Potrebbero piacerti anche
- Resumo - OS TIPOS DE AÇOS ESTRUTURAISDocumento8 pagineResumo - OS TIPOS DE AÇOS ESTRUTURAISGuilherme Dos Santos MoreiraNessuna valutazione finora
- 2 ESTRUTURAS DE AO Tipos de AosDocumento10 pagine2 ESTRUTURAS DE AO Tipos de Aoscamila rebeca rebecaNessuna valutazione finora
- Aço EstruturaisDocumento1 paginaAço EstruturaisGleison CrispinNessuna valutazione finora
- Aços Na Construção CivilDocumento9 pagineAços Na Construção CivilSandra PenhaNessuna valutazione finora
- Aco Inox Segunda ParteDocumento11 pagineAco Inox Segunda ParteFabio OkamotoNessuna valutazione finora
- Estruturas de Aco (2010-2)Documento17 pagineEstruturas de Aco (2010-2)Joeberth SouzaNessuna valutazione finora
- Soldagem de Ligas MetalicasDocumento13 pagineSoldagem de Ligas MetalicasWaldri MecatronicafasbNessuna valutazione finora
- Tipos de Aço EstruturalDocumento19 pagineTipos de Aço EstruturalEverton BarbosaNessuna valutazione finora
- Aula 02 - Tipos de Aos Estruturais e Generalidades - 2022.1Documento70 pagineAula 02 - Tipos de Aos Estruturais e Generalidades - 2022.1MR POOLNessuna valutazione finora
- M.C.M IiDocumento7 pagineM.C.M IiManjolo Janfar WilsonNessuna valutazione finora
- Estrutura de Aço - Aula 1Documento54 pagineEstrutura de Aço - Aula 1Vitor FrançaNessuna valutazione finora
- Rodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosDocumento16 pagineRodrigo Lima: Critérios Utilizados para Classificação Dos Aços: A Classificação Dos AçosVitor hugo Ferreira mazarottoNessuna valutazione finora
- Chapas de AçoDocumento15 pagineChapas de AçoKholen Paulo BenjamimNessuna valutazione finora
- Luiz Claudio 2FT Pesquisa Sobre Tipos de Aços Critérios Utilizados para Classificação Dos Aços: ADocumento24 pagineLuiz Claudio 2FT Pesquisa Sobre Tipos de Aços Critérios Utilizados para Classificação Dos Aços: AVitor hugo Ferreira mazarottoNessuna valutazione finora
- Aula 01 Propriedades F Sicas e Mec Nicas Do A oDocumento65 pagineAula 01 Propriedades F Sicas e Mec Nicas Do A oYghor FrançaNessuna valutazione finora
- Nota de Aula 2 - Estruturas MetálicasDocumento4 pagineNota de Aula 2 - Estruturas MetálicasWagner MendonçaNessuna valutazione finora
- Tipos de Aço e Sua ClassificaçãoDocumento12 pagineTipos de Aço e Sua ClassificaçãoAlvin Badoo AlvinOriginal BadooNessuna valutazione finora
- Aula 4 - Metais-2 PDFDocumento46 pagineAula 4 - Metais-2 PDFPaulo HenriqueNessuna valutazione finora
- Sessao IIDocumento36 pagineSessao IINelson ManhiqueNessuna valutazione finora
- Estruturas de Aço I - Aula 03 PDFDocumento34 pagineEstruturas de Aço I - Aula 03 PDFGu SimõesNessuna valutazione finora
- Aços Estruturais - Construção em Aço - CBCADocumento6 pagineAços Estruturais - Construção em Aço - CBCAFilipe BretasNessuna valutazione finora
- Características e Propriesdades Do Ferro Fundido, Aço Carbono, Aço Inoxidável e AlumínioDocumento15 pagineCaracterísticas e Propriesdades Do Ferro Fundido, Aço Carbono, Aço Inoxidável e AlumínioKathellyn Aline Inácio50% (2)
- Nota de Aula 4 - Produtos Metálicos EstruturaisDocumento6 pagineNota de Aula 4 - Produtos Metálicos EstruturaisWagner MendonçaNessuna valutazione finora
- Aço RapidoDocumento6 pagineAço RapidoYohan CostaNessuna valutazione finora
- Arames Tubulares KestraDocumento16 pagineArames Tubulares KestraRonan Moreira0% (1)
- Processo de Soldagem MMA - SMAW - Eletrodo RevestidoDocumento4 pagineProcesso de Soldagem MMA - SMAW - Eletrodo RevestidoRuy PontesNessuna valutazione finora
- Estruturas de AçoDocumento43 pagineEstruturas de AçozhsbztrvnrNessuna valutazione finora
- Catalogo MultiacosDocumento9 pagineCatalogo Multiacosclaudio felixNessuna valutazione finora
- ConteúdoDocumento8 pagineConteúdoBenvindo Ngaca NgacaNessuna valutazione finora
- Materiais de Construção Na Indústria QuímicaDocumento25 pagineMateriais de Construção Na Indústria QuímicaRafael SantosNessuna valutazione finora
- Quais São Os Critérios para A Seleção de MateriaisDocumento6 pagineQuais São Os Critérios para A Seleção de MateriaislartarusNessuna valutazione finora
- Aços FerramentaDocumento4 pagineAços FerramentaIury Luís RadünzNessuna valutazione finora
- Catalogogg 12345Documento8 pagineCatalogogg 12345adriano oliveiraNessuna valutazione finora
- Catalogo PERFIS GerdauDocumento20 pagineCatalogo PERFIS GerdauGui AbwNessuna valutazione finora
- Soldabilidade Do Aço InoxidávelDocumento13 pagineSoldabilidade Do Aço InoxidávelailtonsfNessuna valutazione finora
- Dimensionamento Perfis Formados A FrioDocumento63 pagineDimensionamento Perfis Formados A FrioEduardo Rocha100% (1)
- Manual Técnico de Coberturas MetálicasDocumento12 pagineManual Técnico de Coberturas MetálicasCarlosNessuna valutazione finora
- Catalogo Tabela Chapa Aco Galvanizado HDG UsiminasDocumento17 pagineCatalogo Tabela Chapa Aco Galvanizado HDG UsiminasJksdkhsd KsjdksjkNessuna valutazione finora
- Aula01-Introdução Estruturas de AçoDocumento78 pagineAula01-Introdução Estruturas de AçoJoão GellerNessuna valutazione finora
- 105 Tipos de Acos Estruturais Aco IIDocumento75 pagine105 Tipos de Acos Estruturais Aco IIGuilherme NunesNessuna valutazione finora
- Aço Carbono AstmDocumento9 pagineAço Carbono AstmLeleNessuna valutazione finora
- Aços PerfiladosDocumento11 pagineAços PerfiladosGson CarlNessuna valutazione finora
- O Que É Aço CarbonoDocumento3 pagineO Que É Aço CarbonojoaoeduardodacostaNessuna valutazione finora
- Aula 10 - Aço para Concreto ArmadoDocumento53 pagineAula 10 - Aço para Concreto ArmadoDayanaVSilvaNessuna valutazione finora
- Soldabilidade de Aços Carbono e ARBLDocumento10 pagineSoldabilidade de Aços Carbono e ARBLguilhermelaspNessuna valutazione finora
- Estrutura de Aço Aula 01Documento101 pagineEstrutura de Aço Aula 01Lindiana AndradeNessuna valutazione finora
- Aula 03 - Propriedades MecânicasDocumento25 pagineAula 03 - Propriedades MecânicasGabriel LimaNessuna valutazione finora
- Soldabilidade Dos Acos TransformaveisDocumento79 pagineSoldabilidade Dos Acos TransformaveisfofossNessuna valutazione finora
- Dimensionamento de elementos e ligações em estruturas de açoDa EverandDimensionamento de elementos e ligações em estruturas de açoNessuna valutazione finora
- Aços Inoxidáveis - Corrosão E Métodos Para DetecçãoDa EverandAços Inoxidáveis - Corrosão E Métodos Para DetecçãoNessuna valutazione finora
- Processos de decapagem, laminação a frio e recozimento de produtos planos de açoDa EverandProcessos de decapagem, laminação a frio e recozimento de produtos planos de açoNessuna valutazione finora
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoDa EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNessuna valutazione finora
- Tratamentos térmicos e superficiais dos açosDa EverandTratamentos térmicos e superficiais dos açosValutazione: 4.5 su 5 stelle4.5/5 (3)
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDa EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENessuna valutazione finora
- Construção de Ventiladores CentrífugosDocumento17 pagineConstrução de Ventiladores Centrífugosjpn19Nessuna valutazione finora
- 02-Associação de Ventiladores - Set-21Documento12 pagine02-Associação de Ventiladores - Set-21RenatopassamaniNessuna valutazione finora
- Apostila StrapDocumento72 pagineApostila StrapJoão Paulo Salomão100% (1)
- Apostila Desenho Técnico Mecânico IFPE Espírito SantoDocumento165 pagineApostila Desenho Técnico Mecânico IFPE Espírito SantoJVictorNessuna valutazione finora
- Placas Base Coluna Sapata PDFDocumento17 paginePlacas Base Coluna Sapata PDFjailtonpierreNessuna valutazione finora
- 40 51FCT2006 4Documento12 pagine40 51FCT2006 4Mateus SantiagoNessuna valutazione finora
- Apostila TeklaDocumento51 pagineApostila TeklaRodolfo RodriguesNessuna valutazione finora
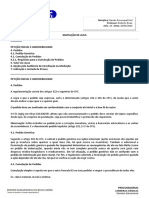
- Resumo-Direito Processual Civil-Aula 18-Peticao Inicial e Admissibilidade-Roberto RosioDocumento3 pagineResumo-Direito Processual Civil-Aula 18-Peticao Inicial e Admissibilidade-Roberto RosioLícia CastroNessuna valutazione finora
- Resenha Critica de TimeuDocumento3 pagineResenha Critica de TimeuRenan CasemiroNessuna valutazione finora
- O Que São As Soft SkillsDocumento1 paginaO Que São As Soft SkillsCarlos Henrique FonsecaNessuna valutazione finora
- Revelao Da Beleza de JesusDocumento3 pagineRevelao Da Beleza de JesusJose Hoft100% (2)
- Port I-2013-UemDocumento4 paginePort I-2013-UemEgness CuinicaNessuna valutazione finora
- Planilha para Calcular Traço de ConcretoDocumento16 paginePlanilha para Calcular Traço de ConcretoAllisson DuarteNessuna valutazione finora
- Aquele Que Começou A Boa Obra A CompletaráDocumento4 pagineAquele Que Começou A Boa Obra A CompletaráEduardo SantosNessuna valutazione finora
- 2017-18 - 1sem - Teste - EN - Sol - EstatísticaDocumento4 pagine2017-18 - 1sem - Teste - EN - Sol - EstatísticaMartha MarthaNessuna valutazione finora
- Cifras NativistasDocumento43 pagineCifras NativistasAlessandro ValentimNessuna valutazione finora
- SABBAT PT BR by Sammer Não RevisadoDocumento134 pagineSABBAT PT BR by Sammer Não RevisadoThiago Almeida100% (1)
- Aula 3 Direito AplicadoDocumento6 pagineAula 3 Direito AplicadoBeatriz OliveiraNessuna valutazione finora
- Panetone Italiano - Receita Artesanal (Leviato)Documento4 paginePanetone Italiano - Receita Artesanal (Leviato)Guilherme PeixotoNessuna valutazione finora
- Circular 015 - DIA DAS MÃESDocumento3 pagineCircular 015 - DIA DAS MÃESCreche Escola Mundo da GenteNessuna valutazione finora
- Bibliografia Comentada Do Livro e Da LeituraDocumento65 pagineBibliografia Comentada Do Livro e Da LeituraJayme PignotNessuna valutazione finora
- ExistencialismoDocumento6 pagineExistencialismoLetícia MendesNessuna valutazione finora
- Teste 01Documento7 pagineTeste 01Michele NeriNessuna valutazione finora
- O Cânon Do Antigo Testamento Antes Do Concílio de TrentoDocumento6 pagineO Cânon Do Antigo Testamento Antes Do Concílio de TrentoConhecereisaVerdadeNessuna valutazione finora
- Disc - QuestionárioDocumento5 pagineDisc - QuestionárioElenNessuna valutazione finora
- Tenda Do SaberDocumento2 pagineTenda Do SaberLucieudo PinheiroNessuna valutazione finora
- Mat Alg Aula 04 PDFDocumento83 pagineMat Alg Aula 04 PDFDamião PereiraNessuna valutazione finora
- O Que É Metaficção - Narrativa NarcisistaDocumento15 pagineO Que É Metaficção - Narrativa NarcisistaClaudia Regina CamargoNessuna valutazione finora
- Fred Malone - O Elevado Mistério Da PredestinaçãoDocumento7 pagineFred Malone - O Elevado Mistério Da Predestinaçãoral-nvgtNessuna valutazione finora
- Resumo Portugues para Concursos 16 MinDocumento4 pagineResumo Portugues para Concursos 16 MinMarcio Victor Lopes AmadoNessuna valutazione finora
- Modelo Preenchível PIM V (3) EditadoDocumento39 pagineModelo Preenchível PIM V (3) EditadoLeidiane SilvaNessuna valutazione finora
- Guia Didático Português Instrumental ADocumento53 pagineGuia Didático Português Instrumental AGilson CarlosNessuna valutazione finora
- 6 Dimensionamento PDFDocumento34 pagine6 Dimensionamento PDFRodrigoChavesNessuna valutazione finora
- Atividade de Apoio Remoto 5 Ano Eja de 21 A 30 de JunhoDocumento12 pagineAtividade de Apoio Remoto 5 Ano Eja de 21 A 30 de JunhoNaine FariasNessuna valutazione finora
- Pge - Manual Portal EducacionalDocumento26 paginePge - Manual Portal EducacionalMg11743222Nessuna valutazione finora
- Apostila de Linguagem C - MicrocontroladoresDocumento96 pagineApostila de Linguagem C - MicrocontroladorestiagoNessuna valutazione finora
- As Armadilhas de Um Título Rev DSCDocumento12 pagineAs Armadilhas de Um Título Rev DSCMaria PaulaNessuna valutazione finora