylinder Gas ForcesKelly Eberle100% (1)
- Mbe 926 PDFDocumento2 pagineMbe 926 PDFRodolfo Alberto Muñoz Carcamo0% (1)
- Critical Speed in Rotating MachineryDocumento10 pagineCritical Speed in Rotating Machineryridzim4638Nessuna valutazione finora
- Trane SemiHermetic CompressorsDocumento169 pagineTrane SemiHermetic CompressorsGerson RomeroNessuna valutazione finora
- Case Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferDa EverandCase Studies in Mechanical Engineering: Decision Making, Thermodynamics, Fluid Mechanics and Heat TransferValutazione: 5 su 5 stelle5/5 (2)
- TM 5-9005 PIPE LINE EQUIPMENT SET, 1945Documento31 pagineTM 5-9005 PIPE LINE EQUIPMENT SET, 1945Advocate100% (1)
- Case Study Tuning Out Difficult Torsional Vibration ProblemDocumento15 pagineCase Study Tuning Out Difficult Torsional Vibration Problempathakshashank100% (1)
- Ee462 Final ElectricalDocumento154 pagineEe462 Final ElectricalQuophi Click Lyftted100% (1)
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDa EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNessuna valutazione finora
- Pressure Dam Bearings USEFULDocumento16 paginePressure Dam Bearings USEFULAmna ChaudaryNessuna valutazione finora
- Pump RotordynamicsDocumento26 paginePump RotordynamicsHalil İbrahim Küplü100% (1)
- How to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesDa EverandHow to Select the Right Centrifugal Pump: A Brief Survey of Centrifugal Pump Selection Best PracticesValutazione: 5 su 5 stelle5/5 (1)
- Seal Troubleshooting - EnglishDocumento24 pagineSeal Troubleshooting - EnglishGerson SalinasNessuna valutazione finora
- 2 How To Make A Pump Selection - Intro To PumpsDocumento7 pagine2 How To Make A Pump Selection - Intro To PumpsMohammed MustafaNessuna valutazione finora
- CMVA2010 Pump Cavitation PresentationDocumento30 pagineCMVA2010 Pump Cavitation PresentationHéctor RiveraNessuna valutazione finora
- Pump Wisdom: Problem Solving for Operators and SpecialistsDa EverandPump Wisdom: Problem Solving for Operators and SpecialistsNessuna valutazione finora
- Turbo Daily-Use and MaintenanceDocumento152 pagineTurbo Daily-Use and MaintenanceMilosSanjaPop100% (1)
- Gasket Design BrochureDocumento70 pagineGasket Design BrochurepandiangvNessuna valutazione finora
- Mechanical Seal Principles Chesterton)Documento6 pagineMechanical Seal Principles Chesterton)Joon EeoNessuna valutazione finora
- Why Centrifugal Pumps Can Overload MotorsDocumento4 pagineWhy Centrifugal Pumps Can Overload MotorsKamal UddinNessuna valutazione finora
- Pid Legend PDFDocumento1 paginaPid Legend PDFSocMed Dtk UI0% (1)
- 4.10 Shaft SealingDocumento11 pagine4.10 Shaft SealingSandi AslanNessuna valutazione finora
- Experiment 7-Pump Performance - Single PumpDocumento12 pagineExperiment 7-Pump Performance - Single PumpVasanthan Rao0% (1)
- Top 10 Rotating Equipment Engineer Interview Questions and AnswersDocumento17 pagineTop 10 Rotating Equipment Engineer Interview Questions and AnswersSathishkumar VeluNessuna valutazione finora
- Rotary Screw CompressorDocumento4 pagineRotary Screw CompressorNAYEEMNessuna valutazione finora
- Measure Screw Compressor VibrationDocumento21 pagineMeasure Screw Compressor VibrationSamir BenabdallahNessuna valutazione finora
- Centrifugal Pump OverloadingDocumento2 pagineCentrifugal Pump OverloadingAbdul AlimNessuna valutazione finora
- Bomba ZieglerDocumento66 pagineBomba Zieglermare100% (1)
- P178Documento9 pagineP178keepmoshingNessuna valutazione finora
- PM 6359Documento76 paginePM 6359Rana Adnan FakharNessuna valutazione finora
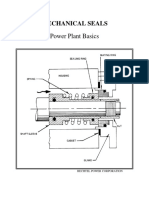
- Mechanical Seals: Power Plant BasicsDocumento26 pagineMechanical Seals: Power Plant BasicsService Port100% (1)
- ISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesDocumento5 pagineISOMAG - Pump - Zone - Reprint-Bearing Protection DevicesChandra SimanjuntakNessuna valutazione finora
- Root Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedDocumento8 pagineRoot Cause Analysis: HPDGA 1000 KW Centrifugal Pump High Vibration ResolvedAbdulrahman AlkhowaiterNessuna valutazione finora
- PumpsDocumento45 paginePumpsMehmood Ul Hassan100% (1)
- API PLAN 23 COOLINGDocumento3 pagineAPI PLAN 23 COOLINGsapu11jagat5855Nessuna valutazione finora
- Maintain Hitachi Centrifugal Compressor (BCH TypeDocumento44 pagineMaintain Hitachi Centrifugal Compressor (BCH TypeFrankSelyNessuna valutazione finora
- All Type of Pump-By Majid HamedyniaDocumento16 pagineAll Type of Pump-By Majid Hamedyniamajid100% (2)
- Atex PumpDocumento31 pagineAtex PumpZMARKANOVICNessuna valutazione finora
- Alignment Shaft Thermal GrowthDocumento6 pagineAlignment Shaft Thermal Growthmmcsw6624Nessuna valutazione finora
- Pressurized Mech Seals Piping PlansDocumento9 paginePressurized Mech Seals Piping PlanssachinumaryeNessuna valutazione finora
- 3.2 Atex GLRD enDocumento19 pagine3.2 Atex GLRD enatenciaj100% (1)
- Jensen Mixer Series 600 IOM 2010Documento24 pagineJensen Mixer Series 600 IOM 2010SergioNessuna valutazione finora
- Tubular Casing Pumps by KSBDocumento16 pagineTubular Casing Pumps by KSBGogyNessuna valutazione finora
- Complete - Nicholson Designers Guide - 3rd EditionDocumento177 pagineComplete - Nicholson Designers Guide - 3rd Editionwdelgado2011Nessuna valutazione finora
- Evaluation of Tilting Pad Thrust Bearings PDFDocumento10 pagineEvaluation of Tilting Pad Thrust Bearings PDFVILLANUEVA_DANIEL2064Nessuna valutazione finora
- Centrifugal Damper CatDocumento8 pagineCentrifugal Damper CatAdil Shahzad100% (2)
- Canned Motor Pumps in Refinery PDFDocumento2 pagineCanned Motor Pumps in Refinery PDFthawdarNessuna valutazione finora
- Roots Blower Booster Vacuum Pump OilDocumento9 pagineRoots Blower Booster Vacuum Pump OilsupervacoilsNessuna valutazione finora
- Plant Maintenance A Complete Guide - 2020 EditionDa EverandPlant Maintenance A Complete Guide - 2020 EditionNessuna valutazione finora
- Control Fundamentals: Terminology and SymbolsDocumento28 pagineControl Fundamentals: Terminology and Symbolsm_holbornNessuna valutazione finora
- Writing Effective Requirements For Technical SpecificationDocumento14 pagineWriting Effective Requirements For Technical SpecificationSrinathNessuna valutazione finora
- Ash DamageDocumento27 pagineAsh DamageNataliya Kompaniyets-JouriNessuna valutazione finora
- Cahier Technique No. 208: Electronic Starters and Variable Speed DrivesDocumento30 pagineCahier Technique No. 208: Electronic Starters and Variable Speed DrivesQuique GodoyNessuna valutazione finora
- Control Fundamentals: Terminology and SymbolsDocumento28 pagineControl Fundamentals: Terminology and Symbolsm_holbornNessuna valutazione finora
- How To Write Software Requirements SpecificationDocumento5 pagineHow To Write Software Requirements SpecificationNataliya Kompaniyets-JouriNessuna valutazione finora
- Beam Tut1 PDFDocumento0 pagineBeam Tut1 PDFNerinel CoronadoNessuna valutazione finora
- Control Fundamentals: Terminology and SymbolsDocumento28 pagineControl Fundamentals: Terminology and Symbolsm_holbornNessuna valutazione finora
- Cahier Technique No. 208: Electronic Starters and Variable Speed DrivesDocumento30 pagineCahier Technique No. 208: Electronic Starters and Variable Speed DrivesQuique GodoyNessuna valutazione finora
- Analysis of A Fractured Crane Frame WeldmentDocumento7 pagineAnalysis of A Fractured Crane Frame Weldmentwsjouri2510Nessuna valutazione finora
- Dept. of Energy - Chemistry 2of2Documento138 pagineDept. of Energy - Chemistry 2of2shivadogNessuna valutazione finora
- FatigueDocumento16 pagineFatiguevinod_eicsNessuna valutazione finora
- Pump Wear and Wear RingsDocumento3 paginePump Wear and Wear Ringswsjouri2510Nessuna valutazione finora
- Beams On Elastic FoundationsDocumento6 pagineBeams On Elastic Foundationswsjouri2510Nessuna valutazione finora
- Semiconductors ESDDocumento36 pagineSemiconductors ESDwsjouri2510Nessuna valutazione finora
- Pump WearDocumento6 paginePump WearSumeet SawantNessuna valutazione finora
- Turbine MeterDocumento8 pagineTurbine Meterwsjouri2510Nessuna valutazione finora
- Orifice PlatesDocumento6 pagineOrifice Plateswsjouri2510Nessuna valutazione finora
- Orifice Plate Flow MetersDocumento8 pagineOrifice Plate Flow MetersGaurav Dhiman100% (1)
- Performing Wire RepairDocumento38 paginePerforming Wire Repairwsjouri2510Nessuna valutazione finora
- Bridges and CircuitsDocumento68 pagineBridges and Circuitswsjouri2510Nessuna valutazione finora
- API Datasheet 101-PA-18 18ADocumento1 paginaAPI Datasheet 101-PA-18 18Arameshkarthik810Nessuna valutazione finora
- 2012-03-09 Die Mercedes-Benz Dieselmotoren Powertrains Für Die Neue A - Und B-Klasse - ENDocumento20 pagine2012-03-09 Die Mercedes-Benz Dieselmotoren Powertrains Für Die Neue A - Und B-Klasse - ENFayez AlnamarnehNessuna valutazione finora
- Hydroo HF - HX - HNDocumento9 pagineHydroo HF - HX - HNAntonNessuna valutazione finora
- For More Visit WWW - Ktunotes.in: LI N E ARM O T O RSDocumento23 pagineFor More Visit WWW - Ktunotes.in: LI N E ARM O T O RSNANDHAKUMAR ANessuna valutazione finora
- Pelton Turbine - Parts, Working and Design AspectsDocumento11 paginePelton Turbine - Parts, Working and Design AspectsPrasenjit SahaNessuna valutazione finora
- Page: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-MAR-18494378-004 PDFDocumento4 paginePage: M-1 of M-4 © 2017 Caterpillar All Rights Reserved MSS-MAR-18494378-004 PDFJosh ReneNessuna valutazione finora
- Allegra X-12, X-15R Section 3Documento22 pagineAllegra X-12, X-15R Section 3fibmetNessuna valutazione finora
- Filling, Stoppering and Capping MachinesDocumento8 pagineFilling, Stoppering and Capping MachinesnuonculNessuna valutazione finora
- New Microsoft Word DocumentDocumento7 pagineNew Microsoft Word DocumentAnil KandakatlaNessuna valutazione finora
- 3 HvacDocumento31 pagine3 HvacFazli SubhanNessuna valutazione finora
- BELARUS-510 - Minsk Tractor Works PDFDocumento3 pagineBELARUS-510 - Minsk Tractor Works PDFLAliNessuna valutazione finora
- 11 Track-Type LoaderDocumento2 pagine11 Track-Type LoaderSashNessuna valutazione finora
- NL PrdescrDocumento256 pagineNL PrdescrJimmy BobbyNessuna valutazione finora
- Compression Test ProcedureDocumento2 pagineCompression Test ProcedureMoh DeBrNessuna valutazione finora
- Sample QuestionsDocumento4 pagineSample QuestionsdubstepoNessuna valutazione finora
- Caterpillar Cat 235D EXCAVATOR (Prefix 8KJ) Service Repair Manual (8KJ00001 and Up)Documento30 pagineCaterpillar Cat 235D EXCAVATOR (Prefix 8KJ) Service Repair Manual (8KJ00001 and Up)rpoy9396615Nessuna valutazione finora
- Seminar ReportDocumento15 pagineSeminar ReportSachin Igoor100% (1)
- H300L SvcManualDocumento44 pagineH300L SvcManualcontato.olokoclipsNessuna valutazione finora