Potrebbero piacerti anche
- Zakria Wash Hand FolderDocumento1 paginaZakria Wash Hand FolderImtinan MohsinNessuna valutazione finora
- Isometric Drawing PDFDocumento16 pagineIsometric Drawing PDFImtinan Mohsin100% (1)
- Ans1. The Egyptians Believed in Life After Death. They Believed That They Had To Preserve Their Bodies So They Could Use Them in The AfterlifeDocumento1 paginaAns1. The Egyptians Believed in Life After Death. They Believed That They Had To Preserve Their Bodies So They Could Use Them in The AfterlifeImtinan MohsinNessuna valutazione finora
- Lessons Learned-FINAL-NEW PDFDocumento8 pagineLessons Learned-FINAL-NEW PDFImtinan MohsinNessuna valutazione finora
- Lessons Learned-FINAL-NEW PDFDocumento8 pagineLessons Learned-FINAL-NEW PDFImtinan MohsinNessuna valutazione finora
- Dear Mum and DadDocumento1 paginaDear Mum and DadImtinan MohsinNessuna valutazione finora
- GM 08 030 02 PDFDocumento62 pagineGM 08 030 02 PDFImtinan MohsinNessuna valutazione finora
- Reduced Bore Valve Resistance Coefficient CalculationDocumento3 pagineReduced Bore Valve Resistance Coefficient CalculationRafael ReyesNessuna valutazione finora
- An Evaluation of General "Rules of Thumb" in Amine Sweetening UnitDocumento18 pagineAn Evaluation of General "Rules of Thumb" in Amine Sweetening Unitrohl55Nessuna valutazione finora
- Validation of Hysys Depressuring ModelDocumento2 pagineValidation of Hysys Depressuring Modeloverlord5555Nessuna valutazione finora
- GM 08 030 02 PDFDocumento62 pagineGM 08 030 02 PDFImtinan MohsinNessuna valutazione finora
- Pump selection and head calculation exampleDocumento37 paginePump selection and head calculation exampleIhsan Wiratama100% (1)
- Depressuirng Calculation ResultsDocumento6 pagineDepressuirng Calculation ResultsIoana PopescuNessuna valutazione finora
- Tank Jet MixersDocumento2 pagineTank Jet MixersImtinan MohsinNessuna valutazione finora
- Fire Heat Flux To Un-Wetted VesselDocumento0 pagineFire Heat Flux To Un-Wetted VesselImtinan MohsinNessuna valutazione finora
- Flow of Gas LeaksDocumento1 paginaFlow of Gas LeaksImtinan MohsinNessuna valutazione finora
- Pump selection and head calculation exampleDocumento37 paginePump selection and head calculation exampleIhsan Wiratama100% (1)
- Case History For Gas Re-Liquefaction System at The Pyeong-Taek LNG Terminal, South KoreaDocumento0 pagineCase History For Gas Re-Liquefaction System at The Pyeong-Taek LNG Terminal, South KoreaImtinan MohsinNessuna valutazione finora
- Compressor Power Estimation CalcsDocumento4 pagineCompressor Power Estimation CalcstedfdfeNessuna valutazione finora
- Brill Beggs Z CalculationDocumento3 pagineBrill Beggs Z CalculationssoohhaammNessuna valutazione finora
- 02 Chapter 2Documento0 pagine02 Chapter 2Imtinan MohsinNessuna valutazione finora
- Heat Loss From PipeDocumento11 pagineHeat Loss From Pipemlarakahan100% (1)
- Semi-Elliptical Head Surface Area ChartDocumento1 paginaSemi-Elliptical Head Surface Area ChartImtinan MohsinNessuna valutazione finora
- GOR Vs GVFDocumento8 pagineGOR Vs GVFImtinan MohsinNessuna valutazione finora
- Calculate total pipe lengthDocumento6 pagineCalculate total pipe lengthImtinan MohsinNessuna valutazione finora
- Friction Factor CalculationDocumento3 pagineFriction Factor CalculationImtinan MohsinNessuna valutazione finora
- INTERNAL PRESSURE CALCULATIONS FOR PIPING & PIPELINESDocumento89 pagineINTERNAL PRESSURE CALCULATIONS FOR PIPING & PIPELINESCastro Quinteros WinstonNessuna valutazione finora
- Design DocsDocumento5 pagineDesign DocsImtinan MohsinNessuna valutazione finora
- GOR Vs GVFDocumento8 pagineGOR Vs GVFImtinan MohsinNessuna valutazione finora
- Tank Jet MixersDocumento2 pagineTank Jet MixersImtinan MohsinNessuna valutazione finora
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Mid Semester ExaminationDocumento2 pagineMid Semester ExaminationMOHAMMED RIHANNessuna valutazione finora
- Chapter 4-Ohm's LawDocumento12 pagineChapter 4-Ohm's LawErin LoveNessuna valutazione finora
- Energy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefDocumento8 pagineEnergy Efficiency Existing Ship Index (Eexi) : Regulatory DebriefSalomonlcNessuna valutazione finora
- Cast Resin Busduct PDFDocumento48 pagineCast Resin Busduct PDFanand2k1100% (1)
- GSR Azure High Level ArchitectureDocumento4 pagineGSR Azure High Level ArchitectureCSKNessuna valutazione finora
- Designing An Electrical Installation - Beginner GuideDocumento151 pagineDesigning An Electrical Installation - Beginner GuideFrankie Wildel100% (4)
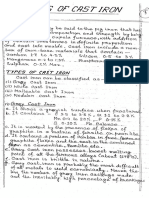
- Welding of Cast IronDocumento10 pagineWelding of Cast IronKrishnendu RouthNessuna valutazione finora
- Green Ecobuses Run On This Route.: BusesDocumento6 pagineGreen Ecobuses Run On This Route.: BusesLuis DíazNessuna valutazione finora
- Refractomax 521 Refractive Index Detector: FeaturesDocumento2 pagineRefractomax 521 Refractive Index Detector: FeaturestamiaNessuna valutazione finora
- Folic AcidDocumento5 pagineFolic Acidjyoti singhNessuna valutazione finora
- 15 04 06 SCDocumento30 pagine15 04 06 SCSugarNessuna valutazione finora
- Solar Winds OrionAPM DatasheetDocumento4 pagineSolar Winds OrionAPM DatasheetArun J D'SouzaNessuna valutazione finora
- Task Based Risk Assesment FormDocumento2 pagineTask Based Risk Assesment FormKolluri SrinivasNessuna valutazione finora
- Loan Agreement with Chattel Mortgage SecuredDocumento6 pagineLoan Agreement with Chattel Mortgage SecuredManny DerainNessuna valutazione finora
- Marcel Breuer: Hungarian-American Designer, Architect and Bauhaus PioneerDocumento8 pagineMarcel Breuer: Hungarian-American Designer, Architect and Bauhaus PioneerYosaphat Kiko Paramore DiggoryNessuna valutazione finora
- Essential earthquake preparedness stepsDocumento6 pagineEssential earthquake preparedness stepsRalphNacisNessuna valutazione finora
- University of The West of England (Uwe) : Bristol Business School MSC Management (International Human Resource Management)Documento5 pagineUniversity of The West of England (Uwe) : Bristol Business School MSC Management (International Human Resource Management)Olusegun_Spend_3039Nessuna valutazione finora
- March 2017Documento11 pagineMarch 2017Anonymous NolO9drW7MNessuna valutazione finora
- 9643 SoirDocumento38 pagine9643 SoirpolscreamNessuna valutazione finora
- Quiz UtpDocumento7 pagineQuiz UtplesterNessuna valutazione finora
- Marking SchemeDocumento8 pagineMarking Schememohamed sajithNessuna valutazione finora
- Guidelines Regarding The Handling of Cable Drums During Transport and StorageDocumento5 pagineGuidelines Regarding The Handling of Cable Drums During Transport and StorageJegan SureshNessuna valutazione finora
- Graphics Coursework GcseDocumento7 pagineGraphics Coursework Gcseafiwhlkrm100% (2)
- Nikita Project 01-06-2016Documento38 pagineNikita Project 01-06-2016Shobhit GoswamiNessuna valutazione finora
- 1 s2.0 S0313592622001369 MainDocumento14 pagine1 s2.0 S0313592622001369 MainNGOC VO LE THANHNessuna valutazione finora
- The Judicial Affidavit RuleDocumento20 pagineThe Judicial Affidavit RuleMhay ReyesNessuna valutazione finora
- Error 500 Unknown Column 'A.note' in 'Field List' - Joomla! Forum - Community, Help and SupportDocumento1 paginaError 500 Unknown Column 'A.note' in 'Field List' - Joomla! Forum - Community, Help and Supportsmart.engineerNessuna valutazione finora
- Kim Lighting WTC Wide Throw Cutoff Brochure 1976Documento24 pagineKim Lighting WTC Wide Throw Cutoff Brochure 1976Alan MastersNessuna valutazione finora
- Web Based Tour Management for Bamboo ParadiseDocumento11 pagineWeb Based Tour Management for Bamboo Paradisemohammed BiratuNessuna valutazione finora
- Norlys 2016Documento124 pagineNorlys 2016elektrospecNessuna valutazione finora