Potrebbero piacerti anche
- Air Carbon Arc Gouging: ElectrodeDocumento1 paginaAir Carbon Arc Gouging: Electrodeரமேஷ் பாலக்காடுNessuna valutazione finora
- Computer Kerala - 4 Folder LockDocumento2 pagineComputer Kerala - 4 Folder Lockரமேஷ் பாலக்காடுNessuna valutazione finora
- Welding Processes ModuleDocumento27 pagineWelding Processes Moduleரமேஷ் பாலக்காடு100% (1)
- SAIC-D-2023 Rev 2Documento2 pagineSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2023 Rev 2Documento2 pagineSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
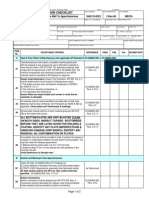
- Saudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 MechDocumento4 pagineSaudi Aramco Inspection Checklist: Final Insp of Tank Installation (Tanks) SAIC-D-2021 1-Dec-06 Mechரமேஷ் பாலக்காடுNessuna valutazione finora
- Practical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTDocumento362 paginePractical Guide To Pressure Vessel Manufacturing - SUNIL PULLARCOTrodrigoperezsimoneNessuna valutazione finora
- SAIC-D-2022 Rev 2Documento5 pagineSAIC-D-2022 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2023 Rev 2Documento2 pagineSAIC-D-2023 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- Saudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 MechDocumento3 pagineSaudi Aramco Inspection Checklist: Inspection of Tank Trim Installation SAIC-D-2020 1-Dec-06 Mechரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2007 Rev 2Documento4 pagineSAIC-D-2007 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2009 Rev 2Documento6 pagineSAIC-D-2009 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2006 Rev 2Documento2 pagineSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- Saudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade ProtectionDocumento1 paginaSaudi Aramco Inspection Checklist: SAIC-D-2018 1-Dec-06 Mech-Insp of Under-Tank Leak Detection, Sub-Grade Protectionரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2009 Rev 2Documento6 pagineSAIC-D-2009 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2012 Rev 2Documento4 pagineSAIC-D-2012 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2006 Rev 2Documento2 pagineSAIC-D-2006 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- SAIC-D-2005 Rev 2Documento4 pagineSAIC-D-2005 Rev 2ரமேஷ் பாலக்காடுNessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5795)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (74)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1091)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- MBA Project On CRMDocumento40 pagineMBA Project On CRMsrikanthmogilla1250% (2)
- Java - Android, FileOutputStream, ByteArrayInputStream, ByteArrayOutputStream.Documento27 pagineJava - Android, FileOutputStream, ByteArrayInputStream, ByteArrayOutputStream.Karan TrehanNessuna valutazione finora
- PTFE Membrane FiltersDocumento2 paginePTFE Membrane FiltersZeeshanAsadNessuna valutazione finora
- Malate + NAD Oxaloacetate + NADH + HDocumento14 pagineMalate + NAD Oxaloacetate + NADH + HRonaldNessuna valutazione finora
- Mup LabDocumento4 pagineMup LabAbhishek SinghNessuna valutazione finora
- CommsII Problem Set 3 With AddendumDocumento2 pagineCommsII Problem Set 3 With AddendumMarlon BoucaudNessuna valutazione finora
- Eaton70523 553partsDocumento20 pagineEaton70523 553partsLeo VanNessuna valutazione finora
- API MPMS ListaDocumento6 pagineAPI MPMS ListaeduinNessuna valutazione finora
- Advance Electronics: UnacademyDocumento38 pagineAdvance Electronics: UnacademyhemuNessuna valutazione finora
- Float Switch Price ChartDocumento3 pagineFloat Switch Price ChartratneshtNessuna valutazione finora
- Cement Invoice No. For TCDocumento3 pagineCement Invoice No. For TCAzhar ShaikhNessuna valutazione finora
- 51TMSS01R0Documento21 pagine51TMSS01R0Bijaya Kumar Mohanty100% (2)
- SLM600V2 ManualDocumento25 pagineSLM600V2 Manualbenditasea3352Nessuna valutazione finora
- CV Agung Pramuriyanto Update-1 - Agung PramDocumento2 pagineCV Agung Pramuriyanto Update-1 - Agung Pramimammaul7Nessuna valutazione finora
- Kuo H-H Et Al. INTERFERENCE-COLORED FINISHES FOR AUTOMOTIVE ALUMINUM ALLOYSDocumento8 pagineKuo H-H Et Al. INTERFERENCE-COLORED FINISHES FOR AUTOMOTIVE ALUMINUM ALLOYSkaka**Nessuna valutazione finora
- MCR 308 PDFDocumento7 pagineMCR 308 PDFstudiostandardNessuna valutazione finora
- HIAB 390 L Chapter 3 BoomDocumento14 pagineHIAB 390 L Chapter 3 BoomsengottaiyanNessuna valutazione finora
- Effect of Tillage and Crop Roration On Pore Size DistributionDocumento12 pagineEffect of Tillage and Crop Roration On Pore Size DistributionWubetie MengistNessuna valutazione finora
- Math Samples PDFDocumento1 paginaMath Samples PDFArwin VillegasNessuna valutazione finora
- Documents - MX Designing With The Nios II Processor and Qsys 1day 11 0 ModifiedDocumento197 pagineDocuments - MX Designing With The Nios II Processor and Qsys 1day 11 0 Modifiedrpfr0Nessuna valutazione finora
- Smart Factory For Industry 4.0: A Review: January 2015Documento9 pagineSmart Factory For Industry 4.0: A Review: January 2015aisyah ai aisyahNessuna valutazione finora
- Interbus For Unidrive V3Documento40 pagineInterbus For Unidrive V3Dave CárdenasNessuna valutazione finora
- Health REST API Specification 2.9.6 WorldwideDocumento55 pagineHealth REST API Specification 2.9.6 WorldwideAll About Your Choose Entertain100% (5)
- Agilent Phase-Noise-Measurement TES-E5052B DatasheetDocumento21 pagineAgilent Phase-Noise-Measurement TES-E5052B DatasheetTeq ShoNessuna valutazione finora
- Ies Mech TotaDocumento158 pagineIes Mech TotaVara PrasadNessuna valutazione finora
- APK 20091019 Electrocardiography+CablesDocumento18 pagineAPK 20091019 Electrocardiography+Cablesأحمد العريقيNessuna valutazione finora
- System Requirements PerformancesDocumento3 pagineSystem Requirements PerformancesΒΙΒΗ ΓΚΑΣΙΩΝΗNessuna valutazione finora
- Startup ShutdownDocumento4 pagineStartup ShutdownPit_mkluNessuna valutazione finora
- EBM Pabst - CPAP - BlowerDocumento4 pagineEBM Pabst - CPAP - BlowerlouisNessuna valutazione finora
- Installation Instructions USB v1.0.21Documento3 pagineInstallation Instructions USB v1.0.21Luis Alvaro MolinaNessuna valutazione finora