Potrebbero piacerti anche
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheDa EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheValutazione: 4.5 su 5 stelle4.5/5 (2)
- Toolmakers Microscope MeasurementsDocumento7 pagineToolmakers Microscope MeasurementsskumarNessuna valutazione finora
- Lathes and Lathe Machining OperationsDocumento11 pagineLathes and Lathe Machining OperationsJunayed HasanNessuna valutazione finora
- Lathe Parts: - Being A Brief Description of The Names and Functions of PartsDocumento7 pagineLathe Parts: - Being A Brief Description of The Names and Functions of PartsDipanjana Bhowmik100% (1)
- Drill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderDocumento14 pagineDrill Grinding With The PP-U3 Grinder Copy of The Deckel SO GrinderAndy L100% (1)
- 3 Jaw Chuck RepairDocumento2 pagine3 Jaw Chuck RepairbrianatburleighNessuna valutazione finora
- Electrolysis Cleaning MethodDocumento15 pagineElectrolysis Cleaning Methodtrillium_oneNessuna valutazione finora
- SherlineDocumento48 pagineSherlinejairomarcanoNessuna valutazione finora
- Apron: Apron To Saddle ConnectionDocumento10 pagineApron: Apron To Saddle ConnectionFernando EricesNessuna valutazione finora
- Don't Be A Cart-Aleck: Materials: ToolsDocumento5 pagineDon't Be A Cart-Aleck: Materials: ToolsKeith WesleyNessuna valutazione finora
- A Rotary Sine Bar For The LatheDocumento2 pagineA Rotary Sine Bar For The LatheTheodor EikeNessuna valutazione finora
- Drill Vise MillDocumento2 pagineDrill Vise MillFrenchwolf420Nessuna valutazione finora
- ShopsmithDocumento12 pagineShopsmithJhon Torr LueNessuna valutazione finora
- Make Pinion Cutters Using LatheDocumento19 pagineMake Pinion Cutters Using LatheBruno Delsupexhe100% (1)
- Maintenance For Model Master Rotary TableDocumento7 pagineMaintenance For Model Master Rotary Tablejdk3dNessuna valutazione finora
- Tool Makers MicroscopeDocumento13 pagineTool Makers MicroscopeLokesh LokiNessuna valutazione finora
- SherlineDocumento48 pagineSherlineheliocoelhojrNessuna valutazione finora
- Aciera F4 Spindle Drive TransmissionDocumento11 pagineAciera F4 Spindle Drive TransmissionadhencandraNessuna valutazione finora
- Turning A Precision WasherDocumento7 pagineTurning A Precision WasherkokiskoNessuna valutazione finora
- Accu-Finish II ManualDocumento8 pagineAccu-Finish II ManualOliver CollectorNessuna valutazione finora
- 8454 PDFDocumento72 pagine8454 PDFjon@libertyintegrationcomNessuna valutazione finora
- Right Angle HeadDocumento13 pagineRight Angle Headkwayneolson6081100% (2)
- 06 MeasuringAndMarkingMetals TextDocumento56 pagine06 MeasuringAndMarkingMetals TextInstruktur MesinNessuna valutazione finora
- ACESORIOScatalog PDFDocumento80 pagineACESORIOScatalog PDFlmelmelmeNessuna valutazione finora
- The Taig Peatol Lathe and Its AccessoriesDocumento264 pagineThe Taig Peatol Lathe and Its Accessories史李飞Nessuna valutazione finora
- Building PYRTE: The Simplest Live-Steam Pull-You-Round Traction EngineDocumento14 pagineBuilding PYRTE: The Simplest Live-Steam Pull-You-Round Traction EngineRazaMobizoNessuna valutazione finora
- Buying a Used Shopsmith Mark V ChecklistDocumento5 pagineBuying a Used Shopsmith Mark V ChecklistendgameNessuna valutazione finora
- Acoustic Tractor Beam: 35 Steps (With Pictures) PDFDocumento38 pagineAcoustic Tractor Beam: 35 Steps (With Pictures) PDFAmirNessuna valutazione finora
- Direct Turning Rotary Table by Harold HallDocumento5 pagineDirect Turning Rotary Table by Harold Hallpramponi0% (1)
- Rebuild ManualDocumento55 pagineRebuild Manualaccujack0% (1)
- Southbend Shaper V2 Parts ListDocumento6 pagineSouthbend Shaper V2 Parts ListStephen HowardNessuna valutazione finora
- Atlas Mill AccessoriesDocumento1 paginaAtlas Mill AccessoriesGary RepeshNessuna valutazione finora
- A Few Project Images: Tool Posts Lathe Cutting ToolsDocumento4 pagineA Few Project Images: Tool Posts Lathe Cutting ToolsAnonymous mKdAfWifNessuna valutazione finora
- Shaper MachineDocumento81 pagineShaper Machinesam clastineNessuna valutazione finora
- Lathe Chuck Backplate FittingDocumento2 pagineLathe Chuck Backplate FittingAnonymous iYKTkmhpZ100% (3)
- Lathes and Lathe Machining OperationsDocumento18 pagineLathes and Lathe Machining Operationssarasrisam100% (1)
- Inside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercDocumento22 pagineInside Type Outside Type: Fit. 113. Turain! e Steet Shaft Mounted Betw M CeotercRick ManNessuna valutazione finora
- Rotary Tables Dimensions and SpecsDocumento2 pagineRotary Tables Dimensions and SpecsDong Dien KhaNessuna valutazione finora
- Balancing Grinder WheelsDocumento8 pagineBalancing Grinder WheelsmountaineerjpNessuna valutazione finora
- CE3458 Parts ManualDocumento84 pagineCE3458 Parts ManualMrbigg10Nessuna valutazione finora
- SphericalturninglathetoolDocumento14 pagineSphericalturninglathetoolFrenchwolf420Nessuna valutazione finora
- LaserDocumento29 pagineLaserGaurav YadavNessuna valutazione finora
- The Advance Metalworking LatheDocumento6 pagineThe Advance Metalworking LathePronina100% (1)
- Sharp ChiselDocumento1 paginaSharp ChiselAnonymous xEKsRmtjONessuna valutazione finora
- 3 PhaseDocumento9 pagine3 PhaseArnulfo LavaresNessuna valutazione finora
- Atlas 4350 Hacksaw ManualDocumento6 pagineAtlas 4350 Hacksaw Manualf4d711Nessuna valutazione finora
- Impetus Metalmaster LatheDocumento19 pagineImpetus Metalmaster LatheIan Foreman100% (1)
- Emco Unimat Lathe AccessoriesDocumento1 paginaEmco Unimat Lathe Accessoriesjose garofanoNessuna valutazione finora
- Grinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogDocumento13 pagineGrinding Lathe Tools On A Belt Sander - For The New Guy - MachinistBlogredneckrepairs100% (1)
- Understanding The Threading DialDocumento5 pagineUnderstanding The Threading Dialjmorr57Nessuna valutazione finora
- South Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007Documento16 pagineSouth Bend 9" Compound Slide Screw Fabrication For A Large Dial/Thrust Bearing Conversion by Ed Godwin 8 December, 2007asdfNessuna valutazione finora
- WB the+Awesome+MF+WorkbenchDocumento72 pagineWB the+Awesome+MF+WorkbenchZé MarcoNessuna valutazione finora
- Directions for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcDa EverandDirections for Using Bottum's Patent Improved Universal Lathe Chucks and Improved Lathes for Turning and Finishing Every Description of Watch Pivots, Pinions, Staffs, EtcNessuna valutazione finora
- Self-Propelled Boat Launch VehicleDocumento19 pagineSelf-Propelled Boat Launch VehiclespaytNessuna valutazione finora
- Applied Aeronautics - The AirplaneDocumento131 pagineApplied Aeronautics - The AirplanespaytNessuna valutazione finora
- Toro CCR Powerlite Service ManualDocumento124 pagineToro CCR Powerlite Service ManualBrian Crown100% (3)
- Farm MechaniesDocumento431 pagineFarm MechaniesspaytNessuna valutazione finora
- 1921 BandsawGuideBook SimondsMfg NeDocumento0 pagine1921 BandsawGuideBook SimondsMfg NespaytNessuna valutazione finora
- 1904-Instruments For Forest Work-NeDocumento33 pagine1904-Instruments For Forest Work-NespaytNessuna valutazione finora
- Cutting Tools Worked by Hand and MachineDocumento285 pagineCutting Tools Worked by Hand and MachinespaytNessuna valutazione finora
- Forty Lessons in Carpentry (1896)Documento123 pagineForty Lessons in Carpentry (1896)spaytNessuna valutazione finora
- Jet Wood Lathe JWL-1642EVS Manual - 708359Documento32 pagineJet Wood Lathe JWL-1642EVS Manual - 708359spaytNessuna valutazione finora
- Colonial Furniture in America 1901Documento428 pagineColonial Furniture in America 1901spaytNessuna valutazione finora
- A Course in Wood TurningDocumento349 pagineA Course in Wood TurningspaytNessuna valutazione finora
- Bobcat S250 ManualDocumento127 pagineBobcat S250 ManualspaytNessuna valutazione finora
- The Cabinetmakers Guide (1838)Documento258 pagineThe Cabinetmakers Guide (1838)spaytNessuna valutazione finora
- Advanced Projects in Woodwork (1912)Documento131 pagineAdvanced Projects in Woodwork (1912)spaytNessuna valutazione finora
- RIDGID WL1200 Wood Lathe ManualDocumento52 pagineRIDGID WL1200 Wood Lathe ManualspaytNessuna valutazione finora
- FAA Contract Tower Closure ListDocumento4 pagineFAA Contract Tower Closure ListHonolulu Star-AdvertiserNessuna valutazione finora
- The Wood Turner's Handybook 1901Documento165 pagineThe Wood Turner's Handybook 1901spaytNessuna valutazione finora
- Panel & Router Owner's ManualDocumento43 paginePanel & Router Owner's ManualspaytNessuna valutazione finora
- Delta 33-055 ManualDocumento18 pagineDelta 33-055 Manualspayt0% (1)
- FederalistpapersDocumento453 pagineFederalistpapersapi-26143108Nessuna valutazione finora
- B&S 479cc Vanguard Engine ManualDocumento13 pagineB&S 479cc Vanguard Engine ManualspaytNessuna valutazione finora
- Wiring Diagram ManualDocumento3 pagineWiring Diagram Manualalex castroNessuna valutazione finora
- Vise 1 GoogDocumento4 pagineVise 1 GoogKristine KellerNessuna valutazione finora
- BS en 24017 1992 Hexangon Head Screws - Product Grades A and BDocumento15 pagineBS en 24017 1992 Hexangon Head Screws - Product Grades A and BBui Chi TamNessuna valutazione finora
- 3 Carpentry Technology 1Documento7 pagine3 Carpentry Technology 1Czar InaNessuna valutazione finora
- PRODUK ECATALOGUE-plate Ibs-Djama Mulia PDFDocumento37 paginePRODUK ECATALOGUE-plate Ibs-Djama Mulia PDFIrma Krisna SusantoNessuna valutazione finora
- Popular Woodworking 210 (April 2014)Documento68 paginePopular Woodworking 210 (April 2014)chrix100% (1)
- Wood Using IndustriesDocumento66 pagineWood Using Industries48P15CPENessuna valutazione finora
- Hom175652 - Prelam - Mply - Prelam - Mply - 100W Filler For 2400H Base UnitDocumento3 pagineHom175652 - Prelam - Mply - Prelam - Mply - 100W Filler For 2400H Base UnitKushal PatilNessuna valutazione finora
- BS1186-2 1988Documento17 pagineBS1186-2 1988FuziahsabtuNessuna valutazione finora
- ER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BDocumento10 pagineER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BdavicocasteNessuna valutazione finora
- 05 - Pt. Sinar Memossa Pratama Rev, 2Documento3 pagine05 - Pt. Sinar Memossa Pratama Rev, 2dickyNessuna valutazione finora
- Types of Timber and their UsesDocumento35 pagineTypes of Timber and their UsesYash SutharNessuna valutazione finora
- Emco Unimat SL and DB Manual (English)Documento61 pagineEmco Unimat SL and DB Manual (English)kriskee13100% (28)
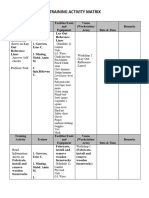
- Training Activity MATRIXDocumento8 pagineTraining Activity MATRIXmohammadnorhamilNessuna valutazione finora
- Mapua University: One Piece Pattern (Flat Back) Shop Exercise # 2Documento10 pagineMapua University: One Piece Pattern (Flat Back) Shop Exercise # 2JosephNessuna valutazione finora
- Benchcrafted Shaker NotesDocumento35 pagineBenchcrafted Shaker NoteschilliwilliNessuna valutazione finora
- SPH-Osteomed M4 Dan HPS RSUD. Sumber RejoDocumento14 pagineSPH-Osteomed M4 Dan HPS RSUD. Sumber RejoDiah Esti HapsariNessuna valutazione finora
- Lathe Machine Guide: Parts, Definition, Uses & MoreDocumento19 pagineLathe Machine Guide: Parts, Definition, Uses & MoreRitchie Carillo DaugdaugNessuna valutazione finora
- Tools 2Documento19 pagineTools 2Bey PastranaNessuna valutazione finora
- Tauntons Tool Guide 2006Documento148 pagineTauntons Tool Guide 2006koaa85Nessuna valutazione finora
- 23/1, 3rd Ave Licon Street, TX 754, United States Impuesto ID: RMD342NO56 Factura INV-2017-17/100Documento1 pagina23/1, 3rd Ave Licon Street, TX 754, United States Impuesto ID: RMD342NO56 Factura INV-2017-17/100deivy erazoNessuna valutazione finora
- Describe The Health and Safety Requirements and Safe Working Practices and Procedures Required For The Hand Fitting Activities UndertakenDocumento7 pagineDescribe The Health and Safety Requirements and Safe Working Practices and Procedures Required For The Hand Fitting Activities UndertakenPxre LxckNessuna valutazione finora
- Lathe Machine Working Principle: The Lathe Is ADocumento4 pagineLathe Machine Working Principle: The Lathe Is AJohn Albert ReyesNessuna valutazione finora
- Greenlam Introduction 8838388324Documento11 pagineGreenlam Introduction 8838388324Muthu KumarNessuna valutazione finora
- 2021 02 01 Popular WoodworkingDocumento70 pagine2021 02 01 Popular WoodworkingvanderleicarvalhoNessuna valutazione finora
- AssignmentDocumento16 pagineAssignmentJersey Mae PerlasNessuna valutazione finora
- Cushman Catalog Rev1Documento36 pagineCushman Catalog Rev1CaryNessuna valutazione finora
- Documentatie CaseDocumento23 pagineDocumentatie CaseJumara VasileNessuna valutazione finora
- 29 FasteningandpryingtoolsDocumento28 pagine29 FasteningandpryingtoolsAeron James MarceloNessuna valutazione finora
- Wooden JointsDocumento14 pagineWooden JointsAparna KulshresthaNessuna valutazione finora