Potrebbero piacerti anche
- Enhanced Avionics System A Complete Guide - 2020 EditionDa EverandEnhanced Avionics System A Complete Guide - 2020 EditionNessuna valutazione finora
- UL P92 Echo Super IPC Full - Ed1R3Documento99 pagineUL P92 Echo Super IPC Full - Ed1R3Rafael RafaelNessuna valutazione finora
- 190 02207 A6 - 01Documento6 pagine190 02207 A6 - 01Charitha SubasingheNessuna valutazione finora
- Safety Wire LockingDocumento1 paginaSafety Wire LockingUmeshdutt SridatNessuna valutazione finora
- 208DN00Documento168 pagine208DN00william abraaoNessuna valutazione finora
- General: Cessna Citation XLS - ElectricalDocumento9 pagineGeneral: Cessna Citation XLS - ElectricalMohammed MilatNessuna valutazione finora
- ASBAS350630009ENR2ERRDocumento14 pagineASBAS350630009ENR2ERRBruno Alonso PachecoNessuna valutazione finora
- MccauleyDocumento14 pagineMccauleyjose luis rocha marquezNessuna valutazione finora
- DO-160G Section 21 1Documento1 paginaDO-160G Section 21 1JizzPontesNessuna valutazione finora
- SL Hartzell 2016Documento36 pagineSL Hartzell 2016Alexis KidemaNessuna valutazione finora
- Asd-Ste100 - Issue 8Documento424 pagineAsd-Ste100 - Issue 8David DelemerNessuna valutazione finora
- Powertrim PumpeDocumento26 paginePowertrim PumpeBilly12369Nessuna valutazione finora
- 8 930Documento3 pagine8 930J100% (1)
- DGAC-INDONESIA List of Airworthiness Directives 2010Documento63 pagineDGAC-INDONESIA List of Airworthiness Directives 2010Estevam Gomes de AzevedoNessuna valutazione finora
- ASBAS350620042ENR0Documento23 pagineASBAS350620042ENR0Dinesh Bandara100% (1)
- CS EtsoDocumento428 pagineCS EtsomohamadrezsepahamiriNessuna valutazione finora
- Instructions Continued AirworthinessDocumento18 pagineInstructions Continued AirworthinessHugo GonzalezNessuna valutazione finora
- Sil680 0040 000 25 001 - RevDocumento3 pagineSil680 0040 000 25 001 - Revhuutri824849Nessuna valutazione finora
- Robinson Series 22 - 44Documento39 pagineRobinson Series 22 - 44Oscar Arias100% (1)
- Flight Manual: P92 E P92 E /100Documento56 pagineFlight Manual: P92 E P92 E /100Fernando José FerreiraNessuna valutazione finora
- CAP747Documento448 pagineCAP747diana_veronicaNessuna valutazione finora
- SD 3-30 TCDocumento29 pagineSD 3-30 TCAnnekeNessuna valutazione finora
- Stratus 3i Installation GuideDocumento8 pagineStratus 3i Installation GuideCristhian Camilo Brand GiraldoNessuna valutazione finora
- Aircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance ManualDocumento173 pagineAircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance Manual Aircraft Maintenance ManualMohammad JaleelNessuna valutazione finora
- P.S of Engine Removal and Installation-100Documento16 pagineP.S of Engine Removal and Installation-100Sudheesh KalathilNessuna valutazione finora
- Basic Maintenance Experience Logbook For EASA Part 66 LicenseDocumento54 pagineBasic Maintenance Experience Logbook For EASA Part 66 LicenseluigennaNessuna valutazione finora
- AC-23-8 ENSAIO EM VÔO Final-Part1Documento174 pagineAC-23-8 ENSAIO EM VÔO Final-Part1Marcus DragoNessuna valutazione finora
- Calibrate Your Airspeed IndicatorDocumento2 pagineCalibrate Your Airspeed IndicatorReginaldoNessuna valutazione finora
- Information Letter 205-03-33 212-03-53 UH-1H-II-03-16: A Subsidiary of Textron, IncDocumento4 pagineInformation Letter 205-03-33 212-03-53 UH-1H-II-03-16: A Subsidiary of Textron, IncAli SyahbanaNessuna valutazione finora
- B737 Ch70 STD PracticesDocumento21 pagineB737 Ch70 STD PracticesAhmed Abdoul ZaherNessuna valutazione finora
- Resume FOR AMEDocumento3 pagineResume FOR AMERohit RizalNessuna valutazione finora
- DOT Certification Data for Beechcraft Textron Aircraft ModelsDocumento57 pagineDOT Certification Data for Beechcraft Textron Aircraft ModelsElmer VillegasNessuna valutazione finora
- Throttle Linkage CheckDocumento4 pagineThrottle Linkage Checkjbert55Nessuna valutazione finora
- Mil HDBK 337Documento345 pagineMil HDBK 337Anonymous omN4DqNessuna valutazione finora
- Boeing 737-522 Fleet Specs and Avionics ListDocumento3 pagineBoeing 737-522 Fleet Specs and Avionics ListcypNessuna valutazione finora
- Service Bulletin: Piper Considers Compliance MandatoryDocumento5 pagineService Bulletin: Piper Considers Compliance MandatoryJean AbrialNessuna valutazione finora
- PT6A 25SBindex CGA PDFDocumento20 paginePT6A 25SBindex CGA PDFandresNessuna valutazione finora
- Service Information About Lycoming EnginesDocumento4 pagineService Information About Lycoming EnginesPocs MadarNessuna valutazione finora
- AAC Guidelines and Directives 1998-2013Documento2 pagineAAC Guidelines and Directives 1998-2013Rohit YadavNessuna valutazione finora
- 2007 04 19R1Documento24 pagine2007 04 19R1Yaşar AkyıldızNessuna valutazione finora
- Continued Aiirworthiness - Model 200 SériesDocumento129 pagineContinued Aiirworthiness - Model 200 SériesGabriel vieiraNessuna valutazione finora
- Faa Aircraft Maintenance PDFDocumento2 pagineFaa Aircraft Maintenance PDFGary100% (1)
- GMA 35 - 35c, IM, 190-00858-11, Rev 3-16Documento55 pagineGMA 35 - 35c, IM, 190-00858-11, Rev 3-16esedgar100% (1)
- Receiving Inspections Power Point 10-22-16Documento52 pagineReceiving Inspections Power Point 10-22-16Darby MorganNessuna valutazione finora
- Bollettino Tecnico: The Technical Content of This Document Is Approved Under The Authority of DOA Nr. EASA.21J.005Documento33 pagineBollettino Tecnico: The Technical Content of This Document Is Approved Under The Authority of DOA Nr. EASA.21J.005nandapassosNessuna valutazione finora
- EltDocumento17 pagineEltVS KRISHNA KUMARNessuna valutazione finora
- A28NM Type Certification Data Sheet for Airbus A318 SeriesDocumento45 pagineA28NM Type Certification Data Sheet for Airbus A318 SeriesAratz HernandezNessuna valutazione finora
- Instructions For Continued Airworthiness 03 2019Documento10 pagineInstructions For Continued Airworthiness 03 2019Santiago GuzmanNessuna valutazione finora
- Standard Practices Manual: Chapter 1: Cleaning Chapter 2: Paint and FinishDocumento212 pagineStandard Practices Manual: Chapter 1: Cleaning Chapter 2: Paint and FinishFarhan AbdillahNessuna valutazione finora
- Calibration Procedure FOR Balance/Analyzer 8500C: Technical ManualDocumento25 pagineCalibration Procedure FOR Balance/Analyzer 8500C: Technical ManualEliana Guzman100% (3)
- Main Landing Gear and Doors - Maintenance PracticesDocumento23 pagineMain Landing Gear and Doors - Maintenance Practicesimran_istNessuna valutazione finora
- Ac Servos DrivesDocumento357 pagineAc Servos DrivesMario CarmonaNessuna valutazione finora
- EPIRB Tester 5410 MKII HandbookDocumento22 pagineEPIRB Tester 5410 MKII Handbookdashu3873Nessuna valutazione finora
- Service Information Letter: Flight Management System (FMS) Version MatrixDocumento7 pagineService Information Letter: Flight Management System (FMS) Version MatrixAlphard DarmawanNessuna valutazione finora
- The New Piper Aircraft, Inc.: Airplane Maintenance ManualDocumento746 pagineThe New Piper Aircraft, Inc.: Airplane Maintenance ManualDaniel Lobato BernardesNessuna valutazione finora
- Aero Supplies - Catalogue CHAPTER 6 (505-595) PDFDocumento91 pagineAero Supplies - Catalogue CHAPTER 6 (505-595) PDFJerome Cardenas TablacNessuna valutazione finora
- SL162B Helicoil PDFDocumento2 pagineSL162B Helicoil PDFjeffrey_fay100% (2)
- 2012-05-09 Apache Maintenance ManualDocumento5 pagine2012-05-09 Apache Maintenance ManualScott McLainNessuna valutazione finora
- At Turbo TechDocumento20 pagineAt Turbo Tech1mmahoney100% (1)
- TelemarkMinDocPlansShuffled 2ndMinDocDeferred 17feb09Documento1 paginaTelemarkMinDocPlansShuffled 2ndMinDocDeferred 17feb091mmahoneyNessuna valutazione finora
- Ipst WhitepaperDocumento10 pagineIpst Whitepaper1mmahoneyNessuna valutazione finora
- Afton Chemical HiTEC-317 - PDSDocumento2 pagineAfton Chemical HiTEC-317 - PDS1mmahoneyNessuna valutazione finora
- Afton Chemical Gear Oil Additives HiTEC-315 - PDSDocumento2 pagineAfton Chemical Gear Oil Additives HiTEC-315 - PDS1mmahoneyNessuna valutazione finora
- Bearing Lubrication With Refrigerant 1996Documento7 pagineBearing Lubrication With Refrigerant 19961mmahoneyNessuna valutazione finora
- ACG Phase 1 EIA Executive SummaryDocumento55 pagineACG Phase 1 EIA Executive Summary1mmahoneyNessuna valutazione finora
- Enercom 022008Documento27 pagineEnercom 0220081mmahoneyNessuna valutazione finora
- Gomez Sept2006Documento48 pagineGomez Sept20061mmahoneyNessuna valutazione finora
- GMF BrochureDocumento4 pagineGMF Brochure1mmahoneyNessuna valutazione finora
- Quickstart LicensingDocumento6 pagineQuickstart Licensing1mmahoneyNessuna valutazione finora
- Vacuum Contactor BrochureDocumento16 pagineVacuum Contactor Brochure1mmahoneyNessuna valutazione finora
- 03-04-01 Offshore Capabilities - PoriDocumento33 pagine03-04-01 Offshore Capabilities - Pori1mmahoneyNessuna valutazione finora
- Aug2009 ATP Presentation PDFDocumento29 pagineAug2009 ATP Presentation PDF1mmahoneyNessuna valutazione finora
- CLAMPSDocumento37 pagineCLAMPSRamesh KrishnanNessuna valutazione finora
- Roxtec BG B Description Application GuidelinesDocumento36 pagineRoxtec BG B Description Application Guidelines1mmahoneyNessuna valutazione finora
- Ueckerdt Hirth Luderer Edenhofer System LCOE 2013Documento33 pagineUeckerdt Hirth Luderer Edenhofer System LCOE 20131mmahoneyNessuna valutazione finora
- Blast Resistant Equipment CentersDocumento4 pagineBlast Resistant Equipment Centers1mmahoneyNessuna valutazione finora
- HLD Marketing Information 11-04 FinalDocumento1 paginaHLD Marketing Information 11-04 Final1mmahoneyNessuna valutazione finora
- PEI Technical Note Achieves Maximum Energy Efficiency with Dual Turbine SystemDocumento2 paginePEI Technical Note Achieves Maximum Energy Efficiency with Dual Turbine System1mmahoneyNessuna valutazione finora
- Aug2009 ATP Presentation PDFDocumento29 pagineAug2009 ATP Presentation PDF1mmahoneyNessuna valutazione finora
- Sakhalin PsaDocumento37 pagineSakhalin Psa1mmahoneyNessuna valutazione finora
- Argonaut Ics 4Documento7 pagineArgonaut Ics 41mmahoneyNessuna valutazione finora
- Seismic Stimulation of Oil Production in Depleted ReservoirsDocumento4 pagineSeismic Stimulation of Oil Production in Depleted Reservoirs1mmahoneyNessuna valutazione finora
- COMPRESSORtech2 Small Scale MR Vs Big BlockDocumento5 pagineCOMPRESSORtech2 Small Scale MR Vs Big Block1mmahoneyNessuna valutazione finora
- 4.1.6 Technology Report Pulsed Combustion Drying KudraDocumento13 pagine4.1.6 Technology Report Pulsed Combustion Drying Kudra1mmahoneyNessuna valutazione finora
- Action Plan Process IntensificationDocumento93 pagineAction Plan Process Intensification1mmahoneyNessuna valutazione finora
- Desalter Upgrade Final - FormattedDocumento2 pagineDesalter Upgrade Final - Formatted1mmahoneyNessuna valutazione finora
- Deshidratacion de CrudoDocumento7 pagineDeshidratacion de CrudochirinoslaaNessuna valutazione finora
- Argyropoulou Christina MSC 2017Documento220 pagineArgyropoulou Christina MSC 20171mmahoneyNessuna valutazione finora
- Sams DesaltingDocumento23 pagineSams DesaltingJose Montenegro100% (4)
- 1999 Xu and GoswamiDocumento12 pagine1999 Xu and GoswamiimeqingenieriaNessuna valutazione finora
- NX Series Oil-Injected Rotary Screw Compressors Parts ListDocumento28 pagineNX Series Oil-Injected Rotary Screw Compressors Parts ListrobertNessuna valutazione finora
- KJM442 386Documento5 pagineKJM442 386Paan FarhanaNessuna valutazione finora
- Batch DistilaltionDocumento10 pagineBatch DistilaltionShai EnvNessuna valutazione finora
- Aircon & Heating Electrical SystemDocumento2 pagineAircon & Heating Electrical SystemFajrin niswatinNessuna valutazione finora
- 2079 Sample Assessment v1 PDFDocumento21 pagine2079 Sample Assessment v1 PDFDuong Chi TrungNessuna valutazione finora
- Homework 7 - Air Standard Otto Cycle AnalysisDocumento7 pagineHomework 7 - Air Standard Otto Cycle AnalysisTitin IrawatiNessuna valutazione finora
- TE 4th Module - Air CompressorDocumento58 pagineTE 4th Module - Air Compressoralbin thomasNessuna valutazione finora
- Lecture 3 - 2 - Fire Tube BoilersDocumento26 pagineLecture 3 - 2 - Fire Tube BoilersFEALABREPORTSNessuna valutazione finora
- 6050 Hydraulic Mining Shovel Tank Pump PMS: Global Service TrainingDocumento7 pagine6050 Hydraulic Mining Shovel Tank Pump PMS: Global Service TrainingEnso RosalesNessuna valutazione finora
- Lecture - 3Documento28 pagineLecture - 3hassan baradaNessuna valutazione finora
- HAZOP Study (Part II)Documento18 pagineHAZOP Study (Part II)Saad Ahmed100% (14)
- Select CatalogDocumento68 pagineSelect CatalogDedy DayatNessuna valutazione finora
- Nptel: Gas Dynamics and Jet Propulsion - Web CourseDocumento2 pagineNptel: Gas Dynamics and Jet Propulsion - Web CourseSami WondimuNessuna valutazione finora
- LG Ac Dealers Price List AugDocumento5 pagineLG Ac Dealers Price List AugShubham ChouhanNessuna valutazione finora
- OILGEAR-PVWH BombaDocumento22 pagineOILGEAR-PVWH BombaDiego CamachoNessuna valutazione finora
- C72H NorgrenDocumento4 pagineC72H NorgrenHernando HerreraNessuna valutazione finora
- A 60Documento1 paginaA 60AnuranjanNessuna valutazione finora
- Lecture 8 - 1st Law of Thermodyanmics - Joule Thomson Effect Updated 04-30-2020Documento48 pagineLecture 8 - 1st Law of Thermodyanmics - Joule Thomson Effect Updated 04-30-2020Vicente JonathanNessuna valutazione finora
- Imt PN Ongo: Nitrogen GeneratorDocumento2 pagineImt PN Ongo: Nitrogen GeneratorTiodoros Lara GarciaNessuna valutazione finora
- QWBS - EX5148 Air-Release Valves For Fire PumpsDocumento1 paginaQWBS - EX5148 Air-Release Valves For Fire PumpsBaraa' KahlawiNessuna valutazione finora
- Heat Recovery from Boiler Blow DownDocumento6 pagineHeat Recovery from Boiler Blow DownnrvamsiNessuna valutazione finora
- Cause & Effect Diagram: Dissolved Gas Flotation Unit, Lku-CDocumento1 paginaCause & Effect Diagram: Dissolved Gas Flotation Unit, Lku-CwipaNessuna valutazione finora
- Homework 2 For 4 GroupDocumento4 pagineHomework 2 For 4 GroupsovannchhoemNessuna valutazione finora
- D1835 05Documento4 pagineD1835 05ibrahimawad06Nessuna valutazione finora
- Solving Navier-Stokes PDE via FDMDocumento13 pagineSolving Navier-Stokes PDE via FDMMuhammad_Noman_Hasan33% (6)
- Engineering Standard: IPS-E-PR-340Documento22 pagineEngineering Standard: IPS-E-PR-340Sadegh AhmadiNessuna valutazione finora
- 38KUA 42KUAde36 48 55K DuctoDocumento2 pagine38KUA 42KUAde36 48 55K DuctojhulyNessuna valutazione finora
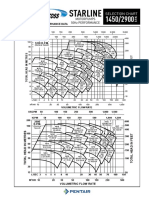
- Starline centrifugal pump performance chartDocumento122 pagineStarline centrifugal pump performance chartThomas KamongNessuna valutazione finora
- The Grid: The Fraying Wires Between Americans and Our Energy FutureDa EverandThe Grid: The Fraying Wires Between Americans and Our Energy FutureValutazione: 3.5 su 5 stelle3.5/5 (48)
- Industrial Piping and Equipment Estimating ManualDa EverandIndustrial Piping and Equipment Estimating ManualValutazione: 5 su 5 stelle5/5 (7)
- Introduction to Power System ProtectionDa EverandIntroduction to Power System ProtectionValutazione: 5 su 5 stelle5/5 (1)
- Renewable Energy: A Very Short IntroductionDa EverandRenewable Energy: A Very Short IntroductionValutazione: 4.5 su 5 stelle4.5/5 (12)
- Power of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesDa EverandPower of Habit: The Ultimate Guide to Forming Positive Daily Habits, Learn How to Effectively Break Your Bad Habits For Good and Start Creating Good OnesValutazione: 4.5 su 5 stelle4.5/5 (21)
- The Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialDa EverandThe Complete HVAC BIBLE for Beginners: The Most Practical & Updated Guide to Heating, Ventilation, and Air Conditioning Systems | Installation, Troubleshooting and Repair | Residential & CommercialNessuna valutazione finora
- OFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyDa EverandOFF-GRID PROJECTS: A Comprehensive Beginner's Guide to Learn All about OffGrid Living from A-Z and Live a Life of Self-SufficiencyNessuna valutazione finora
- Asset Integrity Management for Offshore and Onshore StructuresDa EverandAsset Integrity Management for Offshore and Onshore StructuresNessuna valutazione finora
- Handbook on Battery Energy Storage SystemDa EverandHandbook on Battery Energy Storage SystemValutazione: 4.5 su 5 stelle4.5/5 (2)
- Idaho Falls: The Untold Story of America's First Nuclear AccidentDa EverandIdaho Falls: The Untold Story of America's First Nuclear AccidentValutazione: 4.5 su 5 stelle4.5/5 (21)
- The New 3D Layout for Oil & Gas Offshore Projects: How to ensure successDa EverandThe New 3D Layout for Oil & Gas Offshore Projects: How to ensure successValutazione: 4.5 su 5 stelle4.5/5 (3)
- Shorting the Grid: The Hidden Fragility of Our Electric GridDa EverandShorting the Grid: The Hidden Fragility of Our Electric GridValutazione: 4.5 su 5 stelle4.5/5 (2)
- Flow Analysis for Hydrocarbon Pipeline EngineeringDa EverandFlow Analysis for Hydrocarbon Pipeline EngineeringNessuna valutazione finora
- Formulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsDa EverandFormulas and Calculations for Drilling, Production, and Workover: All the Formulas You Need to Solve Drilling and Production ProblemsNessuna valutazione finora
- Build Your Own Electric Vehicle, Third EditionDa EverandBuild Your Own Electric Vehicle, Third EditionValutazione: 4.5 su 5 stelle4.5/5 (3)
- The Rare Metals War: the dark side of clean energy and digital technologiesDa EverandThe Rare Metals War: the dark side of clean energy and digital technologiesValutazione: 5 su 5 stelle5/5 (2)
- Transmission Pipeline Calculations and Simulations ManualDa EverandTransmission Pipeline Calculations and Simulations ManualValutazione: 4.5 su 5 stelle4.5/5 (10)
- Introduction to Power System ProtectionDa EverandIntroduction to Power System ProtectionNessuna valutazione finora
- Implementing an Integrated Management System (IMS): The strategic approachDa EverandImplementing an Integrated Management System (IMS): The strategic approachValutazione: 5 su 5 stelle5/5 (2)
- Nuclear Energy in the 21st Century: World Nuclear University PressDa EverandNuclear Energy in the 21st Century: World Nuclear University PressValutazione: 4.5 su 5 stelle4.5/5 (3)
- ISO 50001: A strategic guide to establishing an energy management systemDa EverandISO 50001: A strategic guide to establishing an energy management systemNessuna valutazione finora
- Energy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksDa EverandEnergy, Light and Electricity - Introduction to Physics - Physics Book for 12 Year Old | Children's Physics BooksNessuna valutazione finora
- Operational Amplifier Circuits: Analysis and DesignDa EverandOperational Amplifier Circuits: Analysis and DesignValutazione: 4.5 su 5 stelle4.5/5 (2)
- The Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeDa EverandThe Boy Who Harnessed the Wind: Creating Currents of Electricity and HopeValutazione: 4 su 5 stelle4/5 (130)
- Air-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&ADa EverandAir-Cooled Condenser Fundamentals: Design, Operations, Troubleshooting, Maintenance, and Q&AValutazione: 5 su 5 stelle5/5 (1)