Potrebbero piacerti anche
- Bot - Mechenical Technician - FacilitiesDocumento4 pagineBot - Mechenical Technician - FacilitiesRashid BumarwaNessuna valutazione finora
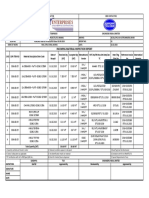
- S Andhya Enterpris Es: Incoming Material Inspection ReportDocumento1 paginaS Andhya Enterpris Es: Incoming Material Inspection ReportEswar Enterprises Qc100% (1)
- Omkar Prasad Baidya - CertificatesDocumento1 paginaOmkar Prasad Baidya - CertificatesOMKAR PRASAD BAIDYA100% (1)
- Tasleem MayDocumento2 pagineTasleem MayManthan ShahNessuna valutazione finora
- Electrical Engineer Offer LetterDocumento1 paginaElectrical Engineer Offer LetteraliNessuna valutazione finora
- Https Student - Nielit.gov - in CAND CertificateAdmitCardVersion4.aspx Qs ZQoIhiZ iYfsy3xrnnzcYGAlkhBae8+RDocumento2 pagineHttps Student - Nielit.gov - in CAND CertificateAdmitCardVersion4.aspx Qs ZQoIhiZ iYfsy3xrnnzcYGAlkhBae8+RkushNessuna valutazione finora
- 16 Sep 2014 Ref: 378 ToDocumento3 pagine16 Sep 2014 Ref: 378 ToVijayKumarNessuna valutazione finora
- NITISHDocumento2 pagineNITISHNew GlobalNessuna valutazione finora
- Internship ReportDocumento16 pagineInternship ReportSaurabh KumarNessuna valutazione finora
- WAAM Thesis (Full) 11Documento69 pagineWAAM Thesis (Full) 11Mohd AymanNessuna valutazione finora
- Purchase Order: Po No. DatedDocumento3 paginePurchase Order: Po No. DatedHolly SmithNessuna valutazione finora
- Randstad India Private Limited: Payslip For The Month of June 2021Documento1 paginaRandstad India Private Limited: Payslip For The Month of June 2021amlesh raiNessuna valutazione finora
- ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocumento10 pagineME6005/Process Planning & Cost Estimation Year/sem:IV/VIIvengadeshNessuna valutazione finora
- Ajith Kumar Mechanical FitterDocumento3 pagineAjith Kumar Mechanical FitterVijayan VijayNessuna valutazione finora
- MPM Da1Documento10 pagineMPM Da1mukund misNessuna valutazione finora
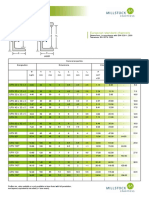
- Stainless Steel Upn Channels SectionsDocumento4 pagineStainless Steel Upn Channels SectionsKriengsak RuangdechNessuna valutazione finora
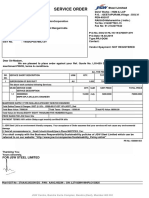
- Service Order: For JSW Steel LimitedDocumento32 pagineService Order: For JSW Steel LimitedEngineering Construction CorporationNessuna valutazione finora
- ONGC Ar2021Documento723 pagineONGC Ar2021kamaldharevaNessuna valutazione finora
- DoctorDocumento1 paginaDoctormaakbdNessuna valutazione finora
- Ut PQRDocumento10 pagineUt PQRArvind Sahani100% (1)
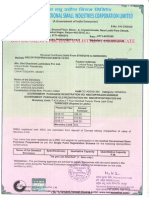
- Nsic Certificate 2018 - 06.09.2020 PDFDocumento2 pagineNsic Certificate 2018 - 06.09.2020 PDFpreetty mor100% (1)
- Irn 20.09.2019 Fl-Smidth VoltampDocumento2 pagineIrn 20.09.2019 Fl-Smidth VoltampHARI PRASATHNessuna valutazione finora
- Axis March-2016 PDFDocumento6 pagineAxis March-2016 PDFAnonymous akFYwVpNessuna valutazione finora
- A Project Report On: TMT Bar Bending MachineDocumento46 pagineA Project Report On: TMT Bar Bending MachinePrajay BhavsarNessuna valutazione finora
- Pressure Test Sample Form R2Documento1 paginaPressure Test Sample Form R2Ruel fernandezNessuna valutazione finora
- Welder Card - 6G and 3GDocumento1 paginaWelder Card - 6G and 3GRavi singhNessuna valutazione finora
- MEC18R443 Automatic Guided Vehicle 3 0 0 3: L T P CDocumento2 pagineMEC18R443 Automatic Guided Vehicle 3 0 0 3: L T P CKKNessuna valutazione finora
- Spark Test For Iron SteelDocumento3 pagineSpark Test For Iron SteelTegar Kukuh Ahmad JulfikarNessuna valutazione finora
- Project ReportDocumento9 pagineProject ReportMohammad Shahid KhanNessuna valutazione finora
- R17 Mechatronics Syllabus PDFDocumento112 pagineR17 Mechatronics Syllabus PDFScientist SakthivelNessuna valutazione finora
- Purchase OrderDocumento2 paginePurchase Ordershakeel ahmedNessuna valutazione finora
- Jaypee Institute of Information Technology Sec-128 Noida: Fee ReceiptDocumento1 paginaJaypee Institute of Information Technology Sec-128 Noida: Fee ReceiptrishabNessuna valutazione finora
- Herbalife International India, Pvt. LTDDocumento1 paginaHerbalife International India, Pvt. LTDKranti.R.BandiNessuna valutazione finora
- Two Days Workshop On WPS/PQR/WPQDocumento4 pagineTwo Days Workshop On WPS/PQR/WPQaadmaadmNessuna valutazione finora
- Vranda Statement PDFDocumento7 pagineVranda Statement PDFvarun raghuveerNessuna valutazione finora
- 7 Machining Processes PDFDocumento46 pagine7 Machining Processes PDFOsama abdurahmanNessuna valutazione finora
- 168 Bob StatementDocumento3 pagine168 Bob Statementakshay chauhanNessuna valutazione finora
- Jai Narain Vyas University, Jodhpur: Provisional MarksheetDocumento1 paginaJai Narain Vyas University, Jodhpur: Provisional MarksheetPrabhat ChouhanNessuna valutazione finora
- Allotment LetterDocumento1 paginaAllotment LetterSonu ParmaniNessuna valutazione finora
- PHD Offer Letter Fall 2015Documento8 paginePHD Offer Letter Fall 2015Abhishek KanyalNessuna valutazione finora
- Chennai TcketDocumento1 paginaChennai TcketwudalideepakNessuna valutazione finora
- Gillanders Arbuthnot & Co., LTD.: Micco DivisionDocumento1 paginaGillanders Arbuthnot & Co., LTD.: Micco DivisionSouvik DeyNessuna valutazione finora
- MBA 1st Year ResultDocumento3 pagineMBA 1st Year ResultChitra ParmarNessuna valutazione finora
- Laser CutDocumento3 pagineLaser CutAmilin HatiaraNessuna valutazione finora
- Mechanical Engineer ExperienceDocumento2 pagineMechanical Engineer ExperienceGurpreet Singh0% (1)
- Fabrication CostDocumento4 pagineFabrication CostVasudev BhanajiNessuna valutazione finora
- '400072'-Vijay ChavanDocumento1 pagina'400072'-Vijay ChavanrdrupnawarNessuna valutazione finora
- TEJ Exam Hall Ticket - HTMDocumento2 pagineTEJ Exam Hall Ticket - HTMTirumala SaiNessuna valutazione finora
- Mechanical Engineer - Abdul Rehman CVDocumento5 pagineMechanical Engineer - Abdul Rehman CVAbdul RehmanNessuna valutazione finora
- Transformer Daily Check ListDocumento4 pagineTransformer Daily Check ListElectrial Dept100% (1)
- CV - Project ManagerDocumento2 pagineCV - Project ManagerDARA SINGHNessuna valutazione finora
- Is Valid Only With Original Photo Id: Ijh (KK Dsuæ DK Uke VKSJ IrkDocumento2 pagineIs Valid Only With Original Photo Id: Ijh (KK Dsuæ DK Uke VKSJ IrkManish RajNessuna valutazione finora
- Youtube Shashigarhwa Iti MarksheetDocumento1 paginaYoutube Shashigarhwa Iti Marksheetviral video vinesNessuna valutazione finora
- Technofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIDocumento9 pagineTechnofac: Welding Inspector CSWIP 3.1 Non Destructive Examination (NDE), ASNT Level-IIElankumaran PeriakaruppanNessuna valutazione finora
- 2tyejl NGK Gaqoi 3hg9qmil64rjryaes3sicDocumento6 pagine2tyejl NGK Gaqoi 3hg9qmil64rjryaes3sicgirish_patkiNessuna valutazione finora
- MS Pipe Methodology 01.10.2021Documento22 pagineMS Pipe Methodology 01.10.2021Lakshmi Venkateshwara ConstructionsNessuna valutazione finora
- G.O. (MS) 249 2012 H.Edn PDFDocumento1 paginaG.O. (MS) 249 2012 H.Edn PDFDasan ThadathilNessuna valutazione finora
- Rent AgreementDocumento4 pagineRent AgreementAnil KumarNessuna valutazione finora
- 2 Factory LicenceDocumento4 pagine2 Factory LicenceNitesh kumar singhNessuna valutazione finora
- FP FINAL-converted (2) - Merged-Pages-DeletedDocumento18 pagineFP FINAL-converted (2) - Merged-Pages-DeletedAbdullah Raghib SiddiquiNessuna valutazione finora
- Below KneeDocumento20 pagineBelow KneeLOKENDRA91Nessuna valutazione finora
- Below KneeDocumento20 pagineBelow KneeLOKENDRA91Nessuna valutazione finora
- Belt Conveyor by Alok VardhanDocumento30 pagineBelt Conveyor by Alok VardhanLOKENDRA9150% (2)
- Project FileDocumento65 pagineProject FileLOKENDRA91Nessuna valutazione finora
- Optimization of Milling Operation by Optimizing Tool Life, Following Doe ApproachDocumento1 paginaOptimization of Milling Operation by Optimizing Tool Life, Following Doe ApproachLOKENDRA91Nessuna valutazione finora
- Resistance WeldingDocumento22 pagineResistance WeldingLOKENDRA91100% (2)
- Crushing Technology Write Up1008Documento5 pagineCrushing Technology Write Up1008LOKENDRA91100% (1)
- PRT Mid SemDocumento10 paginePRT Mid SemLOKENDRA91Nessuna valutazione finora
- Lean SeminarDocumento17 pagineLean SeminarLOKENDRA91Nessuna valutazione finora
- Seminar FinalDocumento21 pagineSeminar FinalLOKENDRA91Nessuna valutazione finora
- Final Yr Project ReportDocumento23 pagineFinal Yr Project ReportLOKENDRA91Nessuna valutazione finora
- PUP Manual EnglishDocumento455 paginePUP Manual EnglishCharo Pajuelo ChaskaNessuna valutazione finora
- DHAVAL Resume 1Documento3 pagineDHAVAL Resume 1garvi_gujaratNessuna valutazione finora
- r050210803 Chemical Process CalculationsDocumento8 paginer050210803 Chemical Process CalculationsSrinivasa Rao GNessuna valutazione finora
- Course 1 Unit 1 SEDocumento80 pagineCourse 1 Unit 1 SEPrashant DhamdhereNessuna valutazione finora
- Work Life Balance Amongst The Working Women in Public Sector BanksDocumento4 pagineWork Life Balance Amongst The Working Women in Public Sector BanksSneha DobariaNessuna valutazione finora
- Effective Use of Teaching AidsDocumento25 pagineEffective Use of Teaching AidsAdibah AnuarNessuna valutazione finora
- Ielts Reading Test 10 - QuestionsDocumento5 pagineIelts Reading Test 10 - QuestionsĐinh Quốc LiêmNessuna valutazione finora
- Loquendo TTS User GuideDocumento73 pagineLoquendo TTS User GuideNakedCityNessuna valutazione finora
- Flexible Vision Software SetupDocumento12 pagineFlexible Vision Software SetupAnonymous 1vMe99XL7INessuna valutazione finora
- Pierderea Auzului Cauzata de Afectarea Transmiterii Sunetelor (Surditatea de Transmisie) : SunteleDocumento3 paginePierderea Auzului Cauzata de Afectarea Transmiterii Sunetelor (Surditatea de Transmisie) : SunteleBianca AndreeaNessuna valutazione finora
- Value of LifeDocumento53 pagineValue of LifeTu Phu Hoang LeNessuna valutazione finora
- Brochure PDFDocumento1 paginaBrochure PDFAstro Gourav100% (1)
- Population QuestionsDocumento79 paginePopulation QuestionsBooNessuna valutazione finora
- 03 Task Performance 1 - ARG - MMW - RelevoDocumento4 pagine03 Task Performance 1 - ARG - MMW - Relevocessarine relevoNessuna valutazione finora
- Stochastic ProgrammingDocumento315 pagineStochastic Programmingfeiying1980100% (1)
- Global Leprosy StrategyDocumento36 pagineGlobal Leprosy StrategyBlue PielagoNessuna valutazione finora
- Stage 1 Handwriting Program Term 2Documento4 pagineStage 1 Handwriting Program Term 2api-206221838Nessuna valutazione finora
- CLS Aipmt 18 19 XII Phy Study Package 5 SET 1 Chapter 2Documento24 pagineCLS Aipmt 18 19 XII Phy Study Package 5 SET 1 Chapter 2Ûdây RäjpütNessuna valutazione finora
- ST - Lucia Seventh-Day Adventist Academy Physics Notes Form 5 October 18, 2016Documento3 pagineST - Lucia Seventh-Day Adventist Academy Physics Notes Form 5 October 18, 2016Anna Lyse MosesNessuna valutazione finora
- Up LB Research Manual 2008Documento168 pagineUp LB Research Manual 2008Eunice ChavezNessuna valutazione finora
- Cultural Safety EssayDocumento5 pagineCultural Safety Essayzac_houstonNessuna valutazione finora
- Computer Graphics Lab Introduction To Opengl and Glut PrerequisitesDocumento6 pagineComputer Graphics Lab Introduction To Opengl and Glut PrerequisitesNourhan M. NahnoushNessuna valutazione finora
- 26 Rules To Becoming A Successful SpeakerDocumento46 pagine26 Rules To Becoming A Successful SpeakerSpeakerMatch100% (23)
- PLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarDocumento5 paginePLC & HMI Interfacing For AC Servo Drive: Naveen Kumar E T.V.Snehaprabha Senthil KumarNay Ba LaNessuna valutazione finora
- VBH - Pull Handle - FramelessDocumento10 pagineVBH - Pull Handle - FramelessgoreechongNessuna valutazione finora
- Why Slabs Curl - Part1Documento6 pagineWhy Slabs Curl - Part1Tim LinNessuna valutazione finora
- Garcia Status and Implementation of Disaster Risk ReductionDocumento30 pagineGarcia Status and Implementation of Disaster Risk ReductionShen-shen Tongson Madreo-Mas Millado100% (1)
- Hydraulics and Geotechnical TermsDocumento4 pagineHydraulics and Geotechnical TermsAndrea RamirezNessuna valutazione finora
- S3 4 SEMM21 22 Understanding Sports FansDocumento98 pagineS3 4 SEMM21 22 Understanding Sports FansAj StylesNessuna valutazione finora
- How To OSCPDocumento34 pagineHow To OSCPbudi.hw748100% (3)