Potrebbero piacerti anche
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDa EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNessuna valutazione finora
- Plasma e OxicorteDocumento10 paginePlasma e OxicorteDemetriusPereiraNessuna valutazione finora
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDa EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENessuna valutazione finora
- Processos de FabricoDocumento26 pagineProcessos de FabricojoseribeiropraNessuna valutazione finora
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDa EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNessuna valutazione finora
- Processos de UsinagemDocumento38 pagineProcessos de UsinagemnestorfeliperochaNessuna valutazione finora
- Processo de Corte e SoldagemDocumento39 pagineProcesso de Corte e SoldagemNilton Cesar De Matos GonçalvesNessuna valutazione finora
- Usinagem por Plasma na FEIS: Processo, Funcionamento e AplicaçõesDocumento16 pagineUsinagem por Plasma na FEIS: Processo, Funcionamento e Aplicaçõespedro carvalhoNessuna valutazione finora
- Processos de corte essenciais na indústriaDocumento29 pagineProcessos de corte essenciais na indústriaPATRICK RAFAEL LOURENÇO BARBOSANessuna valutazione finora
- Trabalho de Corte e Dobras de ChapasDocumento11 pagineTrabalho de Corte e Dobras de Chapasheder mendesNessuna valutazione finora
- Avaliação do desgaste de brocas de aço-rápido modificadas por nitretação a plasmaDocumento9 pagineAvaliação do desgaste de brocas de aço-rápido modificadas por nitretação a plasmaEmmirmecNessuna valutazione finora
- Processos de corte e soldagemDocumento5 pagineProcessos de corte e soldagemManhood GamesNessuna valutazione finora
- Processos não convencionais de usinagemDocumento53 pagineProcessos não convencionais de usinagemlucaslpm1100% (1)
- Relatório - UsinagemDocumento17 pagineRelatório - UsinagemrafaelNessuna valutazione finora
- Corte de Corpos de Prova de Materiais PoliméricosDocumento2 pagineCorte de Corpos de Prova de Materiais PoliméricosGuillermo Ruperto Martín CortésNessuna valutazione finora
- Oxicorte: processo e equipamentoDocumento13 pagineOxicorte: processo e equipamentoSaymon FelizNessuna valutazione finora
- Trabalho de Mecânica de Usinagem Não ConvencionalDocumento19 pagineTrabalho de Mecânica de Usinagem Não ConvencionalAdmilson MartinsNessuna valutazione finora
- Extrusão - ApostilaDocumento11 pagineExtrusão - ApostilaDanielBianzenoNessuna valutazione finora
- Oxicorte: processo e equipamentosDocumento6 pagineOxicorte: processo e equipamentosMarcelo Ferreira NevesNessuna valutazione finora
- Trabalho Tec. Hidro Instalações IndustriaisDocumento38 pagineTrabalho Tec. Hidro Instalações IndustriaisCaio SantosNessuna valutazione finora
- Lista 1 - PPMDocumento9 pagineLista 1 - PPMlucasmsn38Nessuna valutazione finora
- Apresentacao Corte PlasmaDocumento25 pagineApresentacao Corte PlasmasverissimoNessuna valutazione finora
- 6-Oxicorte Rev1Documento8 pagine6-Oxicorte Rev1Rafael QueirozNessuna valutazione finora
- 11 - Relatório Processo de Corte PlasmaDocumento13 pagine11 - Relatório Processo de Corte PlasmaAlmir SktNessuna valutazione finora
- Extrusão - Apostila PDFDocumento11 pagineExtrusão - Apostila PDFCleverton LopesNessuna valutazione finora
- Tratamentos Térmicos e Metalografia - 2 Versão FinalDocumento19 pagineTratamentos Térmicos e Metalografia - 2 Versão Finalmundo da laviniaNessuna valutazione finora
- Esquema Do Processo de Extrusão TRABALHO 1Documento16 pagineEsquema Do Processo de Extrusão TRABALHO 1Antenor322Nessuna valutazione finora
- Influence of Cutting Speed on Dry Machinability of AISI 304 Stainless SteelDocumento2 pagineInfluence of Cutting Speed on Dry Machinability of AISI 304 Stainless SteelEdson MarçalNessuna valutazione finora
- Análise de Microestrutura e Microdureza Do Aço 22MnB5Documento9 pagineAnálise de Microestrutura e Microdureza Do Aço 22MnB5Caio GrisottoNessuna valutazione finora
- Corte A Jato D Água 2013 05 01Documento15 pagineCorte A Jato D Água 2013 05 01Daniel SilvaNessuna valutazione finora
- Análise Da Temperatura de Corte em Uma Peça de Aço 1020, Utilizando Corte A Seco e Fluido Emulsionável, Sintético e Vegetal para Usinagem e Torno Mecânico. (Em Finalização)Documento5 pagineAnálise Da Temperatura de Corte em Uma Peça de Aço 1020, Utilizando Corte A Seco e Fluido Emulsionável, Sintético e Vegetal para Usinagem e Torno Mecânico. (Em Finalização)isaquesantosNessuna valutazione finora
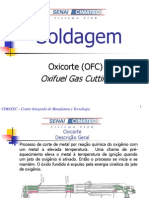
- Oxi-corte: Processo e TécnicasDocumento41 pagineOxi-corte: Processo e TécnicasPaulo BrunoNessuna valutazione finora
- Corte IndustrialDocumento22 pagineCorte IndustrialBio HueNessuna valutazione finora
- ANÁLISE DA MICROESTRUTURA DO AÇO 1020 - FinalDocumento4 pagineANÁLISE DA MICROESTRUTURA DO AÇO 1020 - FinalgmarttoNessuna valutazione finora
- Trabalho Oxicorte - Elem TextualDocumento13 pagineTrabalho Oxicorte - Elem TextualdanigordilhoNessuna valutazione finora
- Laminacao ControladaDocumento5 pagineLaminacao ControladaraimundoNessuna valutazione finora
- História e Processo de Fundição sob PressãoDocumento15 pagineHistória e Processo de Fundição sob PressãoJosé Vieira NevesNessuna valutazione finora
- Processos de soldagem oxiacetilênica e corte a gásDocumento16 pagineProcessos de soldagem oxiacetilênica e corte a gásleorsilvaNessuna valutazione finora
- Introdução ao corte por plasmaDocumento7 pagineIntrodução ao corte por plasmaRenataNessuna valutazione finora
- Relatório 4 - FundiçãoDocumento11 pagineRelatório 4 - FundiçãoMarcos José JúniorNessuna valutazione finora
- Processos não convencionais de usinagemDocumento38 pagineProcessos não convencionais de usinagemLucas PabloNessuna valutazione finora
- O Guia Definitivo sobre a Tecnologia de Corte a Jato de ÁguaDocumento9 pagineO Guia Definitivo sobre a Tecnologia de Corte a Jato de ÁguaJosé Lucas Queiroz TeixeiraNessuna valutazione finora
- Aula 6. tec mec (corte termico)Documento25 pagineAula 6. tec mec (corte termico)Vancio AlcântaraNessuna valutazione finora
- Relatório 2 - TecMec 2Documento9 pagineRelatório 2 - TecMec 2arthurpbdfNessuna valutazione finora
- PROCESSO DE OXIACETILENO (Rubao)Documento53 paginePROCESSO DE OXIACETILENO (Rubao)fake jailsonNessuna valutazione finora
- Corte A LaserrDocumento21 pagineCorte A LaserrGabriel FariasNessuna valutazione finora
- Usinagem Aços - Gustavo AugustoDocumento6 pagineUsinagem Aços - Gustavo AugustoGustavo DominguesNessuna valutazione finora
- Relatório-Usinagem 2018Documento13 pagineRelatório-Usinagem 2018Pedro JúniorNessuna valutazione finora
- TPI - 5 - Processos de Fabricação Por Conformação Mecânica - PARTE03Documento43 pagineTPI - 5 - Processos de Fabricação Por Conformação Mecânica - PARTE03igorNessuna valutazione finora
- Resumo MetalúrgiaDocumento10 pagineResumo Metalúrgiahil96Nessuna valutazione finora
- Usinagem de Aços Inoxidáveis Super Duplex - O Mundo Da UsinagemDocumento6 pagineUsinagem de Aços Inoxidáveis Super Duplex - O Mundo Da UsinagemCristina Almeida OliveiraNessuna valutazione finora
- Análise metalográfica do aço AISI 1070Documento10 pagineAnálise metalográfica do aço AISI 1070AndréCampanharoGabrielNessuna valutazione finora
- Características Microestruturais Do Aço 1045Documento10 pagineCaracterísticas Microestruturais Do Aço 1045MarceloRosaNessuna valutazione finora
- Micrografia de açosDocumento12 pagineMicrografia de açosPaulo ConciNessuna valutazione finora
- Pratica_04_SoldagemDocumento14 paginePratica_04_SoldagemlairaferreiralimaNessuna valutazione finora
- Oxicorte - Equipamentos de Corte e TécnicasDocumento11 pagineOxicorte - Equipamentos de Corte e TécnicasJean Paulo SalvatiNessuna valutazione finora
- 5 Análise Experimental de Estampagem A Quente Do Aço 22MnB5 em Matriz Não RefrigeradaDocumento9 pagine5 Análise Experimental de Estampagem A Quente Do Aço 22MnB5 em Matriz Não RefrigeradapierocarnelociNessuna valutazione finora
- Trabalho de TTDocumento18 pagineTrabalho de TTBruno Ulhôa100% (1)
- Processo de forjamento: transformando matéria-prima em peças úteisDocumento6 pagineProcesso de forjamento: transformando matéria-prima em peças úteisWalter Gabriel de Abreu JúniorNessuna valutazione finora
- Extrusão Por Imprimir1Documento20 pagineExtrusão Por Imprimir1Luís SalvadorNessuna valutazione finora
- Proposta Comercial AEROTETO 720095Documento5 pagineProposta Comercial AEROTETO 720095Jailson MarinhoNessuna valutazione finora
- Cátions do Grupo IIIDocumento9 pagineCátions do Grupo IIIThayse LinsNessuna valutazione finora
- Guia de Produtos Redken - NOVDocumento47 pagineGuia de Produtos Redken - NOVlorena.tome.scNessuna valutazione finora
- Avaliaçãoo Da Qualidade de EmbutidosDocumento7 pagineAvaliaçãoo Da Qualidade de EmbutidosmarcioNessuna valutazione finora
- Oxidação do Mentol a Mentona com Água SanitáriaDocumento7 pagineOxidação do Mentol a Mentona com Água SanitáriaStefany Thábian VieiraNessuna valutazione finora
- Bombas de Combate A IncendioDocumento45 pagineBombas de Combate A IncendioCaio Barboza100% (4)
- Difração de Raios XDocumento85 pagineDifração de Raios XVania Coutinho100% (1)
- Receitas de pães, bolos e doces caseirosDocumento21 pagineReceitas de pães, bolos e doces caseirosNathália GuimarãesNessuna valutazione finora
- MSFX - A Mágica Dos Efeitos EspeciaisDocumento14 pagineMSFX - A Mágica Dos Efeitos EspeciaistochywkyNessuna valutazione finora
- Fundamentos Da Metalurgia FísicaDocumento29 pagineFundamentos Da Metalurgia FísicaDiego CorreiaNessuna valutazione finora
- Exercício 2 - Fundamentos Da EnfermagemDocumento2 pagineExercício 2 - Fundamentos Da Enfermagemleo fernandesNessuna valutazione finora
- 3-Reações de Eliminação de Haletos de AlquilaDocumento64 pagine3-Reações de Eliminação de Haletos de AlquilaMateus Ramos0% (1)
- Tintas Imobiliarias, Vernizes e SolventesDocumento18 pagineTintas Imobiliarias, Vernizes e SolventesElizabeteNessuna valutazione finora
- Um PTDocumento52 pagineUm PTDavid RamosNessuna valutazione finora
- O Que É PH Do CabeloDocumento2 pagineO Que É PH Do CabeloNaad Santana SchiffnerNessuna valutazione finora
- Abiogênese X BiogêneseDocumento28 pagineAbiogênese X BiogêneseMarcia MouraNessuna valutazione finora
- FertirrigaçãoDocumento47 pagineFertirrigaçãoSandro Bomfim100% (1)
- Fios e SuturasDocumento60 pagineFios e Suturasalesousa100% (3)
- Lista de Exercicios 7 - Equilibrio Quimico I - 2 Bimestre 2013 - 3 SeriesDocumento3 pagineLista de Exercicios 7 - Equilibrio Quimico I - 2 Bimestre 2013 - 3 SeriesEdmarMarinhoNessuna valutazione finora
- Citologia 2013 Citoplasma 2013 Sintese Armazenamento e TransporteDocumento27 pagineCitologia 2013 Citoplasma 2013 Sintese Armazenamento e TransporteBeboc Deagonal UlfricoNessuna valutazione finora
- Metodos Fisicos de Analise Organica PDFDocumento1 paginaMetodos Fisicos de Analise Organica PDFbleidsNessuna valutazione finora
- Relatório de Estágio em Análises ClínicasDocumento41 pagineRelatório de Estágio em Análises Clínicascassiapimenteldiniz86% (7)
- Avaliação Do Amadurecimento Da Banana Musa Spp. Sob o Efeito de Abafamento e de Carboreto de Cálcio Cac2Documento9 pagineAvaliação Do Amadurecimento Da Banana Musa Spp. Sob o Efeito de Abafamento e de Carboreto de Cálcio Cac2Helio JosimarNessuna valutazione finora
- Análises experimentais termodinâmicas de substânciasDocumento8 pagineAnálises experimentais termodinâmicas de substânciasIverton FariasNessuna valutazione finora
- Relatório de Química Orgânica Experimental 1. 3Documento7 pagineRelatório de Química Orgânica Experimental 1. 3keli_arrudaNessuna valutazione finora
- DR2 Agricultura Biológica Nº4Documento13 pagineDR2 Agricultura Biológica Nº4joaonogueira477103Nessuna valutazione finora
- CARRIER - 125b5 IOM Split Space 42XQL - 256.08.765 C 06 17 ViewDocumento76 pagineCARRIER - 125b5 IOM Split Space 42XQL - 256.08.765 C 06 17 ViewRafael Araujo0% (1)
- Muller Rodas Rodizios 2018 PDFDocumento26 pagineMuller Rodas Rodizios 2018 PDFviniciusgdelimaNessuna valutazione finora
- Equipamentos PDFDocumento3 pagineEquipamentos PDFRenata GontijoNessuna valutazione finora
- Gordura Na MedidaDocumento156 pagineGordura Na MedidaCarlos Christians100% (1)