Potrebbero piacerti anche
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Mms Venky IntroductionDocumento2 pagineMms Venky Introductionvenkateshyadav2116Nessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Training Process: 4 StagesDocumento1 paginaTraining Process: 4 Stagesvenkateshyadav2116Nessuna valutazione finora
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Jominy Hardness TessDocumento3 pagineJominy Hardness TessIqbal BashiruNessuna valutazione finora
- Phys111 Lecture08Documento54 paginePhys111 Lecture08venkateshyadav2116Nessuna valutazione finora
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Section 1 Momentum & Impulse - Phpapp01Documento69 pagineSection 1 Momentum & Impulse - Phpapp01venkateshyadav2116Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Engineering College: Course FileDocumento2 pagineEngineering College: Course Filevenkateshyadav2116Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- p111 Lecture13Documento22 paginep111 Lecture13venkateshyadav2116Nessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Important Question For Automobile EnggDocumento2 pagineImportant Question For Automobile Enggvenkateshyadav2116Nessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Chapter 7 Powerpoint 1225339266570076 9Documento24 pagineChapter 7 Powerpoint 1225339266570076 9venkateshyadav2116Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Chapter 6 Momentum & Collisions Nice Check ItDocumento67 pagineChapter 6 Momentum & Collisions Nice Check Itvenkateshyadav2116100% (1)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- DomDocumento151 pagineDomvenkateshyadav2116Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Chapter 7Documento32 pagineChapter 7venkateshyadav2116Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Tyre Notes AeDocumento16 pagineTyre Notes Aevenkateshyadav2116100% (2)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- SSP 020 Common - RailDocumento30 pagineSSP 020 Common - Railvenkateshyadav2116Nessuna valutazione finora
- Industrial Management 141213Documento31 pagineIndustrial Management 141213venkateshyadav2116Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Projection of Points & Lines PointsDocumento3 pagineProjection of Points & Lines Pointsvenkateshyadav2116Nessuna valutazione finora
- Dr. Awani Bhushan Assistant Professor SMEC, VIT ChennaiDocumento21 pagineDr. Awani Bhushan Assistant Professor SMEC, VIT ChennaiAyush AgrawalNessuna valutazione finora
- Aerospace Interview QuestionsDocumento9 pagineAerospace Interview QuestionsrsugarmanNessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Itp CibasDocumento24 pagineItp CibasIzzadAfif1990Nessuna valutazione finora
- Know MoreDocumento6 pagineKnow MoreramkumarNessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- G Tooling System en PDFDocumento194 pagineG Tooling System en PDFBandi DevaNessuna valutazione finora
- Experiment No. 5 Centrifugal Casting ProcessDocumento6 pagineExperiment No. 5 Centrifugal Casting ProcessDhananjay ShimpiNessuna valutazione finora
- Milling Tools and Inserts 2004 PDFDocumento122 pagineMilling Tools and Inserts 2004 PDFPalade LucianNessuna valutazione finora
- Machine Tool IdentificationDocumento17 pagineMachine Tool IdentificationShiva Krishna BhagavatulaNessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- EeDocumento7 pagineEejohnNessuna valutazione finora
- DM ZG531-High Precision Manufacturing: M Tech Digital ManufacturingDocumento48 pagineDM ZG531-High Precision Manufacturing: M Tech Digital Manufacturingnikhiljith o uNessuna valutazione finora
- Machinery Canada - DC Swiss Taps Nickel, Stainless Steel and AluminumDocumento12 pagineMachinery Canada - DC Swiss Taps Nickel, Stainless Steel and AluminummachineCanNessuna valutazione finora
- Iare - MP - Lecture NotesDocumento47 pagineIare - MP - Lecture NotesMayank SharmaNessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Garcia Welding: Filler Metal Selection GuideDocumento8 pagineGarcia Welding: Filler Metal Selection GuideGustavo MorilloNessuna valutazione finora
- Astm F-568M - 98Documento8 pagineAstm F-568M - 98awesome_600Nessuna valutazione finora
- Weld DefectsDocumento30 pagineWeld DefectsShriram100% (1)
- Files Tools and Its TypesDocumento6 pagineFiles Tools and Its Typesruth akoNessuna valutazione finora
- UNS Thread ASME B1.1-2003Documento2 pagineUNS Thread ASME B1.1-2003Atul BedekarNessuna valutazione finora
- ISCAR - Solid Carbide - Multi-Master Endmills, Inch Version Catalog 2012 PDFDocumento231 pagineISCAR - Solid Carbide - Multi-Master Endmills, Inch Version Catalog 2012 PDFJared LanderosNessuna valutazione finora
- Introduction To Manufacturing TechnologyDocumento29 pagineIntroduction To Manufacturing TechnologySahil SundaNessuna valutazione finora
- C12146 BMDocumento15 pagineC12146 BMsteve@air-innovations.co.zaNessuna valutazione finora
- Bwmetals1 PDFDocumento2 pagineBwmetals1 PDFDian SikumbangNessuna valutazione finora
- Formulating Multi-Functional' Soluble Metalworking Fluids: Technical TopicDocumento2 pagineFormulating Multi-Functional' Soluble Metalworking Fluids: Technical TopicAlfonso VásquezNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Haasmill g02 g03Documento6 pagineHaasmill g02 g03anwar anwaryNessuna valutazione finora
- Forward.: Indian Railway Standard Specification Fori.R.S. Fangs, Bolts and NutsDocumento4 pagineForward.: Indian Railway Standard Specification Fori.R.S. Fangs, Bolts and NutsEngr Md Farid UddinNessuna valutazione finora
- Knottex Spare Part ManualDocumento39 pagineKnottex Spare Part ManualKarthhic Mukil57% (7)
- Jadual Pembahagian Masa TeoriDocumento2 pagineJadual Pembahagian Masa TeoriNur ZaidanNessuna valutazione finora
- Catalogue 2022 2023 en CompressedDocumento731 pagineCatalogue 2022 2023 en CompressedLucija KrklecNessuna valutazione finora
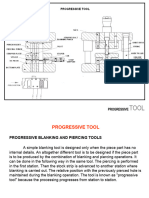
- 21 Progressive ToolDocumento5 pagine21 Progressive ToolrajuNessuna valutazione finora
- Model SSV3: Mechanical Feed and Electronic Control Drill UnitDocumento4 pagineModel SSV3: Mechanical Feed and Electronic Control Drill Unitasta seikiNessuna valutazione finora
- Manufacturing Technology - IIDocumento2 pagineManufacturing Technology - IIMANOJ MNessuna valutazione finora
- Guidelines for Chemical Process Quantitative Risk AnalysisDa EverandGuidelines for Chemical Process Quantitative Risk AnalysisValutazione: 5 su 5 stelle5/5 (1)
- Sodium Bicarbonate: Nature's Unique First Aid RemedyDa EverandSodium Bicarbonate: Nature's Unique First Aid RemedyValutazione: 5 su 5 stelle5/5 (21)