Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Curriculum Vitae: (Manager Projects & Planner For EPC Projects)Documento3 pagineCurriculum Vitae: (Manager Projects & Planner For EPC Projects)vinod_eicsNessuna valutazione finora
- New Microsoft Office Word DocumentDocumento2 pagineNew Microsoft Office Word Documentvinod_eicsNessuna valutazione finora
- Vinod Kumar - K J S Cement PDFDocumento4 pagineVinod Kumar - K J S Cement PDFvinod_eicsNessuna valutazione finora
- Sdgi VINODLATADocumento1 paginaSdgi VINODLATAvinod_eicsNessuna valutazione finora
- AppreciationDocumento4 pagineAppreciationvinod_eicsNessuna valutazione finora
- UPSC - Candidate's Application Details (Registration-Id - 11311829489) PDFDocumento1 paginaUPSC - Candidate's Application Details (Registration-Id - 11311829489) PDFvinod_eicsNessuna valutazione finora
- Gmail - Call For Interview PDFDocumento2 pagineGmail - Call For Interview PDFvinod_eicsNessuna valutazione finora
- Cement ProjectsDocumento5 pagineCement Projectsvinod_eicsNessuna valutazione finora
- New Microsoft Office Word DocumentDocumento2 pagineNew Microsoft Office Word Documentvinod_eicsNessuna valutazione finora
- IRCTC LTD, Booked Ticket Printing PDFDocumento2 pagineIRCTC LTD, Booked Ticket Printing PDFvinod_eicsNessuna valutazione finora
- Design of My New Building4 PDFDocumento1 paginaDesign of My New Building4 PDFvinod_eicsNessuna valutazione finora
- Design of My New Building PDFDocumento1 paginaDesign of My New Building PDFvinod_eicsNessuna valutazione finora
- Vinodkumar kjs-14.10.13 PDFDocumento4 pagineVinodkumar kjs-14.10.13 PDFvinod_eicsNessuna valutazione finora
- Reference For CoachDocumento18 pagineReference For Coachvinod_eicsNessuna valutazione finora
- KJS JL-28.08.13 PDFDocumento2 pagineKJS JL-28.08.13 PDFvinod_eicsNessuna valutazione finora
- New Microsoft Office Word DocumentDocumento2 pagineNew Microsoft Office Word Documentvinod_eicsNessuna valutazione finora
- Additional Complex Number Problems PDFDocumento2 pagineAdditional Complex Number Problems PDFvinod_eicsNessuna valutazione finora
- Work Schedule-Geic-001Documento11 pagineWork Schedule-Geic-001vinod_eicsNessuna valutazione finora
- AppreciationDocumento4 pagineAppreciationvinod_eicsNessuna valutazione finora
- To Me, Timeoffice, Vinkumar - Hbti: 10:54 AM (22 Hours Ago)Documento1 paginaTo Me, Timeoffice, Vinkumar - Hbti: 10:54 AM (22 Hours Ago)vinod_eicsNessuna valutazione finora
- Machine or Component: This BOQ Applies To Order NO.: Machine: Stage 4-3 Riser Duct String 1Documento2 pagineMachine or Component: This BOQ Applies To Order NO.: Machine: Stage 4-3 Riser Duct String 1vinod_eicsNessuna valutazione finora
- English Learning - P1Documento7 pagineEnglish Learning - P1vinod_eicsNessuna valutazione finora
- M/S. K J S Cement Limited: For-6000 TPD Cement PlantDocumento3 pagineM/S. K J S Cement Limited: For-6000 TPD Cement Plantvinod_eicsNessuna valutazione finora
- Laplace Transforms ExplainedDocumento17 pagineLaplace Transforms ExplainedVinod Kumar VermaNessuna valutazione finora
- Material Handling (Ranjan Beg)Documento3 pagineMaterial Handling (Ranjan Beg)vinod_eicsNessuna valutazione finora
- Cost Estimation For Fabrication and Erection of Pipe Line & FittingsDocumento4 pagineCost Estimation For Fabrication and Erection of Pipe Line & Fittingsvinod_eicsNessuna valutazione finora
- Machine Calciner Section: This BOQ Applies To Order NO.: MachineDocumento2 pagineMachine Calciner Section: This BOQ Applies To Order NO.: Machinevinod_eicsNessuna valutazione finora
- Agency:Vidhata Entreprises Bill No:Ra 04: Total 97747.70 97747.70Documento5 pagineAgency:Vidhata Entreprises Bill No:Ra 04: Total 97747.70 97747.70vinod_eicsNessuna valutazione finora
- Report For Pipe Line-09.08.12Documento4 pagineReport For Pipe Line-09.08.12vinod_eicsNessuna valutazione finora
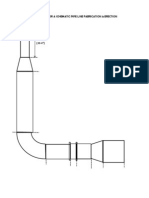
- Estimation of Cost For A Schematic Pipe Line Fabrication & ErectionDocumento5 pagineEstimation of Cost For A Schematic Pipe Line Fabrication & Erectionvinod_eicsNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Sri Arunachala Stuti PanchakamDocumento199 pagineSri Arunachala Stuti Panchakamssaripa1957Nessuna valutazione finora
- I M L D: Ntroduction Ystery of Ife and EathDocumento6 pagineI M L D: Ntroduction Ystery of Ife and EathChin Chun Chan ReloadedNessuna valutazione finora
- Act 3, Scene 5Documento11 pagineAct 3, Scene 5Media Teacher100% (7)
- Celloidin EmbeddingDocumento14 pagineCelloidin EmbeddingS.Anu Priyadharshini100% (1)
- Hero Realms Ruin of Thandar RulesDocumento40 pagineHero Realms Ruin of Thandar Rulespavlitos kokaNessuna valutazione finora
- The True Story of PocahontasDocumento22 pagineThe True Story of PocahontasKatherinFontechaNessuna valutazione finora
- Wisdom of Hindu Philosophy Conversations With Swami Chinmayanda Nancy Patchen FreemanDocumento50 pagineWisdom of Hindu Philosophy Conversations With Swami Chinmayanda Nancy Patchen FreemansrivatsaNessuna valutazione finora
- Pro Wrestling Illustrated 2014-07Documento116 paginePro Wrestling Illustrated 2014-07Vivien Dudás50% (2)
- Chap3 ResistanceDocumento40 pagineChap3 Resistancebree789Nessuna valutazione finora
- Commonlit Mother-And-Daughter Student-Pages-DeletedDocumento5 pagineCommonlit Mother-And-Daughter Student-Pages-Deletedapi-428628528Nessuna valutazione finora
- Bruce Lee's Strength TrainingDocumento4 pagineBruce Lee's Strength TrainingSoke1100% (1)
- Origami: by Joseph ChangDocumento12 pagineOrigami: by Joseph ChangmoahmedNessuna valutazione finora
- The Seventh Tower (V1-3)Documento312 pagineThe Seventh Tower (V1-3)Dale Earles100% (1)
- O Brother, Where Art ThouDocumento38 pagineO Brother, Where Art Thouharrybiscuit100% (4)
- Class 8 - TopicsDocumento33 pagineClass 8 - TopicsAmit GuptaNessuna valutazione finora
- Islamic Calendar 2014Documento12 pagineIslamic Calendar 2014Dewi Nur JuliawatiNessuna valutazione finora
- Mnemocultural affirmations explores memory in Indian cultureDocumento6 pagineMnemocultural affirmations explores memory in Indian cultureD. Venkat RaoNessuna valutazione finora
- Avd ListDocumento7 pagineAvd ListRasheed Basha ShaikNessuna valutazione finora
- The Aesthetic Appreciator in Sanskrit PoeticsDocumento9 pagineThe Aesthetic Appreciator in Sanskrit PoeticsSandraniNessuna valutazione finora
- Essays On SanskritDocumento3 pagineEssays On SanskritiamkuttyNessuna valutazione finora
- Soudal Soudaflex 40FC DataDocumento2 pagineSoudal Soudaflex 40FC DatarekcahzNessuna valutazione finora
- Online Vegetable StoreDocumento10 pagineOnline Vegetable Storestudent id100% (1)
- Ballroom Dance NotesDocumento12 pagineBallroom Dance Notesmaelin dagohoyNessuna valutazione finora
- Nabokov Likes DislikesDocumento3 pagineNabokov Likes DislikesFalcon PunchNessuna valutazione finora
- Test DocnDocumento4 pagineTest DocnTamuna TsukhishviliNessuna valutazione finora
- Julius Bloom CatalogDocumento143 pagineJulius Bloom Catalogjrobinson817830% (1)
- Mintmade Fashion: Fresh Designs From Bygone ErasDocumento15 pagineMintmade Fashion: Fresh Designs From Bygone ErasShivani ShivaprasadNessuna valutazione finora
- Rhythm Explored Jordan Rudess PDFDocumento15 pagineRhythm Explored Jordan Rudess PDFKedma FrancielleNessuna valutazione finora
- Beliver's Authority - Shephat PhiriDocumento110 pagineBeliver's Authority - Shephat PhiriTahpehs Phiri100% (1)
- Canticle of ZechariahDocumento4 pagineCanticle of ZechariahILikeMozart821Nessuna valutazione finora