Potrebbero piacerti anche
- Total Knee Exercise ProgramDocumento7 pagineTotal Knee Exercise ProgramThangapandian NNessuna valutazione finora
- Rheocasting Structural Components: Martin Hartlieb, Per Jansson, Jean-Claude Tawil, Stéphane BergeronDocumento41 pagineRheocasting Structural Components: Martin Hartlieb, Per Jansson, Jean-Claude Tawil, Stéphane BergeronSoria LugoNessuna valutazione finora
- Factors Affecting CastingDocumento6 pagineFactors Affecting CastingMuhammad BilalNessuna valutazione finora
- Oxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Aluminum Alloy Specification'Documento12 pagineAluminum Alloy Specification'ArjunNessuna valutazione finora
- New Materials for SAG MillsDocumento12 pagineNew Materials for SAG MillsxtusNessuna valutazione finora
- Aircraft MaterialsDocumento16 pagineAircraft MaterialsManicharanNessuna valutazione finora
- Numerical Simulation of Solidification and Melting Problems Using Ansys Fluent 16.2 PDFDocumento40 pagineNumerical Simulation of Solidification and Melting Problems Using Ansys Fluent 16.2 PDFAntarim Dutta50% (2)
- Ferrous Alloys Metallurgy ReviewDocumento80 pagineFerrous Alloys Metallurgy ReviewAlvin Garcia PalancaNessuna valutazione finora
- Welding of Copper and Its AlloysDocumento30 pagineWelding of Copper and Its Alloysaj87_goswami100% (2)
- Oxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonDa EverandOxy-Acetylene Welding and Cutting: Electric, Forge and Thermit Welding together with related methods and materials used in metal working and the oxygen process for removal of carbonNessuna valutazione finora
- Aluminum Foundry TechniqueDocumento51 pagineAluminum Foundry Techniqueazadsingh1Nessuna valutazione finora
- Cover Letter Template AJEDocumento1 paginaCover Letter Template AJEThangapandian NNessuna valutazione finora
- Alloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelDocumento2 pagineAlloy 310 Spec Sheet: Multi-Purpose Austenitic Heat Resistant Stainless SteelManoj PaneriNessuna valutazione finora
- Maleable Cast IronsDocumento0 pagineMaleable Cast IronsGilang Miky Pratama AlwianNessuna valutazione finora
- Rail Specifications and Corrosion GuideDocumento94 pagineRail Specifications and Corrosion GuideGowthami Priya HanumuthuNessuna valutazione finora
- Casting of Cobalt Chromium AlloysDocumento31 pagineCasting of Cobalt Chromium AlloysYesha Shah100% (2)
- Extractive Metallurgy 3: Processing Operations and RoutesDa EverandExtractive Metallurgy 3: Processing Operations and RoutesNessuna valutazione finora
- Cutting Tool MaterialsDocumento3 pagineCutting Tool MaterialsManish KumarNessuna valutazione finora
- Die Casting AlloysDocumento75 pagineDie Casting AlloysYuvaraj YuvarajNessuna valutazione finora
- ACI 351.1R-12 Grouting Between Foundations and Bases For Support PDFDocumento25 pagineACI 351.1R-12 Grouting Between Foundations and Bases For Support PDFadng75% (4)
- Specification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Documento2 pagineSpecification Sheet: Alloy 309/309S/309H: (UNS S30900, S30908, S30909) W. Nr. 1.4833Felipe A. Gutiérrez M.Nessuna valutazione finora
- 316/316L Stainless Steel Spec SheetDocumento3 pagine316/316L Stainless Steel Spec SheetLinnie McleodNessuna valutazione finora
- Basic SOP For Cutting Section in Apparel MFGDocumento8 pagineBasic SOP For Cutting Section in Apparel MFGFarhana Laeeq0% (2)
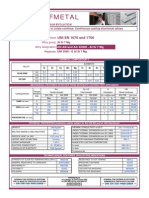
- Raffmetal: UNI EN 1676 and 1706Documento2 pagineRaffmetal: UNI EN 1676 and 1706Anshuman RoyNessuna valutazione finora
- Continuous Casting User ManualDocumento22 pagineContinuous Casting User ManualMyo100% (1)
- Extractive Metallurgy 2: Metallurgical Reaction ProcessesDa EverandExtractive Metallurgy 2: Metallurgical Reaction ProcessesValutazione: 5 su 5 stelle5/5 (1)
- Aluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical ContactDocumento3 pagineAluminium Casting Alloy (AL - Si12) : Home About Us Processes Design Quality Products Technical Contactrafdinal.sNessuna valutazione finora
- LM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical CompositionDocumento3 pagineLM25 Aluminium Casting Alloy (Al Ð Si7Mg) : Chemical Compositionsankar4582Nessuna valutazione finora
- LM6 Aluminium Casting Alloyhb11Documento4 pagineLM6 Aluminium Casting Alloyhb11Nader MohamedNessuna valutazione finora
- BS2L99 Alloy DetailDocumento2 pagineBS2L99 Alloy Detailcharles_boyle_3Nessuna valutazione finora
- Term Paper Mec 208Documento20 pagineTerm Paper Mec 208lksingh1987Nessuna valutazione finora
- LM 24 PDFDocumento1 paginaLM 24 PDFmaulik_20_8Nessuna valutazione finora
- LM6 Alloy DetailDocumento4 pagineLM6 Alloy DetaildsoNessuna valutazione finora
- LM6 Alloy Detail PDFDocumento4 pagineLM6 Alloy Detail PDFramashishNessuna valutazione finora
- 2005 Carbon SteelDocumento65 pagine2005 Carbon SteelmageshkumarNessuna valutazione finora
- LM4 Aluminium Casting Alloy (Al - Si5Cu3) : Chemical CompositionDocumento3 pagineLM4 Aluminium Casting Alloy (Al - Si5Cu3) : Chemical Compositiona.suleimanNessuna valutazione finora
- LM25 Aluminium Casting Alloy PropertiesDocumento3 pagineLM25 Aluminium Casting Alloy Propertiesdaniel_sasikumarNessuna valutazione finora
- C 70 SuperthermDocumento2 pagineC 70 SuperthermMandeep SinghNessuna valutazione finora
- UR45 NPlusDocumento4 pagineUR45 NPlusMaiara Lima PereiraNessuna valutazione finora
- URB25Documento4 pagineURB25malika_00Nessuna valutazione finora
- Aluminum Alloy EvolutionDocumento2 pagineAluminum Alloy Evolutionc4pp3ll410_m4tt0Nessuna valutazione finora
- Cswipe NotesDocumento6 pagineCswipe NotesJoseph PeterNessuna valutazione finora
- Aluminium Titanate: Chemical FormulaDocumento6 pagineAluminium Titanate: Chemical FormulaaadhanNessuna valutazione finora
- AAMRADocumento50 pagineAAMRARona Khairol Pratama100% (1)
- CHG 55B2Documento1 paginaCHG 55B2Nhien ManNessuna valutazione finora
- UR 65 310S y Su Comportamiento PDFDocumento4 pagineUR 65 310S y Su Comportamiento PDFhugo diazNessuna valutazione finora
- Presentation On SMS: BY:-Ram Prasad Choudhary 3203810034Documento19 paginePresentation On SMS: BY:-Ram Prasad Choudhary 3203810034Rahul PandeyNessuna valutazione finora
- Aluminium Alloy 6061 - Composition, Properties, Temper and ApplicationsDocumento4 pagineAluminium Alloy 6061 - Composition, Properties, Temper and ApplicationsMadhu SudanNessuna valutazione finora
- BhattacharyyDocumento13 pagineBhattacharyyRenata LisboaNessuna valutazione finora
- WMC Wire Rod CHQ Spec GuideDocumento4 pagineWMC Wire Rod CHQ Spec GuideJavier GranadosNessuna valutazione finora
- Mould HPDC Alloys PDFDocumento4 pagineMould HPDC Alloys PDFMohd Nazri SalimNessuna valutazione finora
- Sumiten 780SDocumento2 pagineSumiten 780Sdiah131Nessuna valutazione finora
- Alloy 276 Spec SheetDocumento3 pagineAlloy 276 Spec SheetermusatNessuna valutazione finora
- O HC HCDocumento101 pagineO HC HCIndustrial Infra Jobs100% (1)
- BKK Bab 5 Logam-Paduan LogamDocumento41 pagineBKK Bab 5 Logam-Paduan LogamWahid MuchlasonNessuna valutazione finora
- Final Welding of Ti Alloys and MG AlloysDocumento32 pagineFinal Welding of Ti Alloys and MG AlloysArjyajyoti GoswamiNessuna valutazione finora
- Advances in Wear Resistant Alloys and ApplicationsDocumento56 pagineAdvances in Wear Resistant Alloys and ApplicationsMilanWaNessuna valutazione finora
- LM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsDocumento3 pagineLM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsSohail ShaikhNessuna valutazione finora
- .Au-Aluminium Alloy 3003Documento5 pagine.Au-Aluminium Alloy 3003ali alhamilNessuna valutazione finora
- Welding Techniques and Guidelines for Power Sector ComponentsDocumento50 pagineWelding Techniques and Guidelines for Power Sector ComponentsaadmaadmNessuna valutazione finora
- Processing: Hot Forming Heat Treatments MachiningDocumento32 pagineProcessing: Hot Forming Heat Treatments MachiningThân KhaNessuna valutazione finora
- Alloy Steels: GMTC GMTCDocumento2 pagineAlloy Steels: GMTC GMTCpvdangNessuna valutazione finora
- PRE HEAT SRIDHAR MAGAZINEDocumento2 paginePRE HEAT SRIDHAR MAGAZINEbrajendra1020Nessuna valutazione finora
- Welding of Aluminum AlloysDocumento31 pagineWelding of Aluminum AlloysManish SharmaNessuna valutazione finora
- 4. Lecture-1, Maraging SteelsDocumento30 pagine4. Lecture-1, Maraging Steelssatish chinthamNessuna valutazione finora
- Technical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelDocumento2 pagineTechnical Delivery Condition For: Hot Rolled Carbon (Micro Alloy) SteelManjunath UNessuna valutazione finora
- Case Hardening Alloy Steel Bar 6587Documento3 pagineCase Hardening Alloy Steel Bar 6587CelsoNessuna valutazione finora
- Damasteel Martensitic Damascus SteelDocumento6 pagineDamasteel Martensitic Damascus SteelsurintanNessuna valutazione finora
- Gtpapay Gtpapay GtpapayDocumento10 pagineGtpapay Gtpapay GtpapayThangapandian NNessuna valutazione finora
- Mechanical Engineering Department at University NameDocumento1 paginaMechanical Engineering Department at University NameThangapandian NNessuna valutazione finora
- Tnpsc2a PDFDocumento26 pagineTnpsc2a PDFArvind HarikrishnanNessuna valutazione finora
- Phase Field Modelling BasicsDocumento44 paginePhase Field Modelling BasicsThangapandian NNessuna valutazione finora
- Tamil Book Details from 1859Documento428 pagineTamil Book Details from 1859Thangapandian NNessuna valutazione finora
- India PartitionDocumento1 paginaIndia PartitionThangapandian NNessuna valutazione finora
- Five Year Plan WriteupDocumento13 pagineFive Year Plan WriteupChandra Shekhar GohiyaNessuna valutazione finora
- Dalits in Dravidian Land ExcerptDocumento15 pagineDalits in Dravidian Land ExcerptThangapandian NNessuna valutazione finora
- Viva PreparationDocumento24 pagineViva PreparationenggsantuNessuna valutazione finora
- Advt FacultyDocumento45 pagineAdvt FacultyVignesh RamNessuna valutazione finora
- Stress Strain DaigramDocumento7 pagineStress Strain DaigramSai PrithviNessuna valutazione finora
- Mechanics of Materials: Jiao Luo, Miaoquan Li, Xiaoli Li, Yanpei ShiDocumento9 pagineMechanics of Materials: Jiao Luo, Miaoquan Li, Xiaoli Li, Yanpei ShiThangapandian NNessuna valutazione finora
- KJDocumento5 pagineKJThangapandian NNessuna valutazione finora
- ConductiveDocumento4 pagineConductiveThangapandian NNessuna valutazione finora
- CNT FAteDocumento6 pagineCNT FAteThangapandian NNessuna valutazione finora
- CNT EpoxDocumento7 pagineCNT EpoxThangapandian NNessuna valutazione finora
- Paper 1Documento15 paginePaper 1Thangapandian NNessuna valutazione finora
- W16Documento38 pagineW16Thangapandian NNessuna valutazione finora
- 2009-Role of StrainDocumento7 pagine2009-Role of StrainThangapandian NNessuna valutazione finora
- Origin 8 User GuideDocumento560 pagineOrigin 8 User Guideชายยาว จุฑาเทพNessuna valutazione finora
- Journal of Applied Mathematics and Mechanics: ReprintDocumento10 pagineJournal of Applied Mathematics and Mechanics: ReprintThangapandian NNessuna valutazione finora
- JJKJDocumento12 pagineJJKJThangapandian NNessuna valutazione finora
- CSIRDocumento1 paginaCSIRThangapandian NNessuna valutazione finora
- Staff - Workload - JULY - DeC 14 - As On 9.5.14Documento11 pagineStaff - Workload - JULY - DeC 14 - As On 9.5.14Thangapandian NNessuna valutazione finora
- Abaqus PDFDocumento15 pagineAbaqus PDFThangapandian NNessuna valutazione finora
- Abaqus Installation PDFDocumento21 pagineAbaqus Installation PDFThangapandian NNessuna valutazione finora
- Analyze The Microstructure Given BelowDocumento3 pagineAnalyze The Microstructure Given BelowThangapandian NNessuna valutazione finora
- EtchantsDocumento1 paginaEtchantsThangapandian NNessuna valutazione finora
- Production of Gears by Die CastingDocumento17 pagineProduction of Gears by Die CastingBalaji Sekar75% (4)
- Hot Green Sand ProblemsDocumento5 pagineHot Green Sand ProblemsbvphimanshuNessuna valutazione finora
- Is - 3038 - 2006Documento10 pagineIs - 3038 - 2006sangitaghaisasNessuna valutazione finora
- Thermal Analysis Optimization of Gray and Ductile Iron ProductionDocumento18 pagineThermal Analysis Optimization of Gray and Ductile Iron ProductionslagmercuryNessuna valutazione finora
- Internship Report-066Documento25 pagineInternship Report-066Salman KhanNessuna valutazione finora
- Impregnating Porous CastingsDocumento4 pagineImpregnating Porous CastingsSaad KhanNessuna valutazione finora
- Casting Bronze PDFDocumento13 pagineCasting Bronze PDFFIREREALM66Nessuna valutazione finora
- Chapter - 012 Dental Material MCQ Test Bank Chapter 1Documento16 pagineChapter - 012 Dental Material MCQ Test Bank Chapter 1Táláát ÄlsuroriNessuna valutazione finora
- Cavity Layout Design Methodology For Die-Casting Dies: January 2010Documento26 pagineCavity Layout Design Methodology For Die-Casting Dies: January 2010asdasdNessuna valutazione finora
- MANUAL-POLYCArbonate Sheets PDFDocumento25 pagineMANUAL-POLYCArbonate Sheets PDFHarcharan Singh MarwahNessuna valutazione finora
- Squeeze Casting - An Overview PDFDocumento9 pagineSqueeze Casting - An Overview PDFDian Try SaputriNessuna valutazione finora
- 5.design and Analysis of Fatique Lfe of ImpellerDocumento50 pagine5.design and Analysis of Fatique Lfe of ImpellerSivakumar AsokanNessuna valutazione finora
- VEC Mechanical Engineering Manufacturing Technology Question BankDocumento10 pagineVEC Mechanical Engineering Manufacturing Technology Question BankGANESH KUMARNessuna valutazione finora
- Injection Molding Test Specimens of Thermoplastic Molding and Extrusion MaterialsDocumento9 pagineInjection Molding Test Specimens of Thermoplastic Molding and Extrusion Materialsv4lkr3yNessuna valutazione finora
- Magmasoft: Magmasoft Active Feeding Simulation of Pressure Definition in FeedersDocumento10 pagineMagmasoft: Magmasoft Active Feeding Simulation of Pressure Definition in FeedersBruno CoelhoNessuna valutazione finora
- Identifying Casting Defects - AFSDocumento3 pagineIdentifying Casting Defects - AFStalk2sumantaNessuna valutazione finora
- Programme - AFC-13 - The 13th Asian Foundry Congress HanoiDocumento9 pagineProgramme - AFC-13 - The 13th Asian Foundry Congress HanoiViet NguyenHoangNessuna valutazione finora
- Steel Castings, Carbon, For General ApplicationDocumento4 pagineSteel Castings, Carbon, For General Applicationsandeep acharNessuna valutazione finora
- CatalogDocumento7 pagineCatalogZahid YousufNessuna valutazione finora
- SCI 6.1 - Low PDFDocumento68 pagineSCI 6.1 - Low PDFshaoxuanNessuna valutazione finora
- Soal Non FerrousDocumento5 pagineSoal Non FerrousPuja PradnyanaNessuna valutazione finora
- R PT Instruction PlanDocumento6 pagineR PT Instruction PlanVipin KumarNessuna valutazione finora