Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Aggregates
Caricato da
Solomon AlangsCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Aggregates
Caricato da
Solomon AlangsCopyright:
Formati disponibili
THEME 2 - SUSTAINABLE PROVISION OF AGGREGATES
OPTIMISING THE EFFICIENCY OF PRIMARY AGGREGATE PRODUCTION
Research funded through Defras Aggregates Levy Sustainability Fund
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
SUSTAINABLE AGGREGATES
Sustainable Aggregates: Aggregate resources produced from sand and gravel deposits, crushed rock or dredged from the sea contribute to the economic and social well being of the UK. Their production and supply has environmental effects. The Aggregate Levy Sustainability Fund (ALSF) has provided funding to undertake work to minimise and mitigate these effects. This report is part of a portfolio of work that reviews ALSF and other work undertaken between 2002-2007 on promoting environmentally-friendly extraction and transport of land-won aggregates to provide a state of knowledge account and to highlight the gaps in our understanding and practices.
Written by: Ian S Lowndes, University of Nottingham; Kip Jeffrey, University of Leicester Edited by: Abbie Drew, MIRO; Neil Roberts Designed by: Sadie Ferriday, MIRO
This publication and references within it to any methodology, process, service, manufacturer, or company do not constitute its endorsement or recommendation by the Minerals Industry Research Organisation, English Heritage or The Department for Environment, Food and Rural Affairs
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
CONTENTS
Executive Summary 1 Introduction 2 Deposit Evaluation 2.1 Introduction 2.2 Exploration Techniques for Primary Aggregate Deposits 2.3 Evaluation and Material Assessment 2.4 Reserve Denition and Quality Estimations in Aggreagte Deposits 2.5 Novel Aggregate Sources 2.6 Novel Aggregate Material Uses and Products 3 Improved Extractive Processes 3.1 Introduction 3.2 Blast Fragmentation 3.3 Fines Production and Explosive Charge 3.4 The Remote Sizing of Blast Fragmentation 3.5 Energy Consumption 4 Mineral Processing: Comminution 4.1 Crusher Machine Selection 4.2 Improved Crusher Performance Models 4.3 Energy Consumption of Crushers 5 Mineral Flowsheet Optimization 5.1 Introduction to Flowsheet Optimization 5.2 Mineral Flowsheet Optimization - Case Study 1 5.3 Mineral Flowsheet Optimization - Case Study 2 5.4 Mineral Flowsheet Optimization - BGS/METSO Minerals Case Studies 6 The application of MinetoMill Technology to the Aggregates Industry 6.1 Introduction 6.2 Mine-to-Mill Process Philosophy 6.3 The Quarry Case Studies
5 7 11 11 16 19 19 20 21 23 23 24 26 27 28 31 31 34 36 39 39 41 43 47 49 49 49 50
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
7 Washing and Drying Technologies: Waste and nes removal to minimise water use 7.1 Introduction 7.2 Waterless Fines Removal 7.3 An Industry Based Scoping Study 7.4 A Laboratory Evaluation of Waterless FInes Removal 7.5 A Trial Hydrotransport and Acoustic Separator for Sand and Gravel Processing 7.6 The Dry Separation of Clay from Clay-rich Aggregate Scalpings 8 Conclusions and Recommendations for Further Research 9 References
53 53 53 54 55 56 59 63 65
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
EXECUTIVE SUMMARY
This report presents a critical review of the recent UK and international research projects that have been conducted to optimise the production of primary aggregates from quarry operations, whilst minimizing the generation of unsaleable mineral products and energy consumption. In particular, the report highlights the methodologies and results of the relevant research projects funded by the Minerals Industry Sustainable Technology (MIST) research programme 2002-2006.
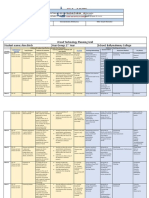
A summary categorisation of the MIST research projects reviewed is presented in Table 1. The report provides a denition of the scope of the research theme, followed by an objective overview of the potential range of research study topics that could be promoted under the dened theme. The technological focus of the MIST research projects conducted under this theme was the investigation of methods: to improve aggregate reserve denition, and extraction and processing methods that seek to maximise the production of primary aggregate products and minimise nonsaleable products (including silt, nes and clays) and energy consumption. The aim of the programme was to foster research projects that would investigate new technologies and approaches to optimise resource value; by using primary deposits for the highest possible quality and value applications, consider novel deposit types, address improvements in evaluation techniques, reserve and resource denition challenges, consider new and improved extraction technologies, minimise the amount of non-mineral extracted from quarry sites and to improve control over mineral processing operations to minimise nes production and energy consumed. In 2006, the UK produced approximately 127 million tones of crushed aggregate (BGS, 2007) which translates to an equivalent energy consumption of
209.5 million kWh. Clearly any measures that can be taken to reduce the amount of comminution energy required to crush and grade this rock will greatly reduce the carbon footprint of these operations. The report summarizes the methodology and major conclusions of a series of international and MIST sponsored research studies that have been conducted to: n Provide a better denition of aggregate/sand and gravel reserves and to minimise the extraction and processing of non-saleable mineral streams. n Give an improved fundamental and practical understanding behind the production of nes during blasting in hard rock aggregate quarries. n Identify the role of different types crushing machines in the downstream production of both desirable and potentially undesirable mineral product streams. n Optimise the production of aggregate comminution circuits by the use of eld validated computational simulation methods. n Investigate the application of the holistic Mineto-Mill (MTM) methodology to optimise the production of aggregates. n Identify the energy consumption of aggregate extraction and processing plants.
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
The review concludes by identifying the current gaps in knowledge and the areas requiring further research effort. The report concludes by making the following recommendations for further research work: n The development of a national GIS based system collating and updating areas of search and mineral protection areas as well as statutory designation and geology to avoid duplication of effort by companies. This could also be expanded to facilitate the development of national scale supply models for aggregates. n There still needs to be systematic study of the effectiveness and comparability of the results of different deposit drilling and trenching techniques in different geological environments, with a view to producing a best practice guide to aggregate deposit sampling. High quality sampling data is essential for more advanced forms of deposit modelling and extraction planning already developed under the ALSF research programme. Improved geophysical eld techniques, sensors and data processing are still needed that allow rapid, high resolution surveying and can produce quantitative measures relating directly to aggregate quality rather than simply bulk properties and deposit morphology. n A detailed economic and resource study of novel sources should also be examined to assess their potential contribution to aggregate including the comparative economic and environmental benets of hard rock underground projects compared to ongoing and expanding transnational ship borne and long distance rail aggregate supply to the area. n Additional research projects be conducted to establish bench mark case studies conducted at a selection of UK quarry operations exploiting the major range of hard rock aggregate reserves. These case studies will deliver guidance to quarry operators on the development of optimal blasting practices that may be adopted at a particular quarry, to maximise desired product sizes, and minimize
nes production and the total energy consumption of the combined blasting and downstream comminution processes. n Further comminution plant optimization studies be conducted, to produce a series of UK bench mark case studies at a selection of UK quarry operations exploiting the range of major hard rock aggregate reserves. The results of these studies could be used by industry process engineers to objectively assess and compare the applicability of the available independent proprietary mineral processing simulation codes to optimize the design and operation of current and future quarry processing plants. n A major research project be conducted at a number of UK hard rock aggregate quarries to assess the applicability and benets that Mine-toMill technology to the UK quarry industry. This study would combine the two objectives of the two studies proposed above. The project would combine the use of a combined blast fragmentation and comminution optimization to maximize desired product, minimize nes and energy consumption. n Further pilot/full scale plant benchmark research studies be conducted to produce an objective set of technical data with which to perform a comparative analysis of the practical, economic and environmental benets offered by wet and dry/reduced water extraction process technologies relevant to UK quarry operations. n There have been many studies to investigate the development of synthetic aggregates, or utilizing waste materials in construction materials, however there has been relatively little consideration given to primary aggregate property improvement through the use of cost effective surface treatments, processing and modication. This would facilitate the use of primary aggregates for higher grade applications, and allow marginal materials to be upgraded for more demanding applications. Together these would provide signicant potential for increased resource value.
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
1 INTRODUCTION
The UK Minerals and Quarrying Industry is under increasing pressure to improve the sustainability of its operations and one way in which this can be achieved is through reductions in nes production and energy consumption. The UK Foresight programme (Natural Resources and Environment) (Anon, 1992) and the US Department of Energy, Mineral Processing Technology Roadmap (Anon, 2000), highlight that to ensure the sustainable development of the mining and minerals industries the following key areas need to be addressed; improved energy efciency, environment, health and safety and improvement in productivity. These objectives are also recognized as thematic areas within the ALSF sponsored MIST programme.
This report presents a critical review of the recent international and UK research projects that have been conducted to optimise the production of primary aggregates from quarry operations, whilst minimizing the generation of unsaleable mineral wastes and energy consumption. In particular, the report highlights the methodologies and results of the relevant research projects sponsored by the Minerals Industry Sustainable Technology (MIST) research programme 2002-2006. A summary categorisation of the MIST research projects reviewed is presented in Table 1.The report provides a denition of the scope of the research theme, followed by an objective overview of the potential range of research study topics that could be promoted under the dened theme. The technological focus of the MIST research projects conducted under this theme was the investigation of methods: to improve aggregate reserve denition, and extraction and processing methods that seek to maximise the production of primary aggregate products and minimise non-saleable products (including silt, nes and clays) and energy consumption. Thus, the aim was to foster research projects that investigated new technologies and approaches to optimise resource value; by using primary deposits for the highest possible quality and value applications, consider novel deposit types, address improvements in evaluation techniques, reserve and resource denition challenges, consider new and improved extraction technologies, minimise the amount of non-mineral extracted from quarry sites and to improve control over mineral processing operations to minimise nes production and energy consumed. Quarry wastes are largely unavoidable by-products of the extraction and processing of aggregates (MA/4/5/002).They are dened as wastes because no market currently exists for them, but unlike many other wastes they are generally inert and non-hazardous. Materials that may be classied as quarry wastes include overburden and interburden (material of limited value that occurs above or between layers of economic aggregate material) and processing wastes (non marketable, mostly ne-grained material from screening, crushing and other processing activities).
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
MIST Research Projects Reviewed Research project contract number
Theme of Project Summary of Research Methodologies Adopted Scope of technology development based projects State of Art Technology Review
Principal Research Provider
Mineral processing3
Short Project Title Pre-extraction1
Scope of review based projects
Extraction Processes2
MA/4/5/002 Waterless Fines Removal BGS MA/4/5/009 Quarry nes minimisation BGS MA/2/3/007 Cleaner Quarries 1 Univ of Nottingham MA/4/1/002 Cleaner Quarries 2 Univ of Nottingham MA/2/1/005 AGUMAS TRS Technologies Ltd MA/4/2/002 WARM-IT Univ of Leicester MA/3/2/002 Aggregate Deposits Univ of Leicester MA/3/2/001 Sand & Gravel Deposits; Univ of Leicester X X X X X
X X X X X X X X X X X X X X
X X X X X X X X
X X X X X X X X X X X X X X X X
Table 1: Categorization of the MIST funded research projects reviewed. Notes: 1. Technologies for advanced resource denition to minimise non-saleable mineral production 2. Extraction technologies to reduce non-saleable mineral production. 3. Innovation in technology and plant design to optimise resource value and reduce non-saleable mineral production.
Flowsheets to represent the production cycle from typical sand and gravel, and hard rock aggregate quarries are shown on (Figures 1 and 2, respectively). These owsheets highlight the potential generation of saleable and non-saleable mineral product/waste streams at each of the three major stages of mineral production: resource estimation (pre-extraction), primary extraction and mineral processing cycles (including washing/ drying and comminution). The focus of the research theme was to promote research projects that would maximise primary saleable products and minimise the generation of non-saleable mineral products and wastes. An analysis of the mineral process owsheets, that detail the potential saleable and non-saleable products streams, concludes that to optimize resource value requires the development of optimized technologies and strategies that have the objective to deliver; improved reserve denition to minimize the extraction of nonsaleable products; improved extractive processes that minimize the mining or creation of non-saleable wastes (including nes) and the development of innovative mineral process optimization technologies and techniques that maximize saleable mineral and minimize non-saleable mineral production (including nes). The report also highlights recent research studies that have identied changes to extraction or processing practices that may produce signicant reductions in energy consumption.
Pre-Commercialisation Trials
State of Art Research Review
Full scale eld trials
Collation of good practice guidelines
Pre-feasibility laboratory study
Pilot scale trials
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
This report presents a review of the recent international and MIST sponsored research studies that have been conducted to address these objectives. A detailed overview of the completed MIST projects conducted under this theme is delivered; summarising the aims and objectives, methodology adopted and the deliverables of these projects. The review also presents a state of art review of recent international research studies that has been conducted in this area. An analysis of the research studies reviewed has been used to identify the gaps in current UK research provision and expertise, and to highlight the potential areas of future research effort. A summary of recent MIST projects that have investigated the application of novel or existing processes to enhance the use and value of the potentially non-saleable product streams is the focus of a parallel review report conducted by the Scott Wilson Technical Consultancy (Reference to parallel MIST review report).
Removal of inter burden wastes (e.g. clays), by washing or drying
Overburden Waste
Inter burden waste (e.g. silts)
Fines production
Inter burden waste (e.g. clay)
Reserve Definition
Economic Mineral deposit
Fines
Drill and Blast Extraction
Fines
Primary Crushing
Fines
Scalping Screen
Product
Product
Product
Secondary crusher
Fines
Product
Overburden removal and storage for reclamation
Fines production
Inter burden waste (e.g. clay banding)
Screening
Saleable mineral product
Saleable mineral products
Fines
Tertiary crusher
Sand classifiers
Product
Saleable mineral products
Saleable mineral products
Fines pumped to settlement lagoons
Figure 1: Hard rock aggregate mineral production owsheet (indicating potential product and waste streams)[Adapted from BGS, www.goodquarry.com ]
Overburden Waste
Inter burden waste (e.g. silts)
Reserve Definition
Economic Mineral deposit
Silts Dry Extraction and transport Products Washing
Silts Products Wet Sizing Screen
Silts Products
Sand Classifiers
Products
Saleable mineral product
Silts Products Overburden removal and storage for reclamation Saleable mineral product Silt Handling (lagoon or thickener) Recycling of processing water
Water clarification
Waste
Silt waste to landfill
Figure 2: Typical sand and gravel mineral production owsheet (indicating potential product and waste streams)[Adapted from BGS, www.goodquarry.com ]
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
10
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
2 DEPOSIT EVALUATION
2.1 INTRODUCTION
The process of search, identication, evaluation and extraction of aggregate deposits can be represented as part of an overall life-cycle of aggregate production and use. They form the basis of the Theme: Optimising the efciency of primary aggregate production review and are described below with indications of where research has been undertaken through the MIST scheme and where further research may be warranted. This theme represents the fundamental stages in the creation of sustainable aggregate production through minimization of waste production, and avoidance of its stockpiling and disposal. It creates opportunities for maximizing resource recovery, optimizing resource value, improving efciency of operations and reducing visual and other environmental impacts. In short it is the part of the life cycle where prevention is better than cure can operate. Aggregate land search in England typically involves use of published geological data derived from British Geological Survey (BGS) mapping and Mineral Assessment Reports. Most large aggregate companies however, also have a major archive of geological information based on decades of exploration and site investigation. The use of computer systems integrating geological and planning data is also being developed by the BGS mainly for public authority and planning policy use (Coleman, 1998). This is supplemented by environmental asset maps but these are generally on a scale that is too large for effective individual site consideration (Coleman, 1998) More integrated studies have been described to dene potential site areas (Crimes et. al. 1994) and in certain localities satellite imagery has been used for large scale river system assessment (Petch, 1990). Most large companies now have a Geographic Information System (GIS) approach utilizing resource, planning, market, sales and other complimentary datasets. Smaller operators typically utilize similar information but in paper form. Site investigation for sand & gravel deposits is vital since the knowledge derived is the basis for all the subsequent planning and decision, making both technical and economic. The MIST sponsored ADICT research project (MA/3/2/002) undertook a study into aspects of the investigation procedures particularly the role of drilling technique and processing of the drilling data. The deposit investigation is usually undertaken using drilling techniques such as ight auger drilling, shell & auger, reverse circulation and more recently sonic drilling although care is required in comparing the results produced from different techniques (Dixon 1988 & MA/3/2/002).(Fig 4) The study indicated signicant discrepancies between different drilling techniques and the these differences themselves vary with respect to proximity to the water table. Geostatistical techniques were also used to assess the extent to which current drilling practice effectively samples and characterizes the deposits (Fig 3). This was demonstrated to be satisfactory in uvial deposits but suggested that in the increasingly exploited Greensand and glacial deposits more intensive drilling was warranted. Some attempts to reconcile production to assessment drilling data in order to assess the accuracy of the resource estimation process were also made. The use of simple variography to indicate the sufciency of the drilling in
11
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Figure 3:Variograms of abundance of a sand size fraction in a sand & gravel deposit.
sand and gravel exploration was recommended. Together these suggested that the typical estimation process used in the industry would benet from some additional follow-up research in order to establish some best practice guidance. Errors in estimated deposit composition are a signicant cause of over production of nes and retro-tting of additional processing equipment in the early life of the quarry. Core drilling is almost universally used for assessing hard rock resources although may be supplemented by standard rotary or percussion drilling to increase data coverage most cost effectively. Whilst not common borehole geophysical logging is sometimes undertaken where these non-cored holes are drilled. Sand & gravel sites are usually drilled on variable grid patterns with space settings of around 100m (Smith & Collis 1993, Annals 1991). These are frequently supplemented by trial pits for recovery of both bulk samples for processing trials and to assess the coarsest (gravel and oversize) fraction which may not be recovered or is comminuted during drilling, and which may require crushing or a modied extraction method. The samples recovered are graded to give particle size distributions that, with appropriate correction to simulate processing, can be compared with specications for potentially saleable products. This is undertaken using a set of standard sieves on which EU product specications are based however some British Standard or customer specic criteria may also still be used requiring other sieve fractions to be assessed (Smith & Collis, 1993). These grading tests are supplemented by a set of representative samples that are assessed for a range of physical and application specic tests such as crushing, abrasion, and impact strengths, sulphate durability, shape etc (for example British Standards Institution 1975 et seq, now superseded by European Committee for Standardization 2002a,b,c). Where the material is to be used for concrete aggregate it will be incorporated in concrete mixes and
12
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
the concrete strength assessed. Detailed petrography will also be described to evaluate the potential for Alkali Silica Reactivity and associated problems. Similarly sands for use in asphalt will be incorporated into a Marshall asphalt design trial to assess bitumen demand and compared to existing asphalt sands (Pike, 1990). Important to the quarry design is the presence and level of the water table. This is recorded in boreholes at the time of drilling but monitored long term by installation of piezometers which are dipped on a regular basis to assess the uctuations in water table through the seasons. While the drilling aims to dene the geometry and approximate volume (and hence tonnage) of the deposits, the samples are used to assess the potential usability of the material in aggregate applications. There are signicant issues relating to sand & gravel deposit evaluation procedures based upon trends in the type of sand & gravel deposit being explored for and permitted, and the inuences of increasing corporate governance requirements and internationalization of the industry (Jeffrey, 2007). Historically sites were relatively simple, particularly in England, relying on relatively clean river gravels and uvio-glacial deposits. In many areas the best quality, most easily exploited deposits are either exhausted or, for planning reasons, are no longer available. The more complex glacial and associated deposits are increasingly being used. The typical industry approach to evaluation does not always recognize this and simple geostatistical analysis of drilling results has been used to suggest additional drilling may be needed (MIST 2004d, MA/4/2/002). Geostatistics is not widely used in deposit evaluation as a result of insufcient drilling
Figure 4: A ight auger and a shell & auger drilling rig undertaking a comparative drilling trial, Sevenoaks Quarry, Kent
13
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
CLPV
CLPV
CLPV
Absolute CLPV
Absolute CLPV
Absolute CLPV
Absolute Step
Absolute Step
Absolute Step
Exp Absolute PEW
Exp Absolute PEW
Exp Absolute PEW
a) EN 12620 (CP)
b) EN 12620 (MP)
c) EN 12620 (FP)
Figure 5: Plans showing the spatial variation in the match of the deposit against a range of EU aggregate specications, for a sand and gravel site.
and only marginal difference in using kriging to dene deposits size (Arthur, 1994; Hack, 2005). Extraction of economic deposits has been widely planned based on the variability indicated by the boreholes, particularly on differences in gravel, sand and silt contents. Rules of thumb are frequently used to assess, when split into coarser concreting sands, and ner asphalts or mortar sand, what grade classications and proportions of each will be produced. The deposit however will not produce sand or gravel but a specic set of graded products and planning of the site based on the variability of the deposits match to these desired products has been developed in the MIST AGSIM and WARM-IT projects (MA/3/2/001, MA/4/2/002). Data processing techniques were developed that allowed the mach of the borehole sample grading to be quantied using a number of different algorithms. This in turn allowed the spatial variability in this match to specication to be mapped around the deposit. These were presented in a number of ways but effectively generated ease of manufacture plans for individual products across the deposit (Fig 5). Development of software to simulate processing and the hypothetical yield of products from the sample grading allowed development of further plans indicating the variation in yield and wastage rates from producing specic products and the optimum product splits that could be achieved. These were demonstrated on a number of case study sites and use of the software allowed identication of extraction losses during working on one of the sites that led to development of more efcient production methods and a higher deposit recovery rate. In the process of the study new technology for simultaneous measuring aggregate size and shape was also assessed. Geophysics has historically been used in localized areas of a deposit to solve particular geological interpretation problems where drilling would be too expensive to use. Resistivity in particular has been used to resolve variations between boreholes and more accurately dene the deposit margins. Electromagnetic methods are attractive because of their speed and the MIST WARM-IT project (MA/4/2/002) focused on rapid methods of undertaking surveys at hi- resolution across large parts of the deposit as an aid to interpretation of drilling results or even eventually as a replacement of grid drilling with targeted holes
14
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
to prove the geophysically dened variability. The study undertook two substantial case studies of integrated rapid, hi-resolution geophysical surveying with the borehole and data processing techniques developed in the MIST ADICT & AGSIM projects (MA/3/2/002, MA/3/2/001),(Fig 6). These clearly indicated the benets of such integration in dening quality and geometric variations within complex deposits but also revealed the need for new data processing techniques that allow integration of different geophysical data sets, and cross correlation to point source drilling data. An integrated site investigation methodology was developed and has now been deployed on an existing site with data used in the preparation of a subsequent planning application. The studies also show that drilling is always going to be required to provide material for detailed grading and performance trials and the potential of geophysics to be an accurate predictor of aggregate quality beyond simple clay and silt levels is still in its infancy. The stages of the exploration and evaluation life-cycle are considered in more detail below: Demand driven Customers or Planners? The role and effectiveness of Regional Aggregate Working Parties (RAWPs) in setting demand for deposit search via their inuence on land banks is covered in more detail in the review of Theme 2a but is frequently the starting point for aggregate deposit search in the UK. The overriding use of land bank levels as a constraint on granting planning permissions for extensions or greeneld sites means that county by county information is needed in a collated form. Development of a national GIS based system collating and updating areas of search and mineral protection areas as well as statutory designation and geology would help avoid much duplication of effort by companies. The industry has for a long time also sought to see more widespread use of county landbanks that split the permitted reserves/resources by main markets and products rather than simply using total aggregate levels as this does not always address local or regional shortages for specic aggregate types. Site identication Regional solid and drift geological mapping data are a starting point for much aggregate resource search based on the BGS regional mapping programme and archive of boreholes. Most of the countys solid & drift geological maps are both on paper and digitally available at 1:50K level but site specic evaluation frequently benets from detailed eld slips at old 6 inch or 1 to 10,000 scale. Digital availability of these would be useful. Identication of sand & gravel resources frequently also utilizes the BGS Mineral Assessment Report series and
Figure 6: Electromagnetic EM 31 survey collected by the GEEP multi sensor platform at the Broom sand & Gravel site
15
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
to a lesser extent the BGS Applied Geology and Engineering Geology reports and maps. The availability of digital line work has also facilitated import into company GIS packages. There have been a number of recent projects in collaboration with universities & technology providers to assess the use of airborne and surface geophysics in identifying resources and their extent. The BGS has developed decision support software to be used in site selection but this is generally at too crude a scale for widespread company use. Its role appears mainly to be as an aid to the Mineral Planning Authorities (MPAs) as an introduction or assistance to GIS functionality in the planning system. This is complimented by an environmental asset assessment package and 3d stratigraphic modelling using the BGS borehole and mapping archives. These systems often operate in kilometre pixel sizes or with widely spaced boreholes and are again rather coarse for company uses. The companies have signicant local and regional databases of historical data that assists such assessments. Provision of digital MPA data, national designations such as Areas of Outstanding Natural Beauty (AONBs) and Scheduled Ancient Monuments (SAMs) allows the development of better searchable tools such as the MINGOL system. While always acknowledging that minerals can only be worked where they are found, from a sustainability viewpoint, optimal locations of sites is not just a function of county-based planning acceptability. There is a strong case for developing methodologies and platforms for optimum supply modelling based on demand, minimizing CO2, energy, fuel, and delivery distance. Pilot study models for major UK infrastructure projects such as the Olympics are underway at the BGS but a dynamic model of the UK industry to inform local and regional policies on aggregate supply and mineral planning consents would be an important high level policy tool. (This must always accept the need for company initiative, protability and the unpredictability of land availability).
2.2 EXPLORATION TECHNIQUES FOR PRIMARY AGGREGATE DEPOSITS
Exploration techniques for aggregates encompass a range of both traditional and more modern technologies including using published geological information, air photography and satellite imagery. While multispectral and hyperspectral imagery has seen wide adoption in other areas of mineral exploration its has been infrequently used for aggregates, although speculative geobotanical studies linking TM imagery to aggregate resources in poorly exposed areas have been examined (Minor et. al. 1998). More recently Google Earth & similar packages have aided landform characterization particularly for sand & gravel deposits and in areas of minimal exposure. This is now being supplemented by high quality DTM creation using surface and airborne LIDAR that is being collected for a range of environmental, archaeological, regulatory and land use purposes. Sampling and delimitation of the deposits rely, for both sand & gravel and hard rock sites, on geological mapping, drilling and trenching. The geology of most hard rock sites is relatively simple as complexity frequently leads to unacceptable product variability. Many classes of sand & gravel deposits, particularly those of glacial origin, are more complex with often unpredictable variation in mineral content. The extent of detailed geomorphological and geological modelling is generally limited. Comprehensive regional studies have
16
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
been undertaken in parts of the US e.g. Lindsey et al (2005) on the river systems east of the Front range in Colorado. These examines stratigraphy, sedimentary processes, and related gravel variation particularly down stream pebble compositions and rounding for both deposit modelling and exploration applications. These types of studies have been undertaken for academic purposes in the UK but rarely nd wide application in the industry. More practically it also reects the dominance of planning constraints over geological targeting in much of the UK. Land search in most counties in England has been reduced to nding a site that could gain planning as much as the primary objective of nding the most promising quality of resource. Somewhat surprisingly drilling, the fundamental sampling technique is still one that has signicant levels of uncertainty associated with it. Shell & auger, ight auger and to a lesser extent reverse circulation are the main sand & gravel drilling methods, and these have recently been joined by sonic drilling. There still needs to be systematic study of the effectiveness and comparability of the results of each techniques (plus trenching) in different geological environments, with a view to producing a best practice guide to deposit sampling. Currently there is limited evidence in this area but sufcient to suggest that the variation in results between techniques makes a signicant difference in quality assessment, makes multi-technique data compilation extremely problematic and in some cases causes signicant economic and production problems as a result of the inaccurate assessment. In hard rock exploration, core drilling represents the standard technique and core samples are used for mechanical testing, geological modelling and geotechnical assessment. Pressure is always on to undertake sand & gravel site investigation during crop windows on cropped land. This restricts drilling, trenching, archaeology, and a range of other invasive investigations into only a few weeks, once a year. A reduction in crop and soil damage needs to be achieved by developing low ground contact techniques, speeding up those required, and undertaking several simultaneously. This has driven the development of rapid geophysical techniques. Geophysics is increasingly used for both deposit geometry, overburden thickness determination and for water table depth. Improved techniques that are rapid enough to supplement the borehole data coverage and simultaneously discriminating enough to produce data that link to aggregate quality not just geometry are still needed. A recent overview was published by Lucius et al (2007) that concentrates on the US setting and provides a useful entry into the North American practice and technique development It has been clear for many years that geophysical surveys help dene sand and gravel deposits. Resistivity, electromagnetic and ground probing radar (GPR) surveys have proved to provide useful information. A severe problem has been that the surveys are slow, and thus expensive for large areas, and do not provide unambiguous direct indicators of lithology. At the present time advance technology is being used to produce new survey techniques which improve the speed and reduce the cost of geophysical surveys. Differential Global Positioning Systems (DGPS) systems can provide real-time locations to better than 1-metre, and if connected to the geophysical instrument, both geophysical parameters and position can be logged together. This speeds not only the survey, but also the data processing and presentation. Some products are now appearing which take this integration of systems
17
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
one step further and provide the capacity to carry multiple geophysical sensors simultaneously, and telemeter the data in real-time to a base-station where quality assessment and initial interpretation can be carried out in real time. Such systems provide an order of magnitude increase in efciency of geophysical surveys, and make large area surveys not only possible, but economically viable. The GRAMS & WARM-IT project helped in the onward development of a now commercialized multi-sensor geophysical platform used in the mineral and archaeological studies on sand & gravel sites (MA/4/2/002). This is now being produced for the UK and export markets. A new strategy for resource evaluation can be envisioned where a rapid but detailed geophysical survey of a prospective area might be carried out with electromagnetic (EM) and magnetic sensors. The EM data would map lateral conductivity changes which generally act as proxies for clay concentrations (high) or coarse gravels (low). Such surveys can now be carried out to map over 20 hectares per day with line spacings of 10 metres. These can produce detailed maps of the spatial variability of the EM conductivity. Such maps can then be used to direct targeted drilling, so that the consistency of the correlation of the geophysical values with recovered core can be tested. Resistivity imaging provides useful models of the ground structure between boreholes, but is too slow (and hence costly) to be used for large area surveys. Ground Penetrating Radar (GPR) has been shown in favourable circumstances to be a good direct indicator of grain size in sand and gravel deposits, and this may develop to be a major tool in dening detailed geological sections between boreholes. Detailed direct assessment of the lithology of sand and gravel deposits from geophysical measurements alone remains elusive due to the many geological variables involved. However the range of geophysical sensors is continually expanding, and the use of these in combination in multi-sensor survey systems offers the prospect of optimizing the determination of reliable proxies for such parameters as grain-size, clay content and saturation. The ability to monitor the sites hydrogeology in a 3D dynamic sense beyond the point located information supplied by piezometers would be benecial to assessing the spatial variability and complexity of the water table, and the impact extraction is having. This may eventually be possible using low cost seismic methodologies. In evaluating extensions to existing operations or Greeneld sites it is common for multiple phases of eld data collection to be required and on agricultural land these are often not possible within limited crop windows. The aim to do rapid, early, whole-site coverage simultaneous archaeology and mineral assessment geophysical surveying is currently being examined through English Heritage ALSF funding. The impact of drilling, geophysical, archaeological excavation and other equipment on the ground needs to be reduced and combined surveying is an area where improvements may be possible. While the need to protect signicant archaeological sites from loss during mineral working is obvious there is strong industry concern that the cost and delay involved in such exercises may in some cases jeopardize resource value and the nancial sustainability of aggregate provision. The cost of the archaeological investigations is sometimes an order of magnitude higher than the cost of the geological eld data collection upon which the assessment of the resources potential will be based. It would therefore be instructive to assess from case studies the cost of locating and evaluating archaeology on proposed aggregate sites against the history and signicance of nds a cost benet analysis if you will of the pre-submission and predevelopment surveys, and how these compare to nds made and studied during working.
18
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
2.3 EVALUATION AND MATERIAL ASSESSMENT
Accurate evaluation of aggregate deposit is crucial to sustainability through correct design of processing plant, minimizing waste production and waste storage facilities, optimizing the mining plan and a robust nancial prediction. Particle size distribution is the basis of sand & gravel deposit assessment and new technology has been evaluated through the MIST scheme based on the use of video techniques to allow rapid size and shape measurement (MA/4/2/002). This facilitates a range of new technological avenues to select and tailor materials to applications with cost and energy savings. Data processing techniques that allow areas of a sand & gravel deposit that when processed most closely match a desired saleable product have been developed (MA/3/2/001). The quality assessment and presentation techniques developed allow quarry design and scheduling based on yields of individual products rather than on broader sand, gravel and silt classications. This has already been introduced in site assessment linked to software allowing simulated processing and a software product is ready for commercialization with an initial UK and several overseas customers already identied (MA/3/2/001). These represent new environment assessment tools facilitated by ALSF funding. Hard rock assessment has been the subject of intensive research in the process of developing new EU aggregate testing standards but a full study of the performance of UK materials in the new testing regimes compared to the old are still awaited. The detailed mineralogical controls on aggregate performance are also still an area for further research despite a wide range of fundamental studies in the last four decades. Testing data and aggregate compositions have been analyzed in several states in the US with a view to dening mineralogical control but this systematic understanding is required to allow optimum aggregate selection and performance and minimize wastage rates by excessive specication or out of specication supply. From an environmental viewpoint one area of so far very limited study has been the environmental geochemistry of common aggregate and other construction raw materials. Many sources contain some metals & sulphides, and organic matter, and in various states of oxidation. The geochemical environment in which they are used is very different to the deposit from which they came and this will inevitably lead to some breakdown of unstable components. The abundance of these and their mobility during concrete & asphalt manufacture, and in-use is largely unknown.
2.4 RESERVE DEFINITION AND QUALITY ESTIMATIONS IN AGGREGATE DEPOSITS
Reserve estimation and denition has been an issue in the industry over recent years as a result of consolidation and internationalization in the sector. The companies who control the bulk of English aggregate reserves are now headquartered overseas and quoted on different stock exchanges. Reserves represent a major asset base and value for of the companies. Accurate reserve reporting is a critical element of corporate social responsibility and provide accurate inform to investors. The reporting code and competent persons also ensure sufcient investigation of the resource has been undertaken to allow efcient resource recovery. Aggregate reserve denition has been widely debated and even within the major companies a range of approaches have been developed that may be not be entirely consistent. This has in part led to the
19
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
review of the reserve codes by the Pan European Reserve Committee (PERC) committee with a focus on the needs of the industrial minerals & construction materials sector. New and more rigorous methods need to be developed to quantify the quality and grade of aggregate reserves to ensure they can be dealt with alongside other mineral commodities in reserve reports and valuations. The exploration and assessment data, and techniques required to demonstrate adequate assessment for different reserve and resource categories is also an area that would benet from additional clarication. Despite the numerous quarrying operations started and completed throughout the UK it appears that only one study has been undertaken on how accurate the resource estimation process has been. These are not simple to undertake as the extent of the deposit evolves with extensions, planning changes and pit design modications. The study by Wardrop (1999) focused only on quantity not quality for in-house operations and concluded a satisfactory accuracy. This however needs testing on a wider range of deposits, companies and for contrasting procedures in order to assess the potential for a best practice guidance approach, while recognizing the potential commercial advantage that better performance may give a company.
2.5 NOVEL AGGREGATE SOURCES
The extremely diverse nature of English geology has led to a wide variety of both sand & gravel, and hard rock aggregate sources. Over time the availability of sites which can serve the market and are environmentally acceptable will decrease by depletion. In some areas of the south-east, river valleys systems are effectively either completely depleted or unavailable on planning policy grounds. The well documented absence of signicant hard rock resources in the dominant south-east market has already led to ship borne aggregate imports to the Thames and southern coastal ports from Scotland and the Scandinavian coast. Marine sand & gravel resources are also being depleted and concern over the seabed impacts of extraction are also growing. In the light of this it appears important to assess the potential for novel aggregate sources. Aggregate mining, typically for limestone is not uncommon surrounding a range of cities in the USA and in parts of Europe. Carboniferous limestone beneath the Kent Coaleld, accessible from the old coal mine shafts is part of the Kent & Medway Structure Plan and Kent Minerals Local Plan and similar resources are potentially available at depth elsewhere in the southeast of England. The extra cost of mining could only be considered where indigenous hard rock resources are effectively non-existent and a strong market and hence price premium exists. A detailed economic and resource study of these sources may be of benet to assess the comparative economic and environmental benets of such developments compared to on-going and expanding trans-national ship borne and long distance rail aggregate supply to the area. Part of such models could be considering the combined mine and after use potential of such developments. As planning permissions for extensions to hard rock operations get harder to achieve, (greeneld hard rock permissions have been at a miniscule level over the last decade) companies may seek to develop underground extensions which have lower visual impact. Research into what are the lessons from overseas experience and what may be the impact on aggregate pricing, appears warranted. Other novel sources should also be examined to assess their potential contribution to aggregate supply.
20
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
2.6 NOVEL AGGREGATE MATERIAL USES AND PRODUCTS
Primary aggregate materials are generally similar to the materials used for decades. Products have been improved leading to, for example, self levelling screeds, coloured asphalts, and dry silo mortar. Sustainability means not only maximizing recovery but optimizing resource value by using the materials for the highest grade application possible. There have been numerous studies on making synthetic aggregates, or utilizing waste materials in construction materials, however there has been relatively little consideration of signicant aggregate property improvement through the use of cost-effective surface treatments, processing and modication. This would facilitate using primary aggregates for higher grade applications, and allow marginal materials to be upgraded for more demanding applications. Together these would provide signicant potential for increased resource value.
21
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
22
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
3 IMPROVED EXTRACTIVE PROCESSES
The focus of this section of the report is on nes reduction through the use of optimised blasting techniques in hard rock aggregate quarries. There have to date been no research projects funded by the MIST programme in this area. This section therefore draws upon the ndings and experience of major international research projects. 3.1 INTRODUCTION
Extensive in-situ testing has shown that blast fragmentation inuences the downstream processes in a quarry and as a consequence, the prot of the whole operation can be greatly improved through optimized fragmentation (Djordjevic, 2002, Ouchterlony, 2005). Indeed, other unit operations like excavation, crushing and grinding can be assisted by altering the blast-induced fragmentation. Experimental studies have indicated that a change in blasting practice would not only inuence fragmentation but fragment strength as well. The strength of the fragments produced in a blast is clearly important to the performance of the crushing circuit as it affects the energy required to break the feed to target product sizes (e.g. type 1 or type 2 road stone). The generation of nes during blasting has intrigued researchers and practitioners for some considerable time. Fines are generally considered to be fragments smaller than 10 mm, but in some applications the cut-off size is more explicit. It is considered here that nes are particles that are much smaller than the median or mean fragment size produced by blasting and that they are also created predominantly by shear failure of the rock mass, whereas coarser particles are created by tensile failure of the rock. Tensile failure tends to be the dominant mode of blast induced rock mass fragmentation on account of the inherently low tensile strength of a rock mass. Blast fragmentation of rock occurs due to two mechanisms. One is related to the compressiveshear failure of the rock (mainly rock matrix) close to the blast holes, while the second mechanism is the tensile failure of the rock mass. The second mechanism of failure occurs in the form of an extension of the larger cracks in the region beyond the crushed rock, and this type of fragmentation occurs after the crushing phase. Blasting operations strongly inuence the generation of nes during blasting and crushing operations. Laboratory experiments, industrial tests and full-scale investigations have demonstrated that the blast design will not only inuence the efciency of the quarrying operation, but also inuence the efciency of the quarrying operation, but also the results of subsequent crushing and screening. The applied blast energy will to a great extent determine the generation of nes after blasting and subsequent crushing and screening (Sheahan & Beattie, 1990; Kojovic et al, 1995; Kanchitbotla et al, 1999; Kristiansen, 1995; Nielson & Kistiansen, 1995; Tunstall & Bearman, 1997; Nielsen 1998a and b, Scott et al, 1999, Workman & Eloranta, 2003, Hagan, 1979).
23
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Blasting should consequently be designed as part of an integrated size reduction process that leads from solid rock to marketable product. Some of the important explosive parameters that determine the effective input of blasting energy to the rock mass are; the velocity of detonation (VOD), the powder factor, and the spatial distribution of the explosives inuenced by the drill hole diameter, drilling pattern and drill hole deviation. With respect to the generation of nes after blasting and crushing, the research investigations referred to above have concluded that: n Using an equal amount of explosive with a higher VOD, will generate more nes after blasting and crushing compared with a lower VOD explosive; n Using the same explosive but a higher powder factor, will generate more nes after blasting and crushing; n Using the same bulk explosive and powder factor, but increasing the drill diameter, will generate more nes after blasting and crushing; and n Using a high VOD explosive and/or increasing the powder factor, will reduce the crushing resistance of the rock. n Drill hole deviation will lead to an increase in the generation of nes in crushed aggregate production. It has been shown (Nielsen, 1999) that the cost of drilling of additional holes to compensate for drill hole deviation are less that the savings associated with the reduction of nes generation. n The use of mid-column air-decks (an empty section left between the lower and upper half of the explosive column) have been shown to reduce nes production. Chiapetta (1998) refers to preliminary results for certain limestones where the nes generation was reduced by 35%. This work was later conrmed by the studies of Thote & Singh (2000), Chiappetta & Wyciskalla (2003) n The use of stem plugs may improve the fragmentation in the middle size ranges (Bartley, 2003). The changes in crusher throughput are not convincing though. The results on the generation of nes are not clear. An improvement in the middle size ranges would however normally be accompanied b more nes, unless the fragmentation distribution becomes much steeper.
3.2 BLAST FRAGMENTATION
Ouchterlony (2003) presents an excellent and comprehensive state of the art review of the research that has been conducted to identify the inuence of blasting on the size distributions of blast muck piles. The author presents a critical review of the models that predict how the conditions; geology and rock properties, blasting pattern, charging etc. inuence the fragmentation in the muckpile. The conclusion is that all current fragmentation models predict the correct trends when primary factors like specic charge and blast-hole patterns are altered. However, quite often the different models can make contradictory predictions e.g. about the inuence of spacing to burden ratio and hole diameter etc. The author concludes that many of the existing fragmentation models are based upon the misconception that most of the ultra-ne fragments originate from around the crushed zone around the blast hole. The predictions made by these models of the nes and ultra-nes ranges are quite often quite awed. There are no reliable models that tell the engineer how the initiation of a blast hole inuences fragmentation, hence it is necessary to rely on experience and rule of thumb. Ouchterlony (2003) highlights the development of a new approach to rock fragmentation by blasting that was investigated by a recent EU sponsored research project Less Fines: Project No GRD-2000-25224 (Moser, 2003). The construction of this model is based on the concept that a material, which is fractured under ideal
24
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
conditions, exhibits a material specic Natural Breakage Characteristic (NBC) that is based upon the earlier work of Steiner (1991, 1998) that considered the mechanical comminution of rock. Steiners approach has its basis in mechanical comminution, crushing and grinding. He has basically shown that; 1. When rock particles are broken in steps or sub-circuits of an optimum comminution sequence (OCS) in the laboratory, the resulting fragmentation curve is the steepest possible. 2. When the product stream of each sub-circuit is classied, the resulting fragmentation curves are shifted vertically upward as the comminution progresses. This is in contrast to most models where the shifting is considered horizontal; see for example Lu & Latham (1998). 3. When this movement of the fragmentation curves is plotted on log-log scaled axes, the vertical shift becomes clear and the curves are further shifted in parallel. This implies that the local slop of the curve depends only on the fragmentation. 4. When the specic surface As (m2/kg) created by an OCS is plotted against the energy consumed e (J/kg), the points fall more or less on a straight line. This line is called the energy register function of the material. It is material specic, and its gradient is the Rittinger coefcient of comminution R (m2/J) 5. All non optimal comminution processes produce energy register lines that fall below the energy register line because they are less energy efcient. Moser et al (2000) widened Steiners NBC approach by showing that it also applies to model blasting with different specic charges for specimens of concrete and a range of rocks types. The resulting fragmentation curves were in the nes range surprisingly parallel both to each other and to the curves obtained from the OCS of mechanical comminution. This relative blasting specic charge independence of the form of fragmentation curves in the nes range determined from the laboratory experiments was identied as a powerful restriction when trying to construct a fragmentation model for blasting. To investigate the extension of the blasting model to full scale blasting experiments the authors joined a consortium of research partners and industrial operators to execute the EU GROWTH research project Less Fines- Less nes production in aggregate and industrial minerals industry, GRD-CT-200000438. (Moser, 2004). The above preliminary laboratory results were central to the Less Fines project. With the aid of an analysis of the data obtained from model blasting tests on rocks from the quarries of the participating companies, the project was able establish the steepest possible fragmentation curve for each rock type and use these curves to dene the potential for the reduction of the amount of nes generated in the bench blasts. Methods to utilize this potential were subsequently developed and successfully applied to a number of the test quarries included in the study. The work conducted as part of the Less Fines project has strengthened the conclusion that model-blasting tests follow Steiners NBC reasonably well (Moser, 2003a; Moser et al, 2003b). Moser et al (2003 c) found that the similarities of the fragmentation curves for the full-scale and lab-scale blasts were sufciently strong to conclude that it was possible to predict the particle size distribution for a full scale blast from laboratory-scale blasting tests. They suggest that further research work needs to be done to get a better understanding of the characteristics of the coarser part of the particle size distribution curves. The authors concluded that the natural breakage function (NBC) concept proposed by Steiner also describes the fragmentation fractions produced by blasting in addition to the technical fragmentation
25
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
processes of comminution. The main consequences of this are that: n A complete fragmentation model of blasting must include this concept, that n Model blasts may be used to predict at least the shape of the nes part of the fragmentation from a fullscale blast, and that n Lab-scale blasts could have some use to characterize the blastability of rock from a fragmentation point of view. The research work conducted as part of the EU funded Less Fines project (Moser, 2004) also focused on the mapping of the in-situ block size distribution of the rock mass created by the existing joint sets (Moser et al, 2003a). As the result of this project a new improved function was developed to better characterize the blast fragmentation size distribution. The development of this improved size distribution function, named the Swebrec function is reported by Ouchterlony (2005). The new three parameter fragment size distribution function links rock fragmentation by blasting and crushing. The newly derived Swebrec function gives an excellent statistical t to an extensive series of laboratory data sets over a range of fragment sizes 2-3 orders of magnitude. A ve-parameter version reproduces sieved fragmentation curves all the way into the -100 m range. In addition the Swebrec function can; (i) be used in the Kuz-Ram model (Onederra et al, 2004) and removes two of its inherent drawbacks the poor predictive capacity in the nes range and the upper limit cut-off to block sizes; (ii) reduces the JKMRC one-family description of crusher breakage functions based on the T10 concept to a minimum; and (iii) establishes a new family of natural breakage characteristic (NBC) functions with a realistic shape that connects blast fragmentation and mechanical comminution and offers new insight into the Steiners OCS sub-circuits of mechanical comminution. It is highlighted that improvements are required in the understanding and characterization of the different fracturing modes. The relationships between model parameters and the microscopic properties of different rock types plus taking a correct account of rock mass jointing is required (Hamdi & du Mouza, 2005)
3.3 FINES PRODUCTION AND EXPLOSIVE CHARGE
The second main objective of the Less Fines (Moser, 2004) research project was to investigate the adaptation of explosives properties, charging techniques and timing in order to minimize the percentage of nes (Sanchidrian et al 2006). The main ndings of this sub-project were that; (i) cylinder expansion tests for determining the working capacity of explosives has been further developed, (ii) differentiated gassing to limit fragmentation energy has been further developed, and is now used in regular production at a case study quarry, and (iii) the application of energy controlled blasting rendered a 5% reduction of nes less than 80 mm in a case study Austrian hard rock quarry. A recent paper (Onederra et al, 2004) introduces an engineering approach to estimate the proportion of nes generated during the blasting process. The proposed modelling framework is based upon the combination of two Rossin-Rammler based distribution functions to model the full range of fragments expected to be produced during this process. This approach successfully developed and applied by researchers at the JKMRC (Djordjevic, 2002), has been improved with the introduction of a new model to predict the potential volume of crushed material resulting from the crushing and shearing stages of blasting.Validation exercises of the proposed modelling framework have demonstrated good agreement between model predictions and the measured distribution of nes. The practical application of the proposed modelling framework is demonstrated with an engineering study whose aim was to assess the impact of blast fragmentation on the overall production of nes in a hard rock quarry. An analysis of the results of the
26
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
study concluded that any increase in the proportion of nes generated during the blasting process do not translate directly into an equivalent increase in the amount of nes or waste product downstream (i.e. after crushing). This is because a signicant proportion of nes may be generated during the crushing stages in the production of the required products. Further analysis also showed that less crushing requirements due to an overall increase in fragmentation contribute to a decrease in the specic crushing energy and hence a reduction in power consumption requirements. Recently Boholi & Hoven (2007) conducted laboratory and full scale studies to explore the possible relationship between nes production and the water content of rock material. The Brazilian tensile test was selected for the laboratory study while a cone crusher machine was employed for the full scale trials. An analysis of the results obtained from the laboratory tests concluded that the percentage of nes fraction produced was a function of the rock type tested and that a correlation between its strength and its nes generation potential could be obtained. The inuence of water content on the production of nes was also examined, which showed that increased water content reduces both tensile strength and nes generation in the laboratory. The impact of water content on aggregate production was also studies in full-scale but following an analysis of the results obtained from this preliminary study the researchers were not able to draw a rm conclusion.
3.4 THE REMOTE SIZING OF BLAST FRAGMENTATION
Measurement of the results of blasting and rock comminution i.e. size distribution is vital for the optimal control of these processes in the eld as well as from a modelling viewpoint. However, the scale of mining operations in particular precludes the use of conventional screening methods on a routine basis. Image analysis methods have been developed to successfully perform this analysis. Fragmentation may in principle be measured in two ways, sieving or digital image analysis, Sieving disturbs production, it is costly and whole blasts are almost never screened. Image analysis is non-invasive; it can be done more or less continuously and may be used for process control. The rapid analysis and assessment of the fragmentation size distribution of rock in a bench blast muck pile is important to enable the development of meaningful conclusions from blasting trials to be developed The results of this analysis may be used to develop a practical blasting strategy to optimize fragmentation and to develop an optimal downstream processing of the muck pile to maximize desired product size ranges. Over the past fteen years a series of optical image analysis methods have been developed. Digital image methods of measuring fragmentation have problems to account for the amount of nes correctly. This has to do with their resolution, often expressed as the largest acceptable ratio of largest to smallest fragment size in one image, and their need to apply a nes correction (e.g. Kemeny et al, 1999). Cunningham (1996) presented an excellent overview on automated measuring systems. Recently Latham et al (2003) have produced an in depth comparative assessment of the four most widely employed image analysis systems (Fragscan, Powersieve, Split and WipFrag) using a photo library of articial muckpiles. The errors associated with image processing systems are commonly due to the following factors: n Image analysis can only process what is shown on the image, which represents only the surface of the objects n Particle sizes that can be analyzed usually fall into a certain range. In other words, big boulders could be divided into smaller ones and ne particles could be grouped into bigger particles. This segmentation problem is very common with almost every digital image processing system (Maerz & Zhou, 1999) n Fines sizes are often underestimated.
27
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
To address these problems as part of the Less Fines research project Sanchidrian et al (2006) conducted a full scale study to investigate the adaptation of an image analysis system to produce an improved assessment of the nes fraction within the muckpile of a number of bench blasts in a case study limestone quarry. The calibration of the photographic and video images taken by the analysis system was achieved by conducting a sieve analysis of the muckpiles so that the optically derived fragmentation size distribution curves matched as close as possible the sieve data. The sieving data was subsequently used to extend the fragment size distribution curves measured to sizes below the systems optical resolution and to process the results in terms of fragmented rock, discounting the material coming from a loose overburden (natural nes) that is cast together with the fragmented rock. The total fragmentation size distribution of a blast is obtained from the analysis of a collection of twenty photographs; a criterion to eliminate of outlier photographs has been adopted using a robust measure. An analysis of the consistency of the results obtained based upon a knowledge of the natural nes is made. Blasts with large differences in the amount of nes require a differentiated treatment, as the nes tend to be more underestimated in the image analysis as they become more abundant; this has been accomplished by means of a variable nes adjustment factor. The developed system has been shown to be sensitive to relative changes in fragmentation.
3.5 ENERGY CONSUMPTION
Large hard rock quarries expend enormous amounts of energy, with associated costs. (Workman & Eloranta, 2003). A substantial portion of this energy is consumed in crushing. There is signicant evidence that blasting does affect crushing results, and that large savings in costs can accrue (Eloranta, 1995; Paley & Kojovic, 2001). It is reasonable to postulate that the size distribution of blasted fragments and the internal softening of individual fragments by blasting can affect crushing effectiveness, even though these processes are typically one to two unit processes downstream of drilling and blasting. It has recently been estimated that the energy consumed within the US minerals sector for comminution processes amounts to over 30 Billion kWh/year (US DOE, 1997). In particular, 1.6 billion tons of crushed stone aggregate are produced annually in the US, at a value of $9 billion. Since a typical US crushed stone quarry consumes approximately 1.65 kWh/ton (Anon, 2007) over 2.6 billion kWh of electrical energy are consumed per year by crushed stone production. In 2006, the UK produced approximately 127 million tones of crushed aggregate (BGS, 2007) which translates to an equivalent energy consumption of 209.5 million kWh. Clearly any measures that can be taken to reduce the amount of comminution energy required to crush and grade this rock will greatly reduce the carbon footprint of these operations. As outlined in the previous section, the optimization of the blast fragmentation process can have a signicant impact of the efciency and energy costs of the downstream comminution processes. The size of the initial feed size to the primary crusher following blasting is important as it affects production and downtime. Over coarse fragmentation will reduce the primary crusher throughput. Coarse material will lead to more downtime to clear crusher bridging and plugging. Poor fragmentation will also increase the load to the secondary and tertiary crushing stages, because there will be less undersize to bypass these stages. This will affect productivity and energy consumption (Workman & Eloranta, 2004). It is highly probable that the blasted size distribution introduced to the primary crusher will affect the feed size distributions at subsequent crushing stages.
28
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
The second effect of blasting is the production of the fractures that are produced within the rock fragments. There is substantial evidence that such cracking is produced (Nielsen & Kristiansen, 1996; Katsabanis et al; 2003 a,b). The effect of internal fractures is to soften the fragments, making them easier to break. Thus, the use of greater energy input in the blasting operation can often be less costly than expending energy downstream. This has benets to productivity, energy expenditure and to the wear of crusher liners. There are of course environmental implications of employing larger powder factors in blasting that will need to be addressed. The energy consumed by comminution circuits can change in three ways (Workman & Eloranta, 2003). First if the feed size to the primary crusher is decreased, throughput is maintained and less energy will be required to crush the mineral to the required product size. Secondly an increase in the internal fractures of the feed material will reduce the amount of energy to reduce the feed to required product sizes, and thirdly an increased percentage of undersize will bypass the secondary and tertiary crushing thereby decreasing the percentage of tons crushed. Thus, for a given feed size and rock type a crusher should be selected to optimize the product and minimize the energy consumption. The operation of the chosen crusher may then be tuned to maximize the delivery of the desired product and minimize the energy consumption. However, as discussed above there will of course be a balance between nes produced and the achievement of an optimum size fragmentation distribution post blasting. Workman & Eloranta (2004) present a number hypothetical case study calculations that illustrate that combined energy inputs to the blasting and crushing operations may be reduced by choosing an optimum explosive powder charge to initiate the breakage and fracture of the benches on blasting. The assumptions inherent to these calculations need to be more methodically tested and conrmed by further research studies. The size of the potential energy savings that may be achieved demands that these issues are resolved. The authors also identify the other potential cost savings in the form of: 1. Increased productivity in crushing 2. More undersize that bypasses further downstream stages of crushing 3. Reduced consumable wear including liners in crushers, loading and haulage equipment 4. Increased shovel production and less energy expenditure in loading 5. Tertiary benets such as the ability to use light weight truck boxes due to less severe service encountered, which will also decrease energy consumption. It is recommended that further research projects are conducted to establish bench mark case studies conducted at a selection of representative UK quarry operations exploiting the range of major hard rock aggregate reserves. These case studies will deliver guidance to quarry operators on the development of optimal blasting practices that may be adopted at a particular quarry, to maximise desired product sizes, and minimize nes production and the total energy consumption of the combined blasting and downstream comminution processes.
29
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
30
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
4 MINERAL PROCESSING: COMMINUTION
The production of crushed rock aggregates will produce a certain proportion of quarry waste, including quarry nes. The amount of waste is governed by the geology, nature of the rock, product specications, extraction and production processes, and to some extent its location with respect to potential markets and market economics.
4.1 CRUSHER MACHINE SELECTION
The principal aim of a recent MIST sponsored research project Quarry Fines Minimization (MA/4/5/002) was to review the technologies and processes traditionally used in aggregates processing, to review new technologies on the market, and to develop a catalogue of good practice in the industry to maximize the amount of saleable aggregate product and minimize nes production and their associated environmental and social impacts and costs. This project was conducted over an extended 30 month time frame that allowed for the project to develop fully the two major research activities performed, and execute a valuable consultation with quarry operators to help refocus the objectives of the project during its execution. Similar to other MIST projects conducted by the British Geological Survey (BGS) the detailed research ndings produced were disseminated by the use of new embedded topic sections within the excellent Good Quarry website (www.goodquarry.com) established as part of a previous MIST funded project. The project was executed in two major stages; n To conduct a literature review and industrial interviews to establish good practice technologies, processes, methodologies and quarry practices (for different rock types) currently used to minimize nes production. n To perform a technical evaluation of the alternative processes that may be employed to optimize product aggregate production and minimize nes production of ve surveyed quarry processing plants, processing a range of types of rock. A major nding of the literature and technical interviews conducted was that the dispersed and often unconnected good practice knowledge base available which was within the quarrying industry. As with many industries this knowledge is embedded as the experience of individual quarry managers, regional production managers or national technical directors who have a limited circle of inuence to disseminate this good practice. It is noted that this has been compounded by the decline in the technical support available within the operating companies, and a substitute reliance of quarry managers on the technical advice offered by the equipment manufacturers and suppliers. The authors conclude that without the development of independent in house expertise the operating companies will struggle to resolve this situation.
31
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
The production of hard rock aggregate following blasting involves screening (scalping) to remove nes and waste material followed by crushing and screening to produce material with specied size grades. Crushing is carried out to reduce the size of the quarried mineral from large blocks (up to a metre across) to a size ner than 20 to 50 mm. This size reduction is carried out in stages, typically with a low size reduction ratio (<6:1) and is characterized by the use of certain types of crushing equipment, summarized in Table 2, below:
Crushing Stage Primary Secondary Tertiary Quaternary (& subsequent stages) Crusher Type Jaw crusher Gyratory crusher Cone crusher HSI crusher Cone crusher VSI crusher VSI crusher Cone crusher Max Feed Size (mm) 700-1000 100-250 14-100 10-40 Max crushed product size (mm) 100-300 20-100 10-50 10-20
Table 2: Typical mineral size reduction ratios practiced by crusher type (MA/4/5/002)
The particle size of the crushing product will determine the yield of the saleable product. The particle shape required of the products and rock type will inuence the selection of crushing plant used. In their review of good practice for the application of crushing plant the authors note that currently many hard rock quarries do not produce signicant quantities of aggregate coarser than 20 mm. Consequently, the decrease in the sized product aggregate produced has had an inverse effect of nes produced, such that 40 mm top size results in 5-10% nes, 20 mm top size results in 15-20 % nes and 10m mm top size results in 3540% nes. It is noted that this represents up to an eightfold increase in nes production. The amount of nes produced increases as material progresses from primary to secondary and subsequent stages. The amount of nes arising from the primary crushing stage is greatly inuenced by the fragmentation and hence size distribution created on blasting. It is noted that the amount of nes generated on blasting may be as high as 20%. A summary of the recent international research that has been conducted to optimize aggregate blasting operations to minimize nes production is presented in a following section of the review. The research report presents a very useful tabular summary of the proportion of nes (by weight) produced by crusher units in hard rock aggregate operations, which is reproduced below, Table 3.
Production stage Primary crushing Rock type Igneous + Metamorphic Limestone Sandstone Igneous + Metamorphic Limestone Sandstone Igneous + Metamorphic Limestone Sandstone Table 3: Estimation of nes (by weight) produced by crusher units in hard rock aggregate operations (MA/4/5/002) Proportion of nes in the crusher product (by weight) 3-6% (Jaw) to 10-15% (Gyratory) 6-7% (Jaw) 20% Impact 1-2% (Jaw) 15-20% (Gyratory) 0-23% (Cone) 15-25% (Cone) to 30% (Impact) 10-15% (Cone) 5-30% (Cone) to 40% (Impact) <20% (Impact) to 40% (Hammer mill) ~15% (Cone) to 40% (Impact)
Secondary crushing
Tertiary crushing (and subsequent stages)
32
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
The authors have included the results and conclusions of the Quarry Fines Minimization project (MA/4/5/002) within two new sections to the Good Quarry website (www.goodquarry.com) embedded within the revised Production Technology and Quarry Fines & Waste sections. The key good practice guidelines to minimize the production of nes for the current production and process technologies are summarized below: n Extraction. The major conclusion is that blasting should be designed to obtain optimum fragmentation to reduce the need for secondary breakage but without producing excess nes n Production Plant. Production plant should be designed to meet product specications; plant design should start with a focus on the products rather than on the as-quarried rock to avoid unnecessarily complicated processing and nes production. n Crushing: Crushing should be carried out in several stages with small reduction ratios; the number of stages should be optimized to limit nes production. n It is generally accepted that compression crushing produces less nes than impact crushing; to minimize nes, avoid crushing processes that have major components of attrition and abrasion. n Attempts to minimize nes production should be focused on the later stages of production; primary crushing typically produces less than 10% nes whereas secondary and tertiary crushing produces up to 40% nes. n Jaw crushers are mainly used in primary crushing where the amount of nes produced is typically less than 5%; any attempts to minimize nes production a this stage will have little effect on the total nes produced as most are produced in the secondary and tertiary stages. Ideally, the closed side setting (CSS) should be set to give a size reduction of less than 6:1; smaller settings will produce more nes than larger settings. n Choke feeding is preferable; this helps to reduce impact and wear on the jaw plates, minimizes the top size and reduces the production of aky material. n Lowering the crusher speed will reduce the amount of nes produced; the trade-off will be a correspondingly lower crusher throughput capacity. n Cone crushers are mainly used in secondary and tertiary roles, therefore attempts to minimize nes production will have a greater effect on the overall production of nes compared to attempts at minimizing nes production by primary gyratory or jaw crushers. n Ideally, the closed side setting (CSS) should be set to give a size reduction of less than 6:1; lower reductions may cause boiling in the crushing chamber and it should be remembered that smaller settings will produce more nes than larger settings. n Choke feeding is preferable, typically the cone crusher is buried in feed material; this helps to reduce impact and wear on the crusher liners, improves throughput capacity, minimizes top size and reduces the production of aky material.
33
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
n Increasing the rotational speed of the crusher can increase the throughput capacity; but it may increase the residence time in the cavity which will have the effect of reducing throughput capacity and increasing nes production. n The pre-screening of the feed to remove the nes, especially in tertiary crushing is good practice; it helps to avoid packing of material in the chamber and maintain an effective crushing action. n Impact crushers tend to be used where shape is a critical requirement and the feed material is not very abrasive. Improvement in product particle shape may come at the price of producing excessive nes. n Higher rotor speeds will increase the size reduction ratio and nes production; slower speeds will reduce nes but also results in a poor product shape. n Increasing the proportion of rotor feed to crushing chamber feed in VSI crushers will reduce the nes produced; the grading of the crusher product will also be coarser. n Increasing the gap between the rotor and impact surfaces will reduce the crushing chamber retention time, reduce size reduction ratio and lower nes production. n Screening and recirculation of oversize material will improve the aggregate particle shape (more cubical), however closed circuit crushing increases nes production. n Impact crushers should be replaced by cone crushers where good (cubical) particle shape and nes minimization are required. The technologies and processes identied by the researchers as responsible for the most nes generation included limestone rotary crushers, vertical shaft impactors, quaternary crushing and deciencies in ow sheet design. It was suggested that if new economic technologies were developed they could be used in parallel with parametric process changes (including the identication of optimal machine settings, material proles and bed depths, to reduce nes production.
4.2 IMPROVED CRUSHER PERFORMANCE MODELS
In addition, many new types of breakage machine have been developed over the last decade. Many of these have been developed for the processing of metalliferous ores where ultimately the nal product size distribution is not important. However, many of these new machines allow the opportunity to control the product size distribution as is required for example in iron ore processing. Such classes of machine include mineral sizers, high pressure crushing rolls and the latest generation of cone crushers. , it has recently been shown that the product gradation from a cone crusher is affected by three main factors (Lindqvist & Evertsson, 2004) (1) The breakage mode (single or inter-particle) (2) The number of compressions (crushing zones) (3) The compression ratio in every crusher zone
34
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
By tuning the chamber geometry and adjusting the crusher operational parameters the three main contributory factors may be affected. The operational factors comprise the eccentric speed and throw. During operation it is also of importance to establish stable feeding conditions to the crusher. Understanding the inuence of each of the above variables on product size distribution can give rise to signicantly reduced nes generation which in turn will result in production of less waste and greater saleable product. How this can be achieved for different rock types needs to be understood to enable the UK quarry industry to derive real tangible benets. Crushing plants are used by aggregate producers and the mining industry. The overall crushed rock production process can be improved by means of computer simulation and optimization. To achieve the optimal performance of a crushing plant, not only the design of the individual machines but also the cost of running them should be taken into account. The performance of crushing equipment in quarry comminution circuits is critical to the generation of nal product size distribution. Traditionally focus has been given to impact and compressive crushing, generally through the use of gyratory and cone crushers. In order to better understand the impact of the choice of crusher on the production of quarry nes during comminution, a critical review is required of the inuence of crusher type and breakage mechanism on resultant production size distribution but also crucially identify the relationship this has with rock texture, mineralogy and strength. Svendensten & Evertsson (2005) have recently proposed a novel method for the modelling and optimization of crushing plant performance, based on the structural modelling of crushing plants and parameter optimization. Structural modelling is performed by utilizing mathematical models representing the operational performance of the different production units, the rock material properties and the economics of the operation of the crushing plant. A model that allows the user to specify the quality and size distribution of the product stream is also included. An objective function representing the machine operational (energy) or product stream characteristics to be optimized in formulated and a genetic evolutionary algorithm used to facilitate the optimization process. The efciency of the proposed algorithm is demonstrated with reference to the performance of a representative small crushing plant containing a small number of crushing machines. It is shown how the knowledge gained from the simulation and optimization may be used to improve the overall production of crushed rock material. Depending on the optimization criteria, the result obtained can include maximized prot, maximized desirable product fractions, increased product quality, and increased machine efciency. The authors note that the next step in the development of the models will be to make the models more robust in terms of parameter variation. This will necessitate the development and implementation of a wear model as well as placing higher demands on the cost function to evaluate the production over a period of time. Thus, further operational validation and development of these methods may allow then to be incorporated within current commercial comminution ow sheet simulation programs. While et al (2000) observe that the performance of crushing equipment in mineral processing circuits is often critical to the generation of the nal product. The paper reports the development of a multi-objective evolutionary algorithm that has been developed that allows the crusher internal geometry to be created and evaluated against multiple performance objectives (including the minimization of energy consumption and the minimization of nes generation). The authors state that the application of the multiple-objective optimization
35
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
approach is particularly important in mineral processing, as the optimum performance of single machines is often a trade off between competing process drivers. A case study is presented that demonstrates the application of the technique to the design of cone crusher liners. New crusher liner proles resulting from the application of the evolutionary algorithm suggest that signicant improvements in the generation of improved product size distributions can be obtained. The extension of the approach to wider process plant design is discussed in terms of the objectives to be addressed. The authors expand on this topic in a later research publication (Huband et al, 2006). The absence of natural aggregate at cost effective transportation distances has prompted extensive use of manufactured aggregates in the US. The US aggregate industry produces ~1.1 billion tons of crushed stone per year with carbonates and granites accounting for 71% and 16%, respectively (Guimares et al, 2007). The extensive use of manufactured aggregates has required modications to the characterization, design and construction of mineral processing plants. In addition, it has motivated studies to reduce energy consumption, to attain optimal crusher design and operation and to minimize waste nes production. Aggregate manufacturing typically involves blasting the rock mass, followed by a series of crushing stages. The energy required to crush rocks is proportional to the amount of new surface area that is created; hence, a very important percentage of the energy consumed to produce construction aggregates is spent in producing non-commercial nes. During this study, the operational data gathered from 35 operations together with data obtained from extensive laboratory experiments conducted on mineral samples collected from these sites were used to explore the role of mineralogy and fracture mode in nes production during the crushing of single aggregate particles, and aggregates within granular packs. An analysis of the results have show that particle level loading conditions determine the fracture mode, resulting particle shape and nes generation. Point loading (both single particles and grains in loose packings) produce clean fractures and a small percentage of nes. In choked operations, high inter-particulate coordination controls particle-level loading conditions, which causes micro-fractures on new aggregate faces and generates a large amount of nes. The generation of nes increases when shear is imposed during crushing. Aggregates produced in current crushing operations show the effects of multiple loading conditions and fracture modes. Results support the producers observations that the desired cubicity of aggregates is obtained at the expense of increased nes generation when standard equipment is used.
4.3 ENERGY CONSUMPTION OF CRUSHERS
As discussed at the end of the last chapter, the energy consumed by comminution in the UK quarrying industry represents a major part of the operating costs of a crushed aggregate operation. For design and optimization purposes is therefore of great importance that the power draw of crushers can be accurately predicted and optimized for a given feed size material and desired product size range. (Napier-Munn et al, 1999). The power draw of machines such as jaw and gyratory crushers is dependent upon the mineral feed rate and the size reduction achieved across the machine. This is determined by such factors as the chamber geometry, gap setting, throw and liner prole and condition. Power is drawn on demand when mineral particles, which are otherwise too large to pass the crusher unchanged, are crushed. Power draw and hence energy is directly related to the degree of desired size reduction and hence its prediction must be linked to this process. The product size distribution of mechanical crushers such as gyratory and cone crushers is dependent on the closed side setting (CSS) or gap, the liner prole and condition, the feed rate and feed size. The power
36
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
drawn by the crusher to achieve the required product size distribution is dependent upon the breakage characteristics or hardness of the ore. Many models have been developed to predict the power draw required by particular crusher units given a feed size distribution of a particular mineral (Andersen & Napier-Munn, 1988; Napier-Munn & Andersen, 1992). To optimize the energy draw of a particular crusher will require the informed changes to the feed rate, and gap size dependent on the size distribution and strength of the feed mineral. As outlined in the previous section, optimized blasting can both inuence the feed size of the mineral and its strength as characterized in
37
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
part by the extent of internal fracture produced within each of the blasted feed fragments.
38
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
5 MINERAL FLOWSHEET OPTIMIZATION
5.1 INTRODUCTION TO COMMINUTION FLOW SHEET OPTIMIZATION
The design of comminution circuits relies on the assembly suitable crushing, screening and transport equipment into the form of a mineral ow sheet. The design is supported and conrmed by material characterization, pilot plant testing and process simulation. Given that there are always time-cost constraints on the design process it is inevitable that this can lead to non-optimal designs. Comminution modelling for optimizing the product size distribution has been proposed by various workers, mainly for metalliferous mining and processing operations. Optimization of full-scale comminution processes by direct experimentation is challenging and expensive because of the costs of modifying and operating circuits to conduct these experiments. Mathematical simulation of the process is therefore necessary to make a preliminary determination of the most promising routes for optimizing the processes. Production and quarry managers focus on aggregate production and may not have the opportunity to take a critical look at the performance of their operation (MA/4/5/002). In most cases, this is carried out by regional performance managers, consultants or experts working for equipment suppliers. A performance review requires a thorough audit of the production process; as part of this, a process owsheet is devised which summarizes the throughput tonnage gures, crusher and screen settings, and product grades. Flowsheet analysis is aided by the use of proprietary computer software such as AggFlow2006 (aggow.com) and JKSimMet (www.jktech.com.au) or software, developed in house by equipment suppliers (such as Bruno as used by Metso Minerals). These software tools enable the planning and simulation of the crushing process, with the ability to use different machine combinations and settings. The software models the behaviour of crushers with different rock types based on laboratory and process plant data. The simulation can be fed with theoretical or real information on the feed material; the accuracy of the simulation can be increased by the use of real feed variables. Adjustments made to the settings or by changing the type of equipment may optimize the process to give the maximum aggregate production and minimize nes production. Numerous mathematical techniques exist to model mineral owsheets and the performance of individual items of process equipment, e.g. crushers and screens. However, no comprehensive validated UK benchmark studies exist to give guidance to operators on the selection of the most suitable techniques for quarrying applications. In order to identify and quantify the undeniable benets of owsheet modelling and optimization to be realized in the UK quarry industry research work in this area is required. The practical application of mineral processing software to assist engineers in the design and optimal performance of plants has been gradually developed over the last forty years. Despite the development of suitable mathematical models to represent the performance of crusher machines and screens, the coupling of these models within a ow sheet to enable process design and optimization to be practiced has only become possible with the development of the user interface made possible by advancement of personal computers
39
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
(Napier-Munn and Lynch, 1992). Comminution and classication models were the rst to be researched and rened (Guillaneau et al, 1995). The mathematical modeling of mineral processes has evolved through a series of stages encompassing models of varying types. The original models were empirical in their nature, such as the use of the Bond Work Index for crushing models, which uses a primitive empirical relationship to derive the index. This work index is then related to a single process parameter, representing the 80% passing size of the mineral feed material, to determine the work input required to give the required product size distribution (Herbst & Potapov, 2004). From the 1960s phenomological models began to develop that are based on an intellectual construction rather than a mathematical convenience (Napier-Munn & Lynch, 1992). Examples of such models include the population balance model for grinding mills developed by Hulburt & Katz in 1962 (Herbst & Potapov, 2004), and Whitens cone crusher breakage model developed in 1979. Phenomological models have proved to date to be the most successfully and widely used for the purposes of mineral processing simulation (Napier-Munn & Lynch, 1992). More recently, Herbst & Potapov (2004) report that model development has shifted towards models that consider the microscopic material properties and transport phenomena such as: n Discrete Element Modelling (DEM), which focuses on the behaviour of individual particles by solving Newtons Second Law of motion. n Computational Fluid Dynamics (CFD), which can model the continuous ow of slurries by solving the Navier Stokes equations n Discrete Grain Based Breakage (DGB), which model mineral material as a matrix of discrete grains which can store strain energy The complexity of mineral processes means that these types of modelling tools are still under development and not widely used; the micro-fracture mechanisms in rock breakage are very complex and not yet fully understood. The multi-phase nature of concentration process streams has been a fundamental problem in their modelling and simulation; mineral particles of varying size, shape and composition may exist alongside liquid and gas phases (Herbst & Potapov, 2004). However, with increasing computational capacity, these micro-scale modelling techniques have begun to be applied to mineral processing units, for example in 2004 Herbst & Potapov modelled particle interactions in a cone crusher and DGB to predict breakage, and thus product size distribution. At the Julius Kruttschnitt Mineral Research Centre (JKMRC) in Queensland, Australia, DEM has recently been used to model vertical and horizontal shaft impactors in three dimensions (3D); the PFC-3D Discrete Element code (Itasca, 2007) was used to model the passage of individual particles through a pilot-scale horizontal shaft impactor, recording any contact between other particles or mill walls (Djordjevic et al, 2003). The DEM model calculates the total cumulative energy applied to each particle from impellor, inter-particle and particle-wall collisions. The ability of transport phenomena based models to predict the performance of a wide range of mineral processes may lead to their greater use in the modelling and simulation of mineral circuits in the future. Mineral comminution processes can be modelled as either dynamic or steady state. In reality, a steady state is not achievable, as mineral processing plants exist in a perpetual transient state due to a variety of disturbances (Herbst & Lo, 1996). System disturbances can arise from a change in ore hardness or feed size;
40
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
these variations cause uctuations from the average operating conditions, or steady state, that can either serve to increase or decrease the productivity. Dynamic models must be time dependent and take into account the changes a system will experience due to an input disturbance; these can be used for control system applications, but generally require much more computational power. Most of the computational mathematical models available in the literature attempt to simulate the ideal steady state conditions, and predict product characteristics from a user dened constant material feed. Research associated with mineral process modelling and simulation is conducted globally; some of the most signicant research and commercialization has resulted in the development of the following computer modelling software packages (Napier-Munn & Lynch, 1992): n MODSIM developed at the University of Witwatersand, South Africa n The CANMET simulation routines developed in Canada n GSIM developed at the former Warren Spring Laboratory, UK n USIM PAC comminution simulation program, BRGM, France n MetSim developed by Proware n The Aspen modelling package n SysCAD (dynamic) and ProBal (steady state) produced by Kenwalt, South Africa n The JKMRC developed JKSimMet, University of Queensland, Australia n Aggow2006 of BedRock Sotware Inc (www.aggow.com) n BRUNO in house design software from Metso Minerals (www.metsominerals.com) Steady state simulation is a powerful tool to the experienced mineral processing engineer for plant design, equipment selection or process optimization applications. The aim of process optimization is to improve the protability of an existing comminution circuit with minimum capital expenditure. Higher rates of return are achieved through plant performance gain without the need for new process equipment or unit replacement (Herbst & Lo, 1996) A recent critical review conducted as part of a recent MIST sponsored project Quarry Fines Minimization conducted by the BGS (MA/4/5/002) concluded that although the optimization of aggregate production is a desirable objective, the pressures of production on process engineers and quarry mangers does not afford them the time to take a more critical analysis at the performance of their operations. The researchers state that the use eld validated comminution ow sheet models may enable the process engineers to optimize the existing production process and/or suggest alternative/substitute crusher and screening units and congurations, to maximize aggregate production and minimize nes production.
5.2 MINERAL FLOWSHEET OPTIMIZATION - CASE STUDY 1
A recent MIST sponsored research project Cleaner Quarries: Optimizing Environmental Performance (MA/2/3/007) conducted a short pre- feasibility study to investigate the potential application of a commercially available comminution ow sheet computational simulation program to assess the nes production of a the Tarmac, Tunstead Quarry limestone processing plant, located at Buxton, Derbyshire. The efcient use of materials, energy and capital is at the heart of cleaner production. Within the context of quarry operations this requires a detailed knowledge of material ows, the operational characteristics
41
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
of unit comminution processes and the identication of the mechanisms of waste generation and energy consumption. This initial study employed the commercial minerals engineering simulation program JKSimMet, developed and marketed by the Julius Kruttschnitt Mineral Resource Centre (JKMRC), Brisbane, Australia. This powerful, user-friendly steady state simulator was used to model the comminution circuit at the Tunstead works. The software has powerful computational models that once calibrated, may be used to optimize energy demand and nes production. The production of the eld validated mineral processing ow sheet simulation model involved three stages: (i) the performance of a plant scoping study, (ii) the analysis of the plant data and construction of the plant simulation model, (iii) the iterative use of the eld validated simulation model to obtain an optimized output (in terms of energy and/or product size distribution), and (iv) the implementation of the simulated optimal circuit conguration. The scoping study consisted of a site visit to review current mining and processing practices and discover potential areas for improvement. The analysis step involves a detailed survey of the process from the quarry run of mine (ROM) through to the crushing and screening process. In this initial exercise a representative size distribution for the ROM primary crusher feed was estimated from an examination of the literature (Thornton et al, 2001). Samples were collected from the feed and product streams from all crushers and screens under a variety of operating conditions in order to obtain information for construct eld validated JKSimMet simulation models of the current mineral mining and processing facility. To simplify the modelling of the complex mineral ow sheet existing at Tunstead the comminution ow sheet was subdivided into three individual, but connected ow sheets, namely the; (i) the primary crushing plant (producing the primary feed to the lime kilns and the secondary feed to the road stone plant), (2) the road stone plant and the (3) washing plant (producing the feed to the FGD product plant). The project succeeded in utilizing JKSimMet to produce a eld validated steady state model of the comminution circuit associated with Tunstead Quarry. The researchers claim that this was the rst time that this software had been applied to this scale of operation within the UK quarry industry. The construction of this model required a detailed assimilation and understanding of the quarry and processing plant operations, obtained though the completion of plant surveys and laboratory experimentation. Unfortunately many of the operational or technical data associated with the old crushing and screening plant were not available, which required the performance of parametric model studies to ensure that the product mass ows and size distributions matched as closely as possible those measured in the eld. Nevertheless, the authors concluded that a substantial number of the nal product size distributions did correlate very closely with the expected values leading to the conclusion that the nal model simulation was satisfactorily calibrated. The project demonstrated the potential of a calibrated JKSimMet model to be used by operational engineers to gain added insight and understanding into the technical performance of a complex comminution ow sheet. The calibrated ow sheet was subsequently used to investigate the effect that an alteration of the closed size settings of the various crushers installed within the three connected ow sheets. Using the size distributions predicted for each crusher, desk top studies were performed to quantify the product and waste streams (nes) generated within the aggregate production processes. These studies concluded that: 1. Increasing the close size setting (CSS) reduces the production of nes. 2. Only a small increase in the CSS results in a substantial increase in the product size. 3. An increase in the CSS results in a decrease in energy demand. This was further conrmed by drop weight tests performed on aggregate particle that concluded that the production of ner products requires higher energy levels).
42
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
4. Plant engineers have a limited detailed understanding of the performance of the comminution circuits associated with their quarries. This knowledge could be improved by integrating the use of a comminution ow sheet program, such as JKSimMet, into the planning of operation of the plant. To illustrate this point the authors give two examples: n The given CSS ranges of the two secondary Manseld impact crushers allowed all of the feed material to pass directly through. n The processing engineers were observed to alter the CSS of the primary gyratory between 150 and 270 mm, to alter the rate of the production of certain product sizes. A model analysis conrmed that these changes and little effect on the product size distribution. This information was subsequently incorporated into the design and optimization strategy included in the detailed recommendations made to the plant operators. These recommendations were: 1. For the current assumed feed material size distribution, to maintain the CSS of the primary gyratory crusher to a constant value of 160 mm. 2. Tale both secondary crushers off line The incorporation of these recommendations into the computer simulation model, were found to both reduce the nes production and reduce the energy cost of the plant. Tunstead Quarry is fortunate that the limestone nes produced are still marketable as they become feed for the FGD plant or cement plants. However for other single product lower grade limestone operations the production of excess nes results in a loss of revenue and additional taxes. It was concluded that to improve these preliminary optimization studies performed would require the identication or determination of the missing plant operational performance data.
5.3 MINERAL FLOWSHEET OPTIMIZATION - CASE STUDY 2
The promising results produced by this preliminary study (MA/2/3/007) promoted the development of a follow-up study, Cleaner Quarries: Methods to reduce the environmental impact of quarry operations (MA/4/1/002), which had the aim to improve aggregate comminution owsheet modelling of the road stone plant at Tunstead Quarry (Figure 7). Thus, given the size distribution and material ow rate of feed run of mine material, the operation of the calibrated mineral owsheet could then be optimized by performing a parametric study, on the operational variables of the individual crusher and screening units. The objective of these exercises was to identify the parameter values that both reduced energy consumption and the nes production. The aims of the project were: n To develop a eld validated comminution owsheet model for the road stone plant at Tunstead quarry. n To enable cleaner production at Tunstead quarry through the identication of new comminution owsheet designs that optimize resource value by the control of product size distribution and minimize energy consumption. Comprehensive material sampling surveys were conducted around the roadstone plant to determine the primary feed size distribution of the blasted material, and the feed and product sizes from the existing crushing and screening operations.
43
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Feed from Blast
Roadstone Plant Assumptions
Primary Hazemag NP3 Crusher Mansfield No. 5 Crushers A & B Screen 1 A & B (Top Deck) -20mm Screen 1 A & B (Bottom Deck)
Key
Crusher Screen Oversize Undersize
Screen 3 A&B Screen 4 A & B (i) Screen 4 A & B (ii) -14mm -10mm -6mm -3mm
Screen 2 A & B (i) Screen 2 A & B (ii) -60mm -40mm -28mm
Figure 7: A owsheet of the Tunstead Quarry roadstone processing plant
White and Black rock samples were also collected for breakage characterization studies. Single particle impact breakage tests were conducted using both the Bond crushability test and the JKMRC drop-weight tests. Standard uniaxial compressive strength tests were also performed on both rock samples. From an analysis of these preliminary tests it was concluded that the feed and the product distributions produced through the current road stone plant would not be signicantly changed by the use of the alternative Black limestone reserve, available at the quarry. Initially, two parallel owsheet simulation models were developed for the roadstone plant, using two proprietary steady state simulation packages, JKSimMet and USIMPAC. A comparative application of these two programs was conducted to determine their ease of use and functionality. Analyses of the predicted performance of the calibrated owsheet models were undertaken by varying machine operating conditions and stone feed size distributions independently. Due to unresolved modelling difculties the researchers subsequently abandoned the USIM PAC owsheet modelling exercises. Desirable products from the Tunstead roadstone plant were in the -20+6mm size range. The production of undesirable ne fractions means that either energy is being consumed to convert aggregates to fractions that either requires further processing or size reduction, or to less saleable nes fractions. Comminution owsheet may be used to optimize the crushing and screening operations of the existing plant, to maximize the production of desirable size fractions with minimal energy costs. The comminution operations at the Tunstead roadstone plant were undertaken by a series of horizontal shaft impact crushers including a large primary Hazemag machine, two secondary No5 crushers operating in parallel, and a recycle Manseld N4 crusher employed about 50% of the time to reprocess -60+30mm product material. The project report details the development of a preliminary comminution ow sheet model of the road stone plant at Tunstead quarry, to investigate the minimization of the production of the sub 4mm nes fraction. The applications of two steady state mineral processing simulation packages were assessed to model the existing
44
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
road stone plant equipment. The material outputs of the model ow sheets were calibrated against the feed and product material streams collected from the various crusher and screen units, and subsequently sized by screening in the laboratory. The predicted product streams obtained from the calibrated JKSimMet owsheet model (Figure 8) were subsequently compared to further plant material survey data, and were found to deliver a very similar to both the secondary crusher product size distribution and the primary product size distribution. Therefore it was concluded the two crushing stages modelled produced a representative steady state or average plant operation. However, a similar degree of condence was not given by the researchers to the reliability of the multi level screen models developed. The report concludes that although the screen models were calibrated against the steady state survey data, the intrinsic efciency of the intrinsic screen models were observed to be insensitive to plant throughput. It was noted that further screen modelling surveys and studies were required to resolve this issue. In order to improve the owsheet model developed it would be necessary to model t the JKSimMet single deck screen model to real plant operational survey data. The research team encountered accessibility and Health and Safety problems in effectively sampling the multi deck screens. It may therefore be desirable to perform a sample of similar single screening decks at other quarry locations. From the preliminary parametric optimization studies performed it was concluded that the production of the -20+30 mm products can be increased by reducing the CSS (or the gap between the rotors and the impactor plate/underscreen), but this action would result in increased crushing power draw and increased nes production. Opening the CSS increases the production of recycle product, requiring reprocessing by the recycle crusher. Increased recycle crusher use will add to the power draw and potentially create more nes. The plant calibrated JKSimMet owsheets were subsequently used to conduct a series of design optimization exercises by carrying out parametric sensitivity analysis. During the performance of these tests, major limitations were identied in the operation of the models. The predicted owsheet product steams were found to be non responsive to changes in mass ow rate. However, variations in the closed side setting of the crushers were found to both changes the product feed rates and product size distributions satisfactorily. A series of exercises were then conducted to estimate alternative equipment design congurations to achieve the optimal product size distributions. The replacement of the overloaded 3 A/B and 4 A/B screens was considered. The optimized design specied a 2.4m x 4.8m triple deck inclined circular motion screen.
Figure 8: The JKSimMet simulation owsheet of the Tunstead Quarry roadstone processing plant
45
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
The reduction of the CSS of the primary closed by 50mm was predicted to increase the 6-20mm product output by just fewer than 6%. The effect of doing this was found to decrease the overall selling costs of the produced products, although with a slightly increased power consumption. The reduction of nes products at this plant did not produce a realized production benet, as all products including the sub 3mm product from the roadstone plant are either utilized in the downstream FGD or cement production plants existing on site. The identied plant redesign for the replacement screens, if successfully implemented would produce an improved separation, removing the nes product from the other size fractions, which may as an added benet prevent the fugitive emission of dusts during further downstream processing and transportation. The validated simulation models predicted that the implementation of the above machine types and operational settings resulted in a reduced nes production. However, this benet was achieved at the cost of a predicted increase in power draw and hence cost. It was concluded that a full cost benet analysis was required to assess the implementation of the suggested equipment replacement changes. It is recommended that these modelling exercises be repeated on the processing plant of other UK aggregate quarries (exhibiting a wider range of rock types, including limestone, granite and sandstone). On reection, the Tunstead processing plant was a very old and complex site on which to trial and assess the true potential and benet of the simulation and optimization of aggregate processing plants. It is recommended that these owsheet simulation and optimization exercises /or redesign be applied to more modern and less complex quarry processing plant, which may result in the identication of operational or design alternatives that allow the surveyed plant to deliver the benets of improved marketable product steams, reduced nes production (where no immediate marketable product is produced on or near site) and energy reduction. In the execution of this project the size distribution of the run of mine (ROM) primary crusher material was obtained from a manual eld and laboratory assessment of the blast pile material following the blast of two individual benches in the Old Moor Quarry. The mineral owsheets were calibrated using these primary feed mineral size distributions. It was not possible to investigate the optimization of blast of alternative blast patterns and powers in the achievement of a more optimal blast fragmentation that delivered a reduced nes fraction. Two recent EU (Moser, 2004) and US DOE (US DOE, 2007) research projects have investigated the contribution of optimal aggregate blasting to nes reduction. It is recommended that benchmark UK studies be conducted to assist operators to choose the optimal blast fragmentation both to reduce initial blast nes, and to achieve blast size distributions that optimize the downstream processing of desired product size distributions.
5.4 MINERAL FLOWSHEET OPTIMIZATION BGS/METSO MINERALS CASE STUDIES
The second stage of the recent BGS co-coordinated Quarry Fines Minimization research project (MA/4/5/002) involved the performance of detailed surveys of each of the ve selected case study quarry and process plants, to identify and quantify where quarry nes are generated within the quarrying and downstream processing stages. This data was used to construct calibrated computational owsheet models of the comminution circuits. The computational models were constructed using BRUNO software developed in house by the manufacturer Metso Minerals (www.metsominerals.com). The calibrated models were then used to perform a series of desk top studies, to identify the optimal operating settings of the current plant conguration, and
46
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
to investigate the use of substitute crusher or screen unit models, to optimize the aggregate production and minimize nes production. The researchers considered the process plant installed at three sandstone, one limestone and one sand and gravel quarry. The details of the aims and objectives, methodology adopted, a discussion of the results and conclusions drawn for each of the case studies are presented on the Good Quarry website. A process audit was carried out to conrm the mass balance of the existing circuit. Changes to the operating parameters of existing or substitute plant units within the owsheet were modelled using the Metso Minerals BRUNO software in order to maximize desired product aggregates and reduce nes reduction. Case studies 1 and 2 were sandstone quarries that produced high PSV road stone aggregate and crushed rock aggregate. Both plants employed a three stage crushing circuit, including a primary Jaw crusher, secondary Impact crushers and tertiary cone crushers. Simulation models of each plant were constructed and calibrated against plant mass ow balance data. An analysis of the predicted aggregate product stream data from the range of alternative design simulation exercises performed concluded that the secondary HSI crushers be replaced by a single cone crusher, which required a minimal reconguration of the ow sheet. Computer simulations of the identied alternative optimized ow sheets predicted that the desired product aggregate streams were increased accompanied by no increase in the nes produced (Figures 9 and 10). In case study three, a similar analysis performed on a four stage crushing sandstone quarry producing high PSV roadstone and horticultural sand, concluded that the replacement of a cone crusher by a VSI crusher increased the saleable aggregate by 17% and decreased the nes production by 29% as compared to the original plant conguration and operation. Case study 4 focused on the processing plant located within a limestone quarry whose marketable product streams were road stone, agricultural lime and crushed rock concrete aggregate. The process plant consisted of a two stage crushing circuit with a primary Jaw and secondary impact crushers. The optimization exercises performed concluded that the replacement of the secondary HSI crusher with a cone crusher could achieve a 50% increase in the concrete aggregate product accompanied by a 34% reduction in nes. Case study 5, considered the processing plant of a sand and gravel quarry, producing graded sand and gravel, concrete aggregate and bagged aggregate. The original process plant consisted of a washing and screening plant with a single stage crushing circuit consisting of VSI crusher to crush the screened oversize. An analysis of the predicted optimization exercises concluded that a replacement of the current oversize screen by a larger aperture screen and the replacement of the VSI crusher by a cone crusher. The model implementation of these changes predicted that the oversize produced by the initial screening stage was virtually eliminated, and that the higher reduction ratio of the Cone crusher reduced the proportion of oversize material produced by crushing. This lead to a predicted increase in the predicted concrete aggregate produced with slightly reduced nes content. The presentation of all the case studies summarized above, would have beneted from the inclusion of a cost benet analysis associated with a comparison of the purchase and commissioning of the proposed alternative plant congurations against the costs associated with an increased production of saleable product and reduction in the nes obtained from the operation of the new plant. It is evident that quarry companies are not going to replace current crushers and screens until there useful production life has passed. However, the results of the above case studies have demonstrated the potential benets that structured plant audits and eld validated comminution ow sheet models can offer. The
47
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
construction of these models offers the plant production engineers the opportunity to perform optimization exercises that will identify optimum plant operational parameters, which will aim to maximize desired product sizes, minimize nes production and energy consumption. To improve condence in the results produced by such optimization modelling exercises it is recommended that further research studies be conducted, to produce a series of UK bench mark case studies for a range of mineral feed geology. The results of these studies could be used by industry process engineers to objectively assess and compare the applicability of the available independent proprietary mineral processing simulation codes in order to optimize the design and operation of current and future quarry processing plants.
Feed 700mm medium Gritstone Screen 80mm Feed 400 tph Undersize144tph
Process Flowsheet Original process circuit
Jaw Crusher Feed / output 256 tph Setting 125mm Screen 75 / 50 mm Feed 250 tph +75mm 115 tph +50mm 36tph -50mm 99tph Horizontal Shaft Impact Crusher Feed / output 116 tph 20mm setting Speed 45 m/s-1 Screen 22 / 6.3 mm Feed 116 tph +22mm 1 tph +6.3mm 47tph -6.3mm 67tph
50mm Sub-base 75mm Clean Aggregate
Aggregate Product 75mm (clean aggregate) 50mm (Type 1 sub-base) 5/20 (concrete aggregate) -5mm (quarry fines) Total 36tph 14% 99tph 40% 47tph 19% 67tph 27% 249tph 100%
-5mm Quarry Fines
5/20 Concrete aggregate
Figure 9: Simulation of the existing mineral processing owsheet using the Metso Minerals BRUNO software at the case study sandstone quarry (Project Case Study 1) (MA/4/5/002)
Feed 800mm medium Limestone Screen 80mm Feed 400 tph Undersize144tph
Process Flowsheet Modified process circuit
Jaw Crusher Feed / output 256 tph Setting 125mm
Cone Crusher Feed / output 127 tph 18mm setting Speed 1050 RPM
Screen 75 / 50 mm Feed 250 tph +75mm 115 tph +50mm 36tph -50mm 99tph
50mm Sub-base
Screen 22 / 6.3 mm Feed 127 tph +22mm 12 tph +6.3mm 71 tph -6.3mm 44 tph
-5mm Quarry Fines 5/20 Concrete aggregate
75mm Clean Aggregate
Aggregate Product 75mm (clean aggregate) 50mm (Type 1 sub-base) 5/20 (concrete aggregate) -5mm (quarry fines) Total 36tph 14% 99tph 40% 71tph 28% 44tph 18% 250tph 100%
Figure 10: Simulation of the proposed modied mineral processing owsheet using the Metso Minerals BRUNO software at the case study sandstone quarry (Case Study 1) (MA/4/5/002)
48
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
6 THE APPLICATION OF MINE TOMILL TECHNOLOGY TO THE AGGREGATES INDUSTRY
6.1 INTRODUCTION
Historically, the production of a mineral commodity has been perceived as two distinct stages: 1) mining to extract the commodity from the ground, and 2) processing to convert it into a marketable end-product. However, mining and processing are intimately linked, particularly when reducing particle size. Without considering the entire system, optimizing each stage separately often misses economic and energy-saving opportunities. Traditionally a quarry or mine produces rock on the ground for a plant to process. An eye is kept on hauling and oversize with much less focus on the rest of the rest of the blasted fragment size distribution. This is changed with the cradle to grave, mine-to mill or drill-to mill approaches which have been developed by the metalliferous mining industry with much success in Australia, (Thornton, 2002). The application of this approach has produced substantial benets in terms of improved performance, reduced costs and reduced environmental impact. For example, a major gold mining operation in Australia has predicted an 18% increase in SAG mill feed rate with a 10% decrease in total drill and blast, crushing and milling costs. All these benets were produced by optimization of blast fragmentation and product size distribution. It is clear that the UK quarry industry can learn signicant lessons from the results of the research work which has taken place in the metalliferous mining industry.
6.2 MINE-TO-MILL PROCESS PHILOSOPHY
Mine-to-mill technology takes the entire system into account, from the blasting process to the comminution circuit. This optimization provides a complete fragmentation and size reduction solution to maximize benet. The aggregates industry will serve as a test candidate to develop this system. The primary focus will be on the reduction of energy consumption in the aggregate production process. Mine to Mill (MTM) optimization, a total systems approach to the reduction of energy and cost in mining and mineral processing operations, is a well established technology. A owsheet detailing the stages involved in the construction of a Mine to Mill simulation of a process is given in Figure 11. Since 1997, researchers at the Julius Kruttschnitt Mineral Research Centre (JKMRC) in Queensland, Australia have been conducting MTM optimisation studies at operations throughout the world. (Kojovic et al, 2007). MTM optimisation has been successfully applied to gold, copper and lead/zinc operations throughout the world, producing increases in throughput from ve to eighteen percent and costs reductions in the neighbourhood of ten per cent (Atasoy et al, 2007; Grundstrom et al, 2001; Hart et al, 2001; Karageorgos et al, 2001; Paley & Kojovic, 2001;Valery et al, 2001). These successful applications were typically achieved in operations where the goals of tweaking the blast design to increase nes and hence mill throughput have been relatively easy to meet.
49
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Pit Characterise Delineate Schedule Drill and Blast Characterise Evacutate & Transport Stockpile Reclaim and Transport Primary Crush Mill/Crush Extraction Product Track Measure Model Control Eonomic Optimisation
Figure 11: The Mine-to-Mill process philosophy
The application of MTM optimisation in a more demanding environment, like that of a multi-stage crushing and screening operation, was conceived as part of a Department of Energy (DOE) initiative in 2004, with the aim to reduce the energy consumption in the US aggregates industry.
6.3 THE QUARRY CASE STUDIES
The aggregates industry presents a unique challenge in that, unlike the metal mining industry, its goal is controlled particle size reduction. Whereas increased particle size reduction during blasting may be benecial in the metal mining industry, it may actually become problematic in the aggregates industry if the increased blasting energy results in the creation of nes that cannot be marketed. Thus, additional research was need in order to translate the MTM methodology to the aggregates industry The research work was conducted at two Luck Stone quarries, The Bealton Quarry, near Fredricksburg, Virginia and the Pittsboro Quarry, near Chapel Hill, North Carolina. Mining and processing operations involve a variety of steps, each with their own attributes and requirements for efciency. The philosophy of MTM is a holistic approach in which the operation of each of the individual operations involved in the extraction and processing is gradually varied to achieve an overall system
50
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
optimisation. This is the essence of the MTM approach, which seeks to develop a complimentary mining and processing strategy that maximises the prot of the operation. The application of the MTM optimisation methodology requires the critical stages in the mining and processing ow sheet to be identied and subsequently modelled. The main tools used in the JKMRC MTM optimisation include the two proprietary computational programs, JKSimBlast and JKSimMet (Higgins, 1998; Napier-Munn et al, 1999). JKSimBlast is a general purpose blasting simulation package that includes computer-aided-design (CAD) tools to create a complete blast design (holes, decks and timing) with detonation simulation routines to validate expected blast performance. Blasts can be analyzed and evaluated for energy, scatter, vibration, fragmentation, damage and cost. The JKSimBlast package incorporates an explosive selection tool containing fragmentation and muckpile shape prediction models. The models predict the size distribution from different blast designs in the same material. The aggregate plant operation is simulated through the use of the JKSimMet program. JKSimMet incorporates mathematical models of crushers and screens to represent the processing steps which occur after blasting. In the crusher models, feed is considered to undergo a series of breakage and classication stages as it passes down the crushing chamber. The open and closed side settings control classication in the chamber of the crusher. If the rock is larger than the open side setting (OSS) then it will remain in the chamber and be broken. Conversely if the rock is smaller than the closed side setting (CSS) it will fall out of the chamber and not be crushed any further. For rocks that are in between the CSS and OSS in size, a probability function is used to determine if they will remain or pass out of the crusher. Screening is modelled using the standard S-shaped efciency curve that one normally encounters for a screening operation. In the JKSimMet simulator screening efciency is primarily related to the feed rate per unit width of screen. The simulator also incorporates different relationships for rubber and steel screen decks. Finally, the model incorporates a nes factor to describe the piggyback effect of nes adhering to coarse material. A typical mine-to-mill optimization exercise includes four steps: (i) scoping study, (ii) analysis, (iii) optimization, and (iv) implementation. The scoping study consists of a site visit to review current mining and processing practices and discover possible areas for improvement. The analysis step involves a detailed survey of all aspects of a mining operation from blasting to crushing and screening. Rock domains are identied and rock mass characteristics are determined. Samples are collected around all crushers and screens under a variety of operating conditions in order to obtain information for use in the JKSimBlast and JKSimMet models. Once all aspects of a mining operation are analyzed, the data collected from the analysis step are used in the optimization step in conjunction with the JKSimBlast and JKSimMet computer packages to optimize the mine and plant operating strategies. Finally, the most promising strategies identied during optimization are used to improve total system performance. Measurement of the results of blasting and rock comminution i.e. size distribution is vital for the optimal control of these processes in the eld as well as from a modelling viewpoint. However, the scale of mining operations in particular precludes the use of conventional screening methods on a routine basis. Image analysis methods have been developed to successfully perform this analysis. JKMRC have successfully developed the SPLIT image analysis system for the measurement of fragmentation in the muckpile and online size distribution measurement of belt-conveyed material. This has seen the development of the SplitOnline digital visual data capture and computational analysis tool to determine run-of-mine (ROM) particle size distributions. The system involves the automatic capture of ROM mineral images from mine trucks as
51
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
they tip their load into the primary crusher. The size distributions predicted by the JKSimBlast model were calibrated against those determined from the analysis of the SPLIT images. In addition, a manual sieving of blast muck piles was conducted to give further condence to the determined ROM size distributions. The analysis of a test blast on the Luck Stone ROM feed conrmed that it was well fragmented. The Pittsboro scoping study included two primary, seven secondary and three tertiary plant surveys, which was considerably more than normal MTM studies. The main variables investigated were the throughput, crusher gap and feed size. The sizing data from each belt cut was considered to be representative as the sample size was statistically large enough for each belt cut (Gy, 1976). Modelling of the plant operation at the Pittsboro plant Quarry was a three stage process: 1. Determining the breakage characteristics of the ore 2. Mass balancing the samples collected during the plant audit 3. Fitting the breakage data and mass-balanced sample data to the model equations contained in JKSimMet. The ner details of the above simulation procedure may be found in Napier-Munn et al, 1999. The researchers employed a combination of the surveyed material mass ow rates and size distribution data, together with the range of operational parameters for each crusher and screen type to construct a balanced baseline simulation model of the Luck Stone processing plant. This model was then used to investigate the predicted performance of the plant caused by variations to the crusher operating parameters such as gap, throughput and feed coarseness. Having successfully modelled the baseline conditions, including the blast fragmentation and processing plant response, the next phase was to investigate ways of reducing the energy consumption of the plant by using alternative blast designs. These models were used to investigate a range of new blast design recommendations aiming to reduce the amount of +150 mm, especially oversize, while not increasing the percent crusher run (-38 mm) signicantly. Following an analysis of the predicted results of these simulations, it was concluded that there is scope to increase the primary and secondary production rates with a small reduction in the overall energy consumption by changing the blast design according to the guidelines drawn up in consultation with Luck Stone. The modied blast designs should increase the primary throughput by 15% and secondary by approximately 6%, with an overall specic energy reduction of around 1%. The resulting base fraction in the ROM is expected to increase by 2% from 36% to 38%. The secondary plant feed size will be ner, resulting in a lower circulating load around the crusher. Though the net yield to the tertiary plant is expected to reduce on account of the increased base fraction in the ROM, the rate of tertiary feed production will increase. The tertiary plant performance and product yields are not expected to change. The impact of the new ROM fragmentation on the Bivtec scalping screen will need to be closely monitored, particularly if the secondary feed rate is signicantly increased and the feed becomes very ne. It is recommended that a similar major research project be conducted at a number of UK hard rock aggregate quarries to assess the applicability and benets that mine-to-mill technology to the UK quarry industry. This project would combine the use of a combined optimization of blast fragmentation and comminution to maximize desired product, minimize nes and energy consumption.
52
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
7 WASHING & DRYING TECHNOLOGIES: WASTE & FINES REMOVAL TO MINIMISE WATER USE
7.1 INTRODUCTION
The production of sand and gravel involves washing and scrubbing to remove clay, separation of the sand fraction by screening, grading of the gravel, sand classication and dewatering, and the crushing of the oversize gravel to produce a saleable product. Washing removes silt and clay (material ner than 75mm), which is present either as surface coatings or as clay-bound agglomerates that need to be broken down. The silt and clay content of a sand and gravel deposit is an important parameter in determining its economic viability; the silt content should be lower than 25% and the clay should be much lower as it is harder to remove. The silt and clay is removed from the washing water using cyclones and the resulting suspension settled out in lagoons, from which process water may be recovered. The use of this traditional plant process results in; a large use of process water, the use of large land areas to accommodate lagoons, and a loss of a valuable ne sand product. (MA/4/5/002). Water washing methods are predominantly used in quarry processing plants to remove nes from the aggregate in order to produce a clean product. Increasingly this is achieved in dedicated washing plants, which are designed to remove ne-grained particles and recover a clean aggregate product from crushed rock or sand and gravel. The use of water efcient technology, water recycling and water reuse (for example, through the use of settling ponds or lagoons or other classication / ltration methods to remove contained solids) can all substantially reduce the overall consumption of water at a site. Where water is in short supply, operators should take steps to properly store, manage and recycle all available water. This may require the proactive capture and routing of surface run off to on-site water holding areas. Water storage areas (and also silt lagoons) should be located on ground with low permeability in order to minimize water losses into groundwater. If practical (from technical, economic and environmental perspectives), it may be possible to consider the use of dry or water efcient processes to recover quarry nes. Dry recovery may not only minimize water use (thus reducing the environmental impact of mineral extraction) but also may remove the need for settling ponds and lagoons and enable easier handling of nes (potentially encouraging their use in other applications).
7.2 WATERLESS FINES REMOVAL
The principal aim of a recent thirty month duration BGS coordinated research project Waterless Fines Removal (MA/4/5/002) was to identify and appraise process methods for the removal of quarry nes that do not use, or that conserve the use of water.
53
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
A comprehensive literature review considered the use of waterless technologies, processes and methodologies currently available or suitable for application within the quarry industry. The outputs from this exercise were the development of additional comprehensive reference material on the Good Quarry website, namely updates to the Production Technology and Waste and Fines sections. One of the key ndings of the review is the dominance of washing as a means of producing sand and gravel; there is little use of dry processing beyond screening to produce building sand. The wet removal of nes such as silt and clay from sand and gravel is seen as the most effective means of producing clean aggregate products. The lack of operations in this country using dry processes, such as air classiers, to produce aggregate products means that thee is no readily available reference point for those operations where dry processing may be an option. Another key nding is the perception that the use of dry processes on inherently wet feed material will necessarily involve the use of prohibitively expensive pre-drying methods to be effective. The authors also conducted a literature review of current washing plant to highlight the use of or development of process technologies or good practice that would encourage the reuse and/or reduction of water usage in traditional water washing plants. The detailed literature review may be found on the Technology: Washing Plant section of the Good Quarry website. In summary, the key conclusions made by the authors were: n There have been only limited numbers of cases of investment in more sophisticated approaches that promote the minimization of water use and consumption. n Washing plants represent the greatest opportunities for efcient water use. Although a signicant proportion of water used in a washing plant may be treated and recycled (either to the washing plant or for other uses around the site), there are still losses (such as moisture water in the product) that must be addressed through continuing inputs of additional water. n The installation of a thickener generally reduces the need for four or ve lagoons down to one lagoon. Installing lter presses may eliminate the need for a lagoon at all. This will allow a recovery of a large proportion of the water for recycling to the washing plant. n There are signicant cost savings associated with the switch from silt lagoons to a thickener and/or lter press system. First there are the savings on a reduced primary supply and make up water required, and then there are the signicant reductions in waste handling with regard to the reduced volume and weight of dry lter cake rather wet silt suspension.
7.3 AN INDUSTRY BASED SCOPING STUDY
This study took the form of meetings to consult and engage the user community, which also assisted in the maintenance of the industrial focus of the project. The key ndings of the industrial consultations performed were that wet processing was generally the best method to remove silt and clay from sand and gravel deposits. The adoption of dry processing methodologies was perceived as generating superne dusts and requiring an expensive drying of the feed products. It is recognized by the producer community that restrictions on access or the availability of water creates major constraints to the efcient operation of many quarry operations. This constraint does currently and will in the future affect the use of traditional washing plants. There was an acceptance that the industry will
54
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
in the future have to adopt water conserving technologies and processes. These will include the use of; low water consumption machines, thickeners, cyclones, enhanced recycling, solid-liquid separation equipment and plate presses. It is recommended that a series of further pilot/full scale plant benchmark studies should be conducted to produce objective technical data with which to perform a comparative analysis of the practical, economic and environmental benets offered by wet and dry process technologies.
7.4 A LABORATORY EVALUATION OF WATERLESS FINES REMOVAL
It was noted that waterless methods for removing nes from quarry materials has yet to be adopted in the UK, the reviewers noted that there were many examples of the use of dry air classiers in the USA for the production of manufactured sands. Laboratory dry separation process trials were conducted on samples of sand and gravel feed material from a selection of UK quarry operations. The success of these trials was mixed; the processing of some of the quarry feed materials achieved a very good nes removal (up to 80% removal of material ner than 63 m) whereas other trail material did not (as low as 12% removal). The researchers concluded that the differences in separation achieved between the various feed materials tested was the degree of disaggregation of the material which is one of the primary arguments behind the use of wet processing as it promotes very good aggregation and hence removal of the nes. Production processes in quarries can broadly be divided into two categories: the dry production of crushed rock aggregate and the wet production of sand and gravel. However, increasingly there is a cross over of production practice; the most signicant being the adoption of washing plant processes in crushed rock production to reclaim usable stone from scalpings. Due to the pressure on water resources and the advent of time-limited abstraction licenses the authors feel that a consideration of dry alternatives for nes removal from sand and gravel is appropriate. It is important to note that at present, the feasibility of using waterless methods has only been established for a very narrow range of quarried materials. To effectively use dry separation methods it is necessary to remove excess moisture from the processed material to enable the ne material to disaggregate from the coarse material, and thus allow for their separation using screens, and static and dynamic air classiers etc. Drying is the process of reducing the moisture content of material by the application of heat to evaporate all or part of the water. This is carried out to facilitate further processing of feed material, to improve the handling of the products and reduce transportation costs. Drying is an expensive, energy intensive operation. In the developed world, industrial drying operations account for between 1025% of national energy consumption. The major costs of dryers are in their operation rather than their capital costs. The authors present an overview of the various modes of heating (convective, conductive radiative and electromagnetic) that may be applied to a feed material to remove the free, surface, adsorbed and lastly the absorbed water. The authors conclude that material dispersion is critical for efcient separation; particle agglomeration results in the misplacement of nes into the coarser product. High moisture content is the chief cause; it should be less than 0.51% to avoid this problem. The airow can be heated to enable drying of material during classication. The authors catalogue the use of rotary and uidized bed and indirect dryer technologies to dry feed
55
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
material within the industry. Once a feed material has been sufciently dried it may become amenable to efcient separation into its coarse and ne fractions by using screens, air classiers etc. The researchers conclude that the most likely use of air classication in the UK quarrying industry will be for the removal of material ner than 63 m from ne aggregate or quarry nes to produce manufactured sand, as in observed in many quarry operations in the USA. It is concluded that there is a need for manufacturers to develop a new generation of high energy efciency dryers to make the adoption of dry processing methods a reality in the future. The authors highlight that potential high-efciency drying technology includes; microwave drying, pulse combustion drying and the development of insulated dryers. Dry nes recovery is normally carried out by dry screening and/ or air classication that usually requires the drying of the feed material, which is an energy-intensive process. The authors catalogue good practice guidelines for dry nes recovery: n Low moisture contents are required for efcient dry nes recovery; for the removal of nes (<0.063 mm) the moisture content should be 0.1 to 0.5 wt%. n Centrifugal air classiers are recommended for removal of nes; efciency of nes removal relies on a controlled feed, stable airow and multiple classication stages. n Screening should be optimized to ensure efciency; inefcient screening results in poor quality products, increased load on crushers and over-crushing. Land based Sand and Gravel deposits exploited in the UK were deposited in varying geological settings and as such have varying contents of gravel, sand and silt. The silt content inuences their commercial viability. Silt in the aggregates industry is deemed to be any material less than 75 m in diameter. However, the nature of this sub 75 m sized material varies from true silt (very ne grains of silica) to clay (extremely ne clay minerals). True silts are easily removed from the deposit by simple washing processes. However, the clay minerals represent a considerably harder material to remove from the deposit by simple washing plants. When processing clay silt material log washers are commonly employed that promote high inter granular scrubbing of the gravel. However, log washers have a high water demand and require the clayey water to be pumped to settlement lagoons to deposit the clay and return the clean water back to the washing plant. As clay suspensions take longer to settle out large settlement lagoons are required, which in term demands large volumes of water, land areas for lagoons, unless expensive occulation chemical or belt presses are used to enhance the reprocessing of the dirty water. It is therefore concluded by the researchers that it would be benecial to the industry to have a cost effective plant that is capable of removing clay from sand and gravel without the need to use such large water volumes.
7.5 A TRIAL HYDROTRANSPORT AND ACOUSTIC SEPARATOR FOR SAND AND GRAVEL PROCESSING
A recent research investigation was conducted by TRS technologies Aggregate grading in an ultrasonically maintained suspension: (AGUMAS) (MA/2/1/005) to investigate the potential combined application of a novel pilot scale slurry pump transport and an ultrasonic separation technology to clean clay contaminated sand and gravel deposits with a reduced water and energy budget. Such combined processing systems have been successfully applied in the oil industry to clean up drill cuttings on oil platforms. The initial aims of the project were: 1. To investigate the design of a pilot plant using the combined application of a novel hydrotransport and
56
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
ultrasonic separation pilot plant to replace a conventional aggregate washing unit. 2. To obtain an understanding of the operating conditions that optimizes the efciency of the process. 3. n n n To assess the commercial and environmental implications of the process in terms of: The utility of the technology in comparison with extant methods The increased yield of aggregates per unit area of excavated site. The potential water saving afforded by the process.
The original pilot plant process layout (Figure 12) consisted of a hydrotransport unit to uplift the high solids feed load from the raw unprocessed sand and gravel stockpile and feed the resultant mineral slurry into the inlet of a tubular ultrasonic processing tube to promote an intense scrub of the suspended aggregate. The exit ow is then fed across a shaker screen to separate out the greater than 6mm material which reported to the recovered aggregate stock pile. The less than 6 mm particles passing through the screen consisted mainly of sand and clay suspended in the processing water. This water was passed through a hydrocyclone to take out any solids >75 m mainly sand and the remaining clay in water suspension reporting to the overow was pumped up into the chamber of the acoustic pulse separator. This unit has 15 stainless steel plates mounted equidistant within the processing column, each plate having 94 laser cut slots set at an angle of 45 degrees. The chamber is designed to send an acoustic pulse through the column via a specially designed pulsator unit that is set at dened amplitude to dislodge the particles settling across the plates. Depending on the density of the particles, they will either fall to the bottom of the column for purging, or will rise in the column until exiting over a weir at the top of the column. It was proposed that that the concentrated lighter density clay particle suspension would ow over the weir, and that any dense solids such as residual sand could be purged through the bottom valve. It was proposed that this sand discharge water should be
(12)
(4) (2)
(10) (9) (6) (11)
(3) (5)
(8)
(1) (7) (1) Dirty gravel stockpile (2) Jet pump (3) Ultrasonic unit (4) Separator Sieve (5) Cleaned gravel (6) Hydrocyclone (7) Cleaned sand (8) Semi-dry clay (9) Acoustic pulse separator (10) Sand filter (11) Recycle pump (12) Clean water recycle
Figure 12: Schematic of proposed gravel washing and water recycling plant (after Final Report MA/2/1/005)
57
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
relatively clean and available for reuse, but an additional process option existed to pass this water discharge through a sand lter to obtain higher water cleanliness. The initial pilot trials conducted as part of this project were conducted at the Tarmac owned Dunford Quarry using clayey Plateau Gravels transported to site for trial processing. The hydrotransport system consisted of a jet-pump or eductor. This system consists of a source of pressurized water delivered by a pump connected to a chamber which is open on one end, and leads to an exhaust hose on the other end. The pressurized water is forced through nozzles (called eductor jets) mounted axially on the inside of the pump chamber, pointed in the direction of the exhaust hose. The passage of the pressurized uid through the chamber and into the exhaust hose creates a suction pressure on the open end of the chamber due to a Venturi effect, such that any uidized sand and gravel the pump chamber has been submerged into will be drawn into the chamber and thence into the exhaust hose along with the uid from the eductor jet nozzles. The initial trials using the hydrotransport system alone conrmed that the use of this system alone employing a short 30 m length of feed tube promoted a very efcient scrubbing of the raw of relatively heavily contaminated limestone scalpings. It was noted from a visual inspection of the product aggregate that a very clean aggregate product was delivered. It is recommended that a more accurate and analytical method be applied to future tests of this system to assess the relative cleanliness of the product aggregate stream. The capacity of the tested hydrotransport system was to receive pressurized water at a rate of 250 400 litres per minute. The researchers did not explicitly declare the required pressure of the delivered water. Following the processing of 4-5 tonnes of dirty aggregate the jet pump transport system was renamed the Hydro Scrub due the observed scrubbing potential. It was noted that further research work was required to investigate the optimum lengths and elevations of feed pipe to attach to the pump to maintain both the cleaning and transport efciency of the Hydro Scrub system. It was noted that due to the high aggregate suspension ow rates employed by the hydrotransport system, that the installed downstream ultrasonic chamber was unable to deliver a further improvement to the cleanliness of the aggregate. This was concluded to be due the very low residence time of approximately half a second at that high ow rate of the aggregate slurry delivered by the hydrotransport system. It is concluded that the use of the ultrasonic chamber could only be usefully assessed should a reduced throughput of aggregate slurry be passed through the chamber of that the length of the chamber be extended or a set of parallel chambers be used to process the original throughput. Once the cleaned aggregate is separated from the carrier uid containing the sand and clay, the intention was to utilize the hydrocyclone to extract the sand via the underow. Although it was conrmed that the hydrocyclone did indeed remove the 75 micron particles and above, it was further found that on the removal of the hydrocyclone from the circuit that the pulse separator was able to separate out the sand particles as efciently as the hydrocyclone. Thus, the proposed hydrocyclone could be removed from the process, resulting in a reduced footprint and unit cost. Although the researchers were restricted in the time they were able to spend to optimize the operation of the pulse separator they were able to concentrate the clay from a level of 0.9% in the feed to the column up to 9% exiting the top weir. It is recommended that further optimization studies be performed to conrm the full scale potential of this technology.
58
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
It would have been useful had the researchers presented an estimate of the power costs associated with the proposed replacement processes to enable the reader to compare with the conventional operations. The authors present a catalogue of the potential benets that operation of the trialed hydrotransport and acoustic pulsed Separator may offer over extant methods. A qualitative analysis of the results produced by this initial research has concluded that the hydrotransport method visibly cleans aggregate better than the conventional log washers existing at the Tarmac Lower Farm Quarry. In addition, it is suggested that it may be possible to replace the feed conveyor and log washer of a conventional plant with a replacement hydrotransport system, thus reducing the footprint and height of the plant and thus the visual intrusion. From an analysis of the restricted pilot plant trials conducted it was concluded that the Acoustic Pulse Separator was shown to increase the silt concentration from 0.9% to 9%. It is concluded that if a recirculation of water from the initial washing process is initiated then a higher silt load could be delivered to the Acoustic Pulse Separator to promote a greater thickening. A greater thickening would result in a reduced water usage and the size of resultant settlement lagoons. Furthermore, it is concluded that the operation of the Acoustic Pulse Separator could be tuned to separate the sand fractions more efciently than current sand plant, which would result in less ne-grained reporting to the silt lagoon and an increase in saleable sand.
7.6 THE DRY SEPARATION OF CLAY FROM CLAY-RICH AGGREGATE SCALPINGS
The washing of clay-rich scalpings is carried out by an increasing number of quarries to recover saleable aggregate; for example, Dowlow Quarry near Buxton (Anon, 2005). However, not all operations will have the necessary plant, access to water, or a suitable local or regional market for the upgraded material. A recent MIST research project Cleaner Quarries: Methods to reduce the environmental impact of quarry operations (MA/4/1/002) conducted by the University of Nottingham investigated the use of novel and conventional drying and attrition technologies to remove problem some interburden clay from the limestone scalpings at Caldon Low Quarry. This quarry was precluded from employing a water washing plant due to restrictions placed on its water abstraction consents. Tarmac currently extracts limestone from the Caldon Low quarry in Staffordshire. The major product stream for the quarry is type 1 road stone. Caldon low extracts Milldale limestone. To the east of the quarry there is an area of boulder clay deposit neighbouring the Milldale limestone. The Milldale limestone extracted at Caldon Low exists in bedding
Figure 13: A visual comparison of gravel samples before and after (left and right hand side buckets respectively) the application of the hydro-transport Hydroscrub process.
59
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Figure 14: A heavily clay contaminated blast pile at Caldon Low Quarry
Figure 15: A typical clay and limestone reject scalpings pile at Caldon Low Quarry
planes about 470 m thick. The extracted Milldale limestone deposit contains bands of boulder clay. When a troublesome bench containing a particularly large amount of clay banded, is blasted, this can at times produce problems with the subsequent loading, transport and processing of the mineral to produce an acceptable Type 1 roadstone material. The wet clay material can block the hoppers and block the drop bar feeder system. The conventional treatment of such reserves would include the use of a washing plant to remove the excess clay material. Unfortunately, Caldon Low is restricted in the amount of ground water it may abstract for processing operations by the Environmental Agency. Consequently, the quarry has either stored the troublesome clay contaminated stone on site (often sterilizing the extraction of future reserves) or has transported the waste to a neighbouring cement plant operated by Lafarge. The quarry management was keen to conduct research studies to assess the potential application of economic conventional and novel drying and attrition methods, to enable both the processing of the primary extraction of the limestone reserves, and to allow for the processing of the large waste dumps currently sterilizing the extraction of much of the reserve. The main objectives of the project were: n To identify, assess and laboratory trial current and novel industrial heating/drying technologies capable of economically reducing the waste produced by banded clay contamination at Caldon Low Quarry. n To investigate industrial scale process technologies that maximize the recovery of marketable limestone fractions fro the waste scalpings. n To conduct a literature review of the industrial uses and markets for the recovered clay waste material. Prior to the execution of the research project the quarry was producing an average 1,000 tonnes of waste scalpings that would require reprocessing to recover the useable limestone size fractions. In addition, the quarry had vast stockpiles of waste scalpings that could be subsequently reprocessed to recover the waste scalpings It was noted that on occasion the drop bar feeder can allow the unwanted clayey material to pass through the jaw crusher and secondary processes, This can result in an increase in the plasticity and hence rejection of the batches of the roadstone produced.
Therefore the research project attempted to identify a practical design solution to reduce the waste produced by a recovery of the useable limestone fractions from the scalpings. The following technologies
60
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
were identied as being potentially applicable: improved screening, washing, blending and the application of a thermal treatment. Due to the limits imposed on the quarry to abstract ground water to service a washing plant, the project concentrated on investigating the application of potential novel and conventional drying methods. By removing the water from the clay the stickiness will reduce. The dried material could then be subjected to an attrition process to satisfactorily separate the clay from the marketable limestone fractions. The research project concentrated on the application of thermal drying processes, followed by mechanical attrition process to remove the clay from the limestone. The drying techniques trialed in the laboratory were, the use of; Conventional Ovens, Infrared, Microwave and radio frequency drying. The nal report presents a comprehensive literature review of the geology of the Caldon Low limestone deposit, a review of the composition and physical and geological characteristics of clays, and catalogued recent research concerned with the heat treatment of clays. This section of the report also presents a review of the various forms of industrial drying that may be applied to the treatment of the clay bound material to remove the clay from the limestone scalpings. The conventional drying technologies highlighted as potential being suitable to treat the troublesome Caldon Low clayey material included; tray dryers, band dryers and rotary dryers. The review also outlined the potential use of microwave technology, radio frequency technology and infra red technology to the drying of mineral product streams. Representative samples of problematic blast pile material and waste scalpings were collected from the quarry site for subsequent laboratory analysis. These samples were initially subjected to mineralogical investigations to determine their geological composition and to determine the nature and amount of moisture present. It was determined that the water present was surface groundwater and did not penetrate the clay matrix. In addition, the problematic clayey material contained on average 7% moisture content by weight. It was observed that if this moisture content could be reduced to 3% or below the clay present did not produce substantial problems to the downstream process or product quality. Batches of the problematic limestoneclay material were then subjected to and extensive series of batch heating experiments in the laboratory, to compare the effectiveness of moisture reduction and energy efciency of the four drying methods chosen. An analysis of the data obtained from a series of preliminary conventional drying experiments suggested that a pre-drying of the problematic limestone material followed by an attrition process could provide a potential practical method for removing the clay from the limestone. Conventional, infrared, microwave and radio frequency drying experiments were carried out on samples of waste scalpings collected from Caldon Low quarry. By performing a calculation of the moisture loss rate, the power consumption and the effectiveness of clay removal for each method over varying drying parameters (time, temperature, power etc) the comparative effectiveness of each drying method could be determined. From an analysis of the resultant series of experimental data it was concluded that conventional and microwave drying methods produced the most effective drying and clay removal regimes. Following a subsequent economic comparison of the two technologies it was concluded that although the projected capital costs of each method were similar, conventional drying had a much lower operating cost that microwave drying. From the literature review conducted, it was concluded that industrial rotary dryers were the most appropriate method of conventional drying. To determine which practical attrition might be more applicable to the removal of the dried clay from the from the heated limestone scalpings, parallel batches of the dried laboratory samples were feed across a vibrating screen and through a tumbling mill. An analysis of the subsequent product streams concluded
61
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
that the rotating drum removed the clay more effectively. Thus, a rotating trommel screen was selected as the most appropriate attrition method to process the product from the rotary drier. A schematic of the proposed initial drying plant is shown on Figure 13. The nal proposed design includes a co-current direct rotary dryer, an air to air heat exchanger, a cyclone to treat the airborne particulates in the exhaust from the rotary drier and a trammel screen to attrit the dried clay-limestone material. Plasticity tests performed on dried, attrited and sieved limestone material obtained from the batch laboratory experiments, conrmed that the process could in principal generate valuable type 1 roadstone material, both from the primary processing of ROM material and in principal from a re-processing of the waste scalpings stored on site. A full CAPEX and OPEX assessment of the design and application of the proposed retrot design would need to be performed to conrm the economic viability of the proposed scheme.
70t Dump Hopper
Jaw Crusher Feeder Separator To Secondary Building Feeder Scalpings Dust/Fines Vibrating Screen Recovered Limestone Waste Recovered Clay
Separator
Rotary Dryer
Position of new system within the Caldon Low Quarry flowsheet
Figure 16: The primary Caldon Low quarry roadstone mineral processing ow sheet with the addition of the recommended clay and aggregate scalpings recovery system (adapted from nal report MA4/1/002)
62
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
8 CONCLUSIONS & RECOMMENDATIONS FOR FURTHER RESEARCH
Deposit Evaluation It is recommended that consideration be made to the development of a national GIS based system collating and updating areas of search and mineral protection areas as well as statutory designation and geology to avoid duplication of effort by companies. This could also be expanded to facilitate the development of national scale supply models for aggregates. There still needs to be systematic study of the effectiveness and comparability of the results of different deposit drilling and trenching techniques in different geological environments, with a view to producing a best practice guide to aggregate deposit sampling. High quality sampling data is essential for more advanced forms of deposit modelling and extraction planning already developed under the ALSF research programme. Improved geophysical eld techniques, sensors and data processing are still needed that allow rapid, high resolution surveying and can produce quantitative measures relating directly to aggregate quality rather than simply bulk properties and deposit morphology. A detailed economic and resource study of novel sources should also be examined to assess their potential contribution to aggregate including the comparative economic and environmental benets of hard rock underground projects compared to on-going and expanding transnational ship borne and long distance rail aggregate supply to the area. Blasting It is recommended that further research projects are conducted to establish bench mark case studies conducted at a selection of UK quarry operations exploiting the major range of hard rock aggregate reserves. These case studies will deliver guidance to quarry operators on the development of optimal blasting practices that may be adopted at a particular quarry, to maximise desired product sizes, and minimize nes production and the total energy consumption of the combined blasting and downstream comminution processes. Comminution Plant Optimization It is evident that quarry companies are not going to replace current crushers and screens until there useful production life has passed. However, the results of the research case studies summarized in the report have demonstrated the potential benets that structured plant audits and eld validated comminution ow sheet models can offer. The construction of these models offers the plant production engineers the opportunity to perform optimization exercises that will identify optimum plant operational parameters, which will aim to maximize desired product sizes, minimize nes production and energy consumption.
63
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
To improve condence in the results produced by such optimization modelling exercises it is recommended that further research studies be conducted, to produce a series of UK bench mark case studies at a selection of UK quarry operations exploiting the range of major hard rock aggregate reserves. The results of these studies could be used by industry process engineers to objectively assess and compare the applicability of the available independent proprietary mineral processing simulation codes to optimize the design and operation of current and future quarry processing plants. Use of Mine-to-Mill Technology to Optimize Crushed Stone Production It is recommended that a major research project be conducted at a number of UK hard rock aggregate quarries to assess the applicability and benets that Mine-to-Mill technology to the UK quarry industry. This study would combine the two objectives of the two studies proposed above. The project would combine the use of a combined blast fragmentation and comminution optimization to maximize desired product, minimize nes and energy consumption. The future use of dry/reduced water extraction and processing technologies It is recommended that a series of further pilot/full scale plant benchmark research studies be conducted to produce an objective set of technical data with which to perform a comparative analysis of the practical, economic and environmental benets offered by wet and dry/reduced water extraction process technologies relevant to UK quarry operations. Upgraded aggregate products There have been many studies to investigate the development of synthetic aggregates, or utilizing waste materials in construction materials, however there has been relatively little consideration given to primary aggregate property improvement through the use of cost effective surface treatments, processing and modication. This would facilitate the use of primary aggregates for higher grade applications, and allow marginal materials to be upgraded for more demanding applications. Together these would provide signicant potential for increased resource value.
64
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
9 REFERENCES
MINERALS INDUSTRY SUSTAINABLE TECHNOLOGY
Final Research Project Reports 2002-2007 Summarised in the Review MA/2/1/005, TRS Technologies Ltd, 2004, Aggregate grading in an ultrasonically maintained suspension (AGUMAS), Minerals Industry Sustainable Trust Programme www.mist.org.uk/research_projects/nal_reports/nal_report_ma_2_1_005.pdf MA/2/3/00, 2004, University of Nottingham, Cleaner Quarries: Optimizing Environmental Performance, Minerals Industry Sustainable Trust Programme www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_2_3_007.pdf MA/3/2/001, University of Leicester, 2004, AGSIM Aggregate deposit and processing simulation to optimize waste utilization, Minerals Industry Sustainable Trust Programme. www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_3_2_001.pdf MA/3/2/002, University of Leicester, 2004, (ADICT) - Aggregate deposit drilling 4 improved characterization and testing, Minerals Industry Sustainable Trust Programme www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_3_2_002.pdf MA/4/1/002, University of Nottingham, 2005, Cleaner Quarries: Methods to reduce the environmental impact of quarry operations, Minerals Industry Sustainable Trust Programme www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_4_1_002.pdf MA/4/2/002, University of Leicester, 2005, WARM-IT Waste minimization by the application of integrated technology, Minerals Industry Sustainable Trust Programme www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_4_2_002.pdf MA/4/5/002, BGS, 2007, Waterless Fines Removal, Minerals Industry Sustainable Trust Programme www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_4_5_002.pdf MA/4/5/003, BGS, 2007, Quarry Fines Minimization, Minerals Industry Sustainable Trust Programme www.mi-st.org.uk/research_projects/nal_reports/nal_report_ma_4_5_003.pdf
65
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
LITERATURE REFERENCES
Adel, G., Kojovic, T. & Thornton, D. 2006. DOE Mine-to-Mill Optimization of Aggregate Production, Interim Report 4, June 2006 (DE-FC26_04NT42084) www.osti.gov/energycitations/purl.cover.jsp?purl=/889024wVX6oD/ Annels, A. E. 1991. Mineral Deposit Evaluation: a practical approach, Chapman and Hall, London, pp 436. Anon, 1992. UK Foresight Programme, 1992, (Agriculture, Natural Resources and Environment) www. foresight.gov.uk last accessed 15/10/2007 Anon, 2000. Mining Industry of the Future: Mineral Processing Technology Roadmap, Ofce of Energy Efciency and Renewable Energy, US Department of Energy, www.netl.doe.gov/KeyIssues/mining/ mptroadmap.pdf last accessed 15/10/2007 Anon, 2005. Cutting the chatter: New washing plant helps reduce limestone waste at Lafarge Aggregates Dowlow Quarry, Quarry Management, March 2005, 9-15. Anon. 2007. Mine-to-Mill optimization of aggregate production, Julius Kruttschnitt Mineral Research Centre, www.jkmrc.uq.edu.au/research/mine_mill_geometallurgy/mine_to_mill_aggregate_production.htm last accessed 9th October 2007 Arthur, J. 1994. Computerized sedimentological modelling and resource evaluation of sand and gravel deposits: University of Cardiff, Unpublished PhD thesis, 275pp. Atasoy,Y.,Valery, W. & Skalski, A. 2001. Primary versus secondary crushing at St Ives (WMC) SAG mill circuit, Proceedings SAG 2001, 248-261, Department of Mining and Mineral Processing Engineering, University of British Columbia,Vancouver Bartley, D.A. 2003. Blast fragmentation enhancement using MOCAP Varistem hole plugs, http://www. varistem.com/specs/DBAstudy.pdf last accessed 22nd September 2007 British Standards Institution. 1975. et seq, Testing Aggregates, BS 812 British Standards Institution. 1976 et seq, Specications for building sands from natural sources, BS 1200 British Standards Institution. 1983 et seq, Specications for aggregates from natural sources for concrete, BS 882 Bohloli, B. & Hoven, E. 2007. A laboratory and full-scale study on the fragmentation behaviour of rocks, Engineering Geology, 89, pp 1-8 Chiapetta, R.F. 1998. Choosing the right delay timing for the blasting application, optimization and maintaining eld control, Proc 8th High Tech Seminar on state-of-the-art, Blasting Technology, Instrumentation and Explosives Applications, BAI, Allentown, PA, 215-254
66
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Chiapetta, R.F. & Wyciskalla, J.L. 2003. Bottom hole and multiple power decks independent testing of results of the new blasting technique, Proc 2nd EFEE Conf on Explosives and Blasting Techniques, R Holmberg ed, 347-355, A A Balkema, Rotterdam Coleman, T. 1998, MINGOL: Interactive Minerals GIS, Earthwise, 12, 18. Crimes, T.P., Chester, D.K., Hunt, N.C., Lucas, G.R., Musset, A.E., Thomas, G.S.P. & Thompson, A. 1994. Techniques used in aggregate resource analyses of four areas in the UK, Quarterly Journal of Engineering Geology, 27, 165-192. Cunningham, C.V.B. 1996. Optical fragmentation assessment, a technical challenge, Proceedings of Fragblast 5 workshop on measurement of blast fragmentation, Montreal, A A Balkema, Rotterdam, 13-19 de Fleuy, A.K.A. & Newton, M.J. 1974. The geostatistical evaluation of a sand and gravel deposit. Abstract Institute of Quarrying Symposium, Jan 1974. Dixon, A.J. 1988. Sampling sand and gravel deposits: Field trials of three borehole methods, Quarry Management, October 1988, 45-52. Djordjevic, N. 2002. Origin of blast induced nes, Trans Instn Min Metall (Sect A: Mine Technology), 307, A143A146 Eloranta, J. 1995. The selection of powder factor in large diameter blast holes, Proceedings of the 21st Annual Conference on Explosives and Blasting Research,Vol 1, Nashville, TN, 68-77 European Committee for Standardization, 2002a, Aggregates for mortar, BS EN 13139 European Committee for Standardization, 2002b, Aggregates for concrete, BS EN 12620 European Committee for Standardization, 2002c, Aggregates for bituminous mixtures and surface treatments, BS EN 13043 Grundstrom, C., Kanchibotla, S.S.,Jankovic,A. & Thornton, D. 2001. Blast fragmentation for maximizing the SAG mill throughput at Porgera Gold Mine, Proceedings 27th Annual Conference of Explosives and Blasting Technique, 383-399, ISEE, Orlando Guimaraes, M.S.,Valdes, J.R., Palomino, A.M. & Santamarina, J.C. 2007. Aggregate production: Fines generation during rock crushing, International Journal of Mineral Processing, 81, 237-247 Gy, P.M. 1976. The sampling of particulate materials a general theory, proceedings of Symposium of Sampling Practices in the Mineral Industries, The Australian Institution of Mining and Metallurgy, Melbourne, 17-34 Hack, D.R. 2002. A methodology for the geostatistical characterization and exploratory data analysis of sand and gravel deposits, Proceedings International Symposium on application of computers and operations research in the minerals industry. Society for Mining, Metallurgy, and Exploration, Littleton, Col, 49-56.
67
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Hack, D.R. 2005. Issues and Challenges in the application of geostatistics and spatial-data analysis to the characterization of sand-and-gravel resources. USGS Bulletin 2209-J, 14pp Hagan, T.N. 1979. The control of nes through improved blast design, Proc Workshop on Inuence of Rock Properties on Drilling and Blasting, Ch 27, 153-192, Australian Mineral Foundation. Hamdi, E. & du Mouza, J. 2005. A methodology fro rock mass characterization and classication to improve blast results, Int J of Rock Mech & Mining Sciences, 42, 177-194 Hart, S.,Valery, W., Clemments, B., Reed, M., Song, M. & Dunne, R. 2001. Optimization of the Cadia Hill SAG mill circuit, Proceedings SAG 2001, 1-30, Department of Mining and Mineral Processing Engineering, University of British Columbia,Vancouver Higgins, M. 1998. JKSimBlast Blast simulation and management, Proceedings of Blasting Analysis International, 8th High Tech Seminar, Nashville, Tennessee, 11-17 Huband, S., Tuppurainen, D., While, L, Barone, L., Hington, P. & Bearman, R. 2006. Maximising overall value in plant design, Minerals Engineering, 19, 1470-1478 Institution of Materials, Minerals & Mining (IMMM) Working Group. 2001. Code for reporting of Mineral Exploration results, Mineral Resources and Mineral Reserves (The Reporting Code) Itasca. 2007. www.itascaorg.com last accessed 15/10/2007 Jeffrey, C.A., 2007, Quality & grade parameters in aggregate resource & reserve denition, Abstract SGA conference, Dublin 2007. Kanchibotla, S.S.,Valery, W. & Morrell, S. 1999. Modelling nes in blast fragmentation and its impacts on crushing and grinding, Proceedings of EXPLO 99, 137-144, The Australasian Institute of Mining and Metallurgy: Melbourne Karageorgos, J. Skrypnuik, J.,Valery, W. & Ovens, G. 2001. SAG milling at the Fimiston plant (KCGM), Proceedings SAG 2001, 109-124, Department of Mining and Mineral Processing Engineering, University of British Columbia,Vancouver Katsabanis, P., Greagsenm S., Pelley, C. & Kelbeck, S. 2003. Small scale study of damage due to blasting and implications on crushing and grinding, Proceedings of the 29th Annual Conference on Explosives and Blasting Research, Nashville, TN, 234-256 Kemeny, J., Girdner, T., Bobo, T. & Norton, B, 1999. Improvements for fragmentation measurements by digital imaging: Accurate estimation of nes, Proceedings 6th Int. Symp. on Rock Fragmentation by Blasting, 1-3-1-9, Symposium Series S21, SAIMM, Johannesburg Kojovic, T., Michaux, S. & McKenzie, C. 1995. Impact of blast fragmentation on crushing and screening operations in quarrying, Proceedings of EXPLO 95. 427-436, The Australasian Institute of Mining and Metallurgy: Melbourne
68
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Kojovic, T., Thornton, D., Adel, G., Smith, B. & Demeyer, S. 2007. Can mine to Mill optimization succeed under complex constraints? Proceedings of EXPLO 2007, 105-118, The Australasian Institute of Mining and Metallurgy: Melbourne Kristainsen, J. 1995. A study of how the velocity of detonation affects fragmentation and the quality of fragments in a muckpile, Proceedings of EXPLO 95, pp 437-444, The Australasian Institute of Mining and Metallurgy: Melbourne Latham, J.P., Kemeny, J., Maerz, N., Noy. M,, Scleifer, J. & Tose, S. 2003. A blind comparison between the results of four image analysis systems using a photo library of piles of sieved fragments, Int J Blasting Fragment, 7, 2, 105-132 Laxton, J.L. 1992. A particle-size classication of sand and gravel deposits as a basis for end use assessment. Engineering Geology, 32, 29-37 Lindsey, D.A., Langer, W. H., & Knepper, D.H.Jr. 2005. Stratigraphy, lithology, and sedimentary features of the Quaternary alluvial deposits of the South Platte River and some of its tributaries east of the Front range, Colorado. USGS Professional Paper 1705, 70pp. Lindqvist, M. & Evertsson, C.M. 2003a. Liner wear in jaw crushers, Minerals Engineering, 16, 1-12 Lindqvist, M. & Evertsson, C.M. 2003b. Prediction of worn geometry in cone crushers. Minerals Engineering, 16, 1355-1361 Lindqvist, M. and Evertsson, C.M., 2004. Improved ow and pressure model for cone crushers, Minerals Engineering, 17, 1217-1225 Lu, P. & Latham, J.P. 1998. A model for the transition of block sizes during fragmentation blasting of rock masses, Int J Fragmentation by Blasting, 2, 341-368 Lucius, J.E., Langer, W.H. & Ellefsen, K.J. 2007. An introduction to using surface geophysics to characterize sand & gravel deposits. USGS Circular 1310, 33pp McLoughlin, M. 2001. Rock Pile Analysis, Quarry Management, Oct 2001, 19-21. Maerz, N.H. & Zhou, W. 1998. Optical digital fragmentation measuring systems inherent sources of error, Int J Blasting Fragment, 2, 4, pp415-431 Minor, T., Mouat, D. & Myres, J. 1998. Geobotanical remote sensing for determination of aggregate source material. Naval Civil Engineering laboratory report, Port Hueneme, CA. Dec 1998, 23pp Moser, P. 2004. Less nes production in aggregate and industrial minerals industry, Proceedings of the Annual Conference on Explosive Blasting Techniques, 109-122
69
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Moser, P. 2003. Less nes production in aggregate and industrial minerals engineering, Proc EFEE 2nd World Conference on Explosives and Blasting, R Holmberg Ed, 335-343, A A Balkema, Rotterdam Moser, P.A., Grasedieck, A., du Mouzza, J. & Hamadi, E. 2003a. Breakage energy in rock blasting, 2nd World Conference on Explosives and Blasting, R Holmberg Ed, 323-327, A A Balkema, Rotterdam Moser, P., Olsson, M., Ouchterlony, F. & Grasedieck, A. 2003b. Comparrison of the blast fragmentation from lab-scale and full-scale blasts, Proc EFEE 2nd World Conference on Explosives and Blasting, R Holmberg Ed, 449-458, A A Balkema, Rotterdam Napier-Munn, T.J., Morrell, S., Morrison, R.D. & Kojovic, T. 1999. Mineral comminution circuits their operation and optimization, JKMRC, Indooroopilly, Brisbane Nielson, K. 1999. The economic consequences of drill hole deviation in crushed aggregate production, Proceedings of EXPLO 99, 9-13, The Australasian Institute of Mining and Metallurgy: Melbourne Nielsen, K. 1998a. Economic optimization of the blasting-crushing-grinding comminution process, Proceedings of the 14th Annual Symposium on Explosives and Blasting Research, 147-157, New Orleans, International Society of Explosive Engineers Nielsen, K. 1998b. Economic optimization of the blasting-crushing-grinding comminution process in a low grade iron ore (taconite) operation, Proceedings Mine to Mill 98, 135-138, The Australasian Institute of Mining and Metallurgy: Melbourne Nielsen, K. & Kristiansen, J. 1996. Blasting-crushing-grinding; optimization of an integrated comminution system, Proceedings of the 5th International Symposium on Rock Fragmentation by Blasting, FRAGBLAST 5, Montreal, 269-277, A A Balkema, Rotterdam Onderra, I., Esen, S. & Jankovic, A. 2004. Estimation of nes generated by blasting applications for the mining and quarrying industries, Tran Instn Min Metall, 113, A237-A247 Ouchterlony, F. 2005. The Swebrec function: linking fragmentation by blasting and crushing, Mining Technology (Trans Inst Min Metall A) 114, A29-A44 Ouchterlony, F. 2003. Inuence of blasting on the size distribution and properties of muckpile fragments, a state-of the-art review, Interim Project Report, MinFo Project P2000-10, Energy optimization in comminution. Ouchterlony, F. 2002. Towards a strategy and practical actions for obtaining Less Fines, Technical Report no 23, EU project GRD-2000-25224, Swedish Rock Engineering Research, Stockholm Petch, J. 1990. Satellite image analysis of the supercial deposits of central Lancashire. Condential Report G65 19pp Pike, D.C, 1990. Standards for Aggregates, Ellis Horwood, London.
70
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Paley, N. & Kojovic, T. 2001. Adjusting blasting to increase SAG mill throughput at the Red Dog mine, Proceedings 27th ISEE Annual Conference, ISEE, Orlando, 65-80 Royle, A,G. & Hosgit, E. 1974. Local estimation of sand and gravel reserves by geostatistical methods, Transactions of the Institution of Mining and Metallurgy, Sec A. v. 83, A53-A61. Sanchidrian, J.A,, Segarra, P. & Lopez, L.M. 2007. Energy components in rock blasting, In J Rock Mechanics & Mining Sciences, 44, 130-147 Sanchidrian, J.A., Segarra, P. & Lopez, L.M. 2006, A practical procedure for the measurement of fragmentation by blasting by image anlysis, Rock Mech Rock Enging, 39, 4, pp 359-382 Scott, A., Kanchibotla, S.S. & Morrell, S. 1999. Blasting for mine to mill, Proceedings of EXPLO 99, 3-8, The Australasian Institute of Mining and Metallurgy: Melbourne Sheahan, R.M. & Beattie, T.A. 1990. Effect of explosive on nes generation in blasting, Proceedings of the 3rd International Symposium on Rock Fragmentation by Blasting, FRAGBLAST 3, 413-415, The Australasian Institute of Mining and Metallurgy: Melbourne Steiner, H.J. 1991. The signicance of the Rittinger equation n present-day comminution technology, Proc XVII Int Min Proc Congr, Dresden,Vol 1, 177-188 Smith, M.R. & Collis, L. (Eds). 1993. Aggregates: Sand, gravel and crushed rock aggregates for construction purposes Geol. Soc. Eng. Geol. Spec. Publ. 9, 2nd Ed. Geological Society, London. 339pp Steiner, H.J. 1998. Zerkleinerungstechnische Eigenschaften von Gesteinnen, Felsbau,Vol 16, 320-325 Svedensten, P. & Evertsson, C.M. 2005. Crushing plant optimization by means of a genetic evolutionary algorithm, Mineral Engineering, 18, 473-479 Thornton, D. 2002. The latest research and development in mine to mill optimization at the JKMRC, Conference Drill Blast and Mine Mill Optimization, Perth, The Australasian Institute of Mining and Metallurgy: Melbourne Thote, N.R. & Singh, D.P. 2000. Effect of air decking on fragmentation; A few case studies of Indian mines, Proc 2nd EFEE Conf on Explosives and Blasting Techniques, R Holmberg ed, 265-270, A A Balkema, Rotterdam Tunstall, A.M. & Bearman, R.A. 1997. Inuence of fragmentation on crushing performance, Mining Engineering, 49, 1, 65-70 UK Foresight Programme. 1992. (Agriculture, Natural Resources and Environment) US DOE. 1997. US Department of Energy, Ofce of Energy Efciency and Renewable Energy, Census of Mineral Industries
71
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
Venter, J.J., Bearman, R.A, & Everson, R.C. 1997. A novel approach to circuit synthesis in mineral processing, Mineral Engineering, 10, 3, 287-299 Wardrop, D.R. 1999. A study on the accuracy of sand and gravel reserve estimates. Quarterly Journal of Engineering Geology, 32, 81-86. Whateley, M. & Harvey, P. 1994, Mineral Resource Estimation. Methods & Case Studies Geol. Soc, London While, L., Barone, L., Hingston, P., Huband, S., Tuppurainen, D. & Bearman R. 2004. A multi-objective evolutionary algorithm approach for crusher optimization and owsheet design, Mineral Engineering, 17, 1063-1074 Workman, L. & Eloranta, J. 2003. The effects of blasting on crushing and grinding efciency and energy consumption, Proceedings of the ISEE 29th Annual Conference Explosives and Blasting Technology, 1, 131-140, ISEE, Cleveland, Ohio
72
Sustainable Aggregates Optimising the Efciency of Primary Aggregate Production
73
Potrebbero piacerti anche
- Sustainable Utilization of Quarry By-ProductsDocumento80 pagineSustainable Utilization of Quarry By-ProductsChandan Blee100% (1)
- SandDocumento165 pagineSandMirceaNessuna valutazione finora
- MOBILISATION PLAN FOR AGGREGATE CRUSHING PLANTDocumento14 pagineMOBILISATION PLAN FOR AGGREGATE CRUSHING PLANTBujjibabu Katta100% (2)
- Aggregate Crushing PlantDocumento84 pagineAggregate Crushing PlantSasheen Dela Cruz100% (2)
- Quarry Management PlanDocumento81 pagineQuarry Management PlanJohn Mark Maduli100% (6)
- Pit & QuarryDocumento132 paginePit & Quarrybeto pagoadaNessuna valutazione finora
- TRH 21Documento49 pagineTRH 21AnantNessuna valutazione finora
- Draft Tech Report QuarryDocumento24 pagineDraft Tech Report QuarryvnilNessuna valutazione finora
- Quarry Design HandbookDocumento160 pagineQuarry Design Handbookalidoon50% (2)
- Quarry OperationDocumento20 pagineQuarry OperationNatsir Djafar100% (1)
- Crusher ReportDocumento21 pagineCrusher Reportshrahman4964Nessuna valutazione finora
- SGS MIN WA109 Hard Rock Lithium Processing en 11Documento3 pagineSGS MIN WA109 Hard Rock Lithium Processing en 11Jorge Martin Bejarano GonzalezNessuna valutazione finora
- Aggregates: Ce 333-Construction Materials and TestingDocumento7 pagineAggregates: Ce 333-Construction Materials and TestingGeraldine ManaloNessuna valutazione finora
- FINAL PPT-Aggregate ProductionDocumento77 pagineFINAL PPT-Aggregate ProductionLeilani Manalaysay100% (1)
- Dolomite ManualDocumento130 pagineDolomite ManualFrancois-Nessuna valutazione finora
- Offshore Black Sand Mining in The Pihilippines Massart Hongkong Presentation - Updated 07042015Documento14 pagineOffshore Black Sand Mining in The Pihilippines Massart Hongkong Presentation - Updated 07042015Mario FranciscoNessuna valutazione finora
- Production of AggregateDocumento33 pagineProduction of Aggregatenehal23Nessuna valutazione finora
- Bauxite and Mining Exploration Info PDFDocumento2 pagineBauxite and Mining Exploration Info PDFtandrianieNessuna valutazione finora
- Aggregate Applications BrochureDocumento1 paginaAggregate Applications Brochureyrdgcgf5664Nessuna valutazione finora
- Social Development and Management Program (SDMP) A. ScopeDocumento6 pagineSocial Development and Management Program (SDMP) A. ScopeLara CharisseNessuna valutazione finora
- ChromiteDocumento16 pagineChromitebvhanji100% (2)
- Surface Mining: MineralDocumento3 pagineSurface Mining: MineralAndalio JkeiNessuna valutazione finora
- Aggregates Crucial for Concrete Strength and PropertiesDocumento25 pagineAggregates Crucial for Concrete Strength and Propertiesdatagap100% (2)
- Stone Crushing Plant Introduction PDFDocumento22 pagineStone Crushing Plant Introduction PDFhariyanto95Nessuna valutazione finora
- Equipment Production Aggregate: FOR OFDocumento31 pagineEquipment Production Aggregate: FOR OFPrasannaVenkatesanNessuna valutazione finora
- Crusher Plant: Machine Rocks Gravel TangentDocumento3 pagineCrusher Plant: Machine Rocks Gravel Tangentanil kumarNessuna valutazione finora
- Aggregate Crushing Plant GuideDocumento24 pagineAggregate Crushing Plant GuideVineet AgrawalNessuna valutazione finora
- Mineral Processing MethodsDocumento97 pagineMineral Processing MethodsDaniel Kurniawan83% (6)
- QuarryDocumento100 pagineQuarryOpio IsaacNessuna valutazione finora
- Quarrying Process And ProductsDocumento12 pagineQuarrying Process And ProductsWicaksono Az-zakiy100% (1)
- Mine Feasibility StudiesDocumento2 pagineMine Feasibility Studiesfranciso gilNessuna valutazione finora
- Msand ManufacturingDocumento66 pagineMsand ManufacturingRobert JamesNessuna valutazione finora
- G L Smith - PHD - A Conceptual Framework For The Strategic Long Term Planning of Platinum Mining Operations in The South African Context PDFDocumento322 pagineG L Smith - PHD - A Conceptual Framework For The Strategic Long Term Planning of Platinum Mining Operations in The South African Context PDFGmmmm123Nessuna valutazione finora
- WWW Teravera PH Products Crushed Aggregates PDFDocumento5 pagineWWW Teravera PH Products Crushed Aggregates PDFAriel ClydeNessuna valutazione finora
- AfriSam Aggregate Products GuideDocumento20 pagineAfriSam Aggregate Products GuidemaxbullNessuna valutazione finora
- Quarry Design Handbook 2014 v.04Documento300 pagineQuarry Design Handbook 2014 v.04Shakaib Hassan100% (1)
- Rock BoltDocumento8 pagineRock Boltjpallende100% (1)
- Stone Crusher Rules RajasthanDocumento16 pagineStone Crusher Rules RajasthanHarish Patel0% (1)
- Safe Mine Design and Mining Methods-Smallscale.Documento51 pagineSafe Mine Design and Mining Methods-Smallscale.tkubvosNessuna valutazione finora
- SCC EPRMP Draft Aug2017 PDFDocumento314 pagineSCC EPRMP Draft Aug2017 PDFGerald Ortiz100% (1)
- Organisational Study at Ahlcon Ready Mix Concrete PVTDocumento57 pagineOrganisational Study at Ahlcon Ready Mix Concrete PVTSuraj DeyNessuna valutazione finora
- Sludge processing steps and dewateringDocumento21 pagineSludge processing steps and dewateringShubham BansalNessuna valutazione finora
- Newitem 148 Stone Crusher ReportDocumento142 pagineNewitem 148 Stone Crusher ReportSaurabh Singh100% (3)
- Are View of Graphite Benef I Ciati On TechniquesDocumento13 pagineAre View of Graphite Benef I Ciati On TechniquessanjibkrjanaNessuna valutazione finora
- EagleRock QuarryDocumento119 pagineEagleRock QuarryNaAdamraNessuna valutazione finora
- Trollope Mining ServicesDocumento6 pagineTrollope Mining ServicessizwehNessuna valutazione finora
- Gold Mining Feasibility Study PDFDocumento3 pagineGold Mining Feasibility Study PDFMike100% (1)
- Handbook of CrushingDocumento19 pagineHandbook of CrushingJakes100% (2)
- MGB Resource Validation Report - JDVCDocumento73 pagineMGB Resource Validation Report - JDVCArvin100% (1)
- Vol 9 - Operations ManualDocumento101 pagineVol 9 - Operations ManualRobert SalasNessuna valutazione finora
- Blast Fragmentation Appraisal - Means To Improve Cost-Effectiveness in MinesDocumento14 pagineBlast Fragmentation Appraisal - Means To Improve Cost-Effectiveness in Minespartha das sharma100% (1)
- Laterite Soil Engineering: Pedogenesis and Engineering PrinciplesDa EverandLaterite Soil Engineering: Pedogenesis and Engineering PrinciplesM GidigasuValutazione: 4 su 5 stelle4/5 (2)
- #1. Lane, Hille, Pyle - Pease - Where Are The Opportunities in Comminution For Improved Energy and Water EfficiencyDocumento21 pagine#1. Lane, Hille, Pyle - Pease - Where Are The Opportunities in Comminution For Improved Energy and Water Efficiencymarvin100% (1)
- UntitledDocumento4 pagineUntitledKata OmoiNessuna valutazione finora
- Simultaneous Stochastic Optimization of Mining Complexes 1653428087Documento18 pagineSimultaneous Stochastic Optimization of Mining Complexes 1653428087Ousmane NdourNessuna valutazione finora
- Modeling and Optimization of Multi Gravity Separator To Produce Celestite ConcentrateDocumento7 pagineModeling and Optimization of Multi Gravity Separator To Produce Celestite ConcentrateManishankar PandaNessuna valutazione finora
- Mine Backfill Literature Review FormattedDocumento75 pagineMine Backfill Literature Review FormattedSatyam MohanNessuna valutazione finora
- MinedRockOverburdenPile Investigation+DesignManualDocumento177 pagineMinedRockOverburdenPile Investigation+DesignManualCarlos A. Espinoza MNessuna valutazione finora
- Lca Aggregate Scopus Harbin University Dec 2023Documento8 pagineLca Aggregate Scopus Harbin University Dec 2023சமுத்திரக் KANINessuna valutazione finora
- Feasibility of Landfill Mining and Reclamation in ScotlandDocumento99 pagineFeasibility of Landfill Mining and Reclamation in ScotlandtuffahatiiNessuna valutazione finora
- Design ParametersDocumento2 pagineDesign ParametersSolomon AlangsNessuna valutazione finora
- Design ParametersDocumento2 pagineDesign ParametersSolomon AlangsNessuna valutazione finora
- Job CVDocumento2 pagineJob CVSolomon AlangsNessuna valutazione finora
- Clay Mineral PDFDocumento6 pagineClay Mineral PDFSolomon AlangsNessuna valutazione finora
- Dissertation TitleDocumento6 pagineDissertation TitleSolomon AlangsNessuna valutazione finora
- Personal DetailsDocumento2 paginePersonal DetailsSolomon AlangsNessuna valutazione finora
- Personal DetailsDocumento2 paginePersonal DetailsSolomon AlangsNessuna valutazione finora
- Dissertation TitleDocumento6 pagineDissertation TitleSolomon AlangsNessuna valutazione finora
- Study On Permeation Grouting Using Cement Grout in Sandy SoilDocumento6 pagineStudy On Permeation Grouting Using Cement Grout in Sandy SoilSolomon AlangsNessuna valutazione finora
- Dissertation TitleDocumento6 pagineDissertation TitleSolomon AlangsNessuna valutazione finora
- Dissertation TitleDocumento6 pagineDissertation TitleSolomon AlangsNessuna valutazione finora
- Dissertation TitleDocumento6 pagineDissertation TitleSolomon AlangsNessuna valutazione finora
- Research Introductory WorkDocumento6 pagineResearch Introductory WorkSolomon AlangsNessuna valutazione finora
- Re Cycled Construction WastesDocumento9 pagineRe Cycled Construction WastesSolomon AlangsNessuna valutazione finora
- Large Shearbox Test ResultsDocumento6 pagineLarge Shearbox Test ResultsSolomon AlangsNessuna valutazione finora
- ScribDocumento1 paginaScribSolomon AlangsNessuna valutazione finora
- Large Shearbox Test ResultsDocumento6 pagineLarge Shearbox Test ResultsSolomon AlangsNessuna valutazione finora
- Solar Powered Water Trash Collector: Cagayan de Oro CityDocumento17 pagineSolar Powered Water Trash Collector: Cagayan de Oro CityMaria Ella Alcantara100% (1)
- PreviewDocumento42 paginePreviewTechnical SpecificationsNessuna valutazione finora
- Planning Grid Junior Cert Wood Technology 2nd YearDocumento5 paginePlanning Grid Junior Cert Wood Technology 2nd Yearapi-497169132Nessuna valutazione finora
- Understanding Research Philosophy and MethodologiesDocumento2 pagineUnderstanding Research Philosophy and MethodologiesiftikharhassanNessuna valutazione finora
- CHAPTER 1 and 2Documento20 pagineCHAPTER 1 and 2Mariel Ellaine Into100% (1)
- Van GuerraDocumento5 pagineVan GuerraAdriel Gerard O'MalleyNessuna valutazione finora
- Literature Review Discrimination WorkplaceDocumento5 pagineLiterature Review Discrimination Workplaceaflsiosbe100% (1)
- The Political FamilyDocumento49 pagineThe Political FamilyRussel Sirot100% (1)
- Group 1 Thesis Edited Learning StylesDocumento41 pagineGroup 1 Thesis Edited Learning Stylesmark jaysonNessuna valutazione finora
- OBU Thesis Edit 65Documento46 pagineOBU Thesis Edit 65Jonathan Heng Fuqiang100% (4)
- Curriculum Vitae CV SummaryDocumento15 pagineCurriculum Vitae CV SummaryRyan Yu SyuenNessuna valutazione finora
- Pallet Racking GuideDocumento33 paginePallet Racking GuideAnonymous 1gbsuaafddNessuna valutazione finora
- Check-List Enclosures (Dissertation) : Amit Documents For DissertationDocumento14 pagineCheck-List Enclosures (Dissertation) : Amit Documents For DissertationAmit TamboliNessuna valutazione finora
- BRM Chapter 22Documento6 pagineBRM Chapter 22smart.soldier110100% (1)
- Directorate General of Drug Administration Ayurvedic Drug ManufacturersDocumento4 pagineDirectorate General of Drug Administration Ayurvedic Drug ManufacturersMd. Shahrear SultanNessuna valutazione finora
- Research and Research TopicDocumento10 pagineResearch and Research TopicAkhwand SaulatNessuna valutazione finora
- Cupping Therapy Effect on Anterior Knee PainDocumento15 pagineCupping Therapy Effect on Anterior Knee PainBee Jay JayNessuna valutazione finora
- Conference Guide 2ND Icemac 2021Documento15 pagineConference Guide 2ND Icemac 2021Cassandra FreyaNessuna valutazione finora
- Compilation of AbstractDocumento5 pagineCompilation of Abstractmary graceNessuna valutazione finora
- Cochrane Handbook 21-2019Documento24 pagineCochrane Handbook 21-2019Gilda BBTTNessuna valutazione finora
- Montessori School Research on Student EngagementDocumento4 pagineMontessori School Research on Student EngagementMismo GT0% (1)
- The Lived Experience of Private to Public School TransfereesDocumento24 pagineThe Lived Experience of Private to Public School TransfereesEdna BalingitNessuna valutazione finora
- Nikitas Project FileDocumento58 pagineNikitas Project FileDEEPSHIKHA BHARDWAJNessuna valutazione finora
- Apa Citation and ReferencingDocumento13 pagineApa Citation and ReferencingMr Dampha100% (1)
- Thesis Topics For Mba in AccountingDocumento5 pagineThesis Topics For Mba in Accountinglaurabrownvirginiabeach100% (2)
- Land Revenue Act by DR Pradeep KumarDocumento10 pagineLand Revenue Act by DR Pradeep Kumarvishakha chaudharyNessuna valutazione finora
- Data Quality and AnalyticsDocumento25 pagineData Quality and Analyticsakhilesh sahooNessuna valutazione finora
- POT SeptOct2023Documento44 paginePOT SeptOct2023Achyuta PatroNessuna valutazione finora
- Gallatin BulletinDocumento150 pagineGallatin Bulletinsahil_gujralNessuna valutazione finora
- Jurnal Muhammad Dwiki Reza 04020180490-1-2Documento2 pagineJurnal Muhammad Dwiki Reza 04020180490-1-2Desa Je'netallasaNessuna valutazione finora