Potrebbero piacerti anche
- 12-Procedimento Visual Dimensional SoldaDocumento8 pagine12-Procedimento Visual Dimensional SoldawagnerNessuna valutazione finora
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEDa EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENessuna valutazione finora
- Evs Visual DimensionalDocumento9 pagineEvs Visual DimensionaljeffersonngmNessuna valutazione finora
- Análise experimental de fadiga mecânica em placas de trocadores de calor casco e placasDa EverandAnálise experimental de fadiga mecânica em placas de trocadores de calor casco e placasNessuna valutazione finora
- AWS - MacrografiaDocumento13 pagineAWS - MacrografiaAndre SenosNessuna valutazione finora
- Procedimento de Ensaio Visual de SoldaDocumento23 pagineProcedimento de Ensaio Visual de SoldaPaulino100% (11)
- Inspeção de integridade de dutos: análise de sistema de medição do PIG PalitoDa EverandInspeção de integridade de dutos: análise de sistema de medição do PIG PalitoNessuna valutazione finora
- Especificação de Procedimento SoldagemDocumento10 pagineEspecificação de Procedimento SoldagemWanderley FonsecaNessuna valutazione finora
- Fundamentos da análise fractográfica de falhas de materias metálicosDa EverandFundamentos da análise fractográfica de falhas de materias metálicosNessuna valutazione finora
- Questionario VisualDocumento29 pagineQuestionario VisualGuilherme Almeida100% (1)
- Preparação Inspetor n1Documento624 paginePreparação Inspetor n1Torello100% (1)
- Guia de Qualidade - Defeitos de SoldaDocumento5 pagineGuia de Qualidade - Defeitos de SoldaFabiano Braz de Almeida100% (1)
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003Documento2 pagineCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-003leonardo_barros_48100% (1)
- Eps, RQP, RQS, IeisDocumento9 pagineEps, RQP, RQS, IeisVitor Olivetti100% (1)
- Procedimento Evs SendDocumento15 pagineProcedimento Evs SendJackson NicolasNessuna valutazione finora
- A2-Documentos Técnicos PDFDocumento8 pagineA2-Documentos Técnicos PDFRodrigo Pereira Da SilvaNessuna valutazione finora
- Instrução Técnica LP Questões 1 e 2Documento24 pagineInstrução Técnica LP Questões 1 e 2Andre SenosNessuna valutazione finora
- Cebraci EVSDocumento19 pagineCebraci EVSDaniel de OliveiraNessuna valutazione finora
- Simulado - F.B.T.S - 02Documento20 pagineSimulado - F.B.T.S - 02phmarinsh2f100% (1)
- Documentos Técnicos SoldagemDocumento13 pagineDocumentos Técnicos SoldagemAnonymous CeGgrC5Nessuna valutazione finora
- 07 END 30 Questoes Final7Documento10 pagine07 END 30 Questoes Final7Gustavo DaviNessuna valutazione finora
- Questionário de Ensaio Visual de Soldas Teórica Geral 1Documento16 pagineQuestionário de Ensaio Visual de Soldas Teórica Geral 1sergio100% (3)
- Cebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-004Documento2 pagineCebraci-045-Instrução Tecnica Liquido Penetrante-Lp - It-Lb-004leonardo_barros_48100% (2)
- Treinamento Is n2 ConsumíveisDocumento6 pagineTreinamento Is n2 ConsumíveisDouglasNessuna valutazione finora
- Instruçao Tecnica Modelo PMDocumento2 pagineInstruçao Tecnica Modelo PMRodrigo PizarroNessuna valutazione finora
- Instrução Técnica Líquido Penetrante Tipo 2ADocumento2 pagineInstrução Técnica Líquido Penetrante Tipo 2Adenisonmachado100% (1)
- Norma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoDocumento33 pagineNorma AWS D1.1 - ED. 2002 - Estudo de Casos - Com SolucaoJulio CastilhosNessuna valutazione finora
- IntroduçãoDocumento70 pagineIntroduçãoVasco JardimNessuna valutazione finora
- PM - Passo A Passo para o Exame Prático PM-N2-SYDocumento19 paginePM - Passo A Passo para o Exame Prático PM-N2-SYStephanyFreire75% (4)
- Aula 1 - Normas e Qualificação de SoldagemDocumento63 pagineAula 1 - Normas e Qualificação de SoldagemAllan Maia100% (1)
- Apostila Abende EvsDocumento2 pagineApostila Abende EvsRScarlate100% (1)
- Questoes TwiDocumento4 pagineQuestoes Twisrspinto100% (1)
- Tratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1Documento12 pagineTratamento Térmico - Treinamento ISQI - Inspetor de Soldagem Nivel 1NASC Engenharia e AssessoriaNessuna valutazione finora
- Questionário Sobre Partículas MagnéticasDocumento3 pagineQuestionário Sobre Partículas MagnéticasRenata CarvalhoNessuna valutazione finora
- PCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Documento35 paginePCQ-003 - INSPEÇÃO VISUAL E DIMENSIONAL DE SOLDA - Rev2 - 2020-10-05Victor Fonseca100% (1)
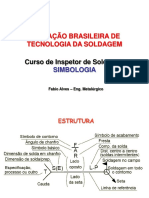
- FBTS Simbologia ModifcadoDocumento81 pagineFBTS Simbologia Modifcadowlton VgaNessuna valutazione finora
- Instrução Técnica PMDocumento3 pagineInstrução Técnica PMFabio Henrique SantosNessuna valutazione finora
- Ensaio VisualDocumento13 pagineEnsaio VisualFrancisco ReginaldoNessuna valutazione finora
- Is N1 - Simbologia Da Soldagem 1Documento32 pagineIs N1 - Simbologia Da Soldagem 1Jorge Luengo100% (7)
- Questionario de SoldaDocumento41 pagineQuestionario de Soldaclaudiosachetto50% (2)
- Vaso Modelo 11 Bar R00-Plano de SoldagemDocumento1 paginaVaso Modelo 11 Bar R00-Plano de Soldagemrodrigoq1100% (1)
- Cebraci-045-Instrução Tecnica Liquido Penetrante - LP - It-Lb-002Documento2 pagineCebraci-045-Instrução Tecnica Liquido Penetrante - LP - It-Lb-002leonardo_barros_4875% (4)
- LV-002 - Liquido PenetranteDocumento2 pagineLV-002 - Liquido PenetranteCaio Ernane100% (1)
- END4-InspecaoVisual - Inspeção Visual e DimensionalDocumento8 pagineEND4-InspecaoVisual - Inspeção Visual e Dimensionalcarrovelho100% (1)
- US AWS D1.1 Ao Vivo PDFDocumento41 pagineUS AWS D1.1 Ao Vivo PDFCarlos Wagner100% (3)
- CDS - Controle de Desempenho de SoldadoresDocumento4 pagineCDS - Controle de Desempenho de SoldadoresEder Silveira Del MestreNessuna valutazione finora
- Question Rio de Ensaio Visual de SoldaDocumento4 pagineQuestion Rio de Ensaio Visual de Soldamarcelojcoelho1573100% (1)
- Defeitos em Soldagem PDFDocumento32 pagineDefeitos em Soldagem PDFFernando VittoNessuna valutazione finora
- Documentos Técnicos-SoldagemDocumento27 pagineDocumentos Técnicos-SoldagemAdeilton Loureiro NascimentoNessuna valutazione finora
- ASME VIII-Div1 Inspeç - o Bigal 1Documento1 paginaASME VIII-Div1 Inspeç - o Bigal 1Venicio AchermanNessuna valutazione finora
- Procedimento Do Ensaio Visual e Dimensional de SoldagemDocumento20 pagineProcedimento Do Ensaio Visual e Dimensional de SoldagemDaniel DeusdeteNessuna valutazione finora
- 050.abendi - EMPRESA 238 545499490PR-050Documento9 pagine050.abendi - EMPRESA 238 545499490PR-050luciano.marks.92Nessuna valutazione finora
- Documento de Ednaldo CabeceirasDocumento9 pagineDocumento de Ednaldo CabeceirasLeonardo SilvaNessuna valutazione finora
- Apostila Do Curso de Inspetor de Soldagem N2 ProminpDocumento68 pagineApostila Do Curso de Inspetor de Soldagem N2 Prominprapascon50% (6)
- IICE003 Ensaio Visual de SoldaDocumento20 pagineIICE003 Ensaio Visual de SoldaEduardoNessuna valutazione finora
- Procedimento para Ensaio Visual de SoldaDocumento16 pagineProcedimento para Ensaio Visual de SoldaRenan Soares KieferNessuna valutazione finora
- PI - End.002 - Ensaio VisualDocumento15 paginePI - End.002 - Ensaio VisualGianNessuna valutazione finora
- Vls-Vs-001-Ensaio VisualDocumento21 pagineVls-Vs-001-Ensaio VisualIvan NobregaNessuna valutazione finora
- LaudoSodre-1635106089 53Documento3 pagineLaudoSodre-1635106089 53Romario de SousaNessuna valutazione finora
- Vida Saudável PDFDocumento4 pagineVida Saudável PDFKAUÃ GOMES DIASNessuna valutazione finora
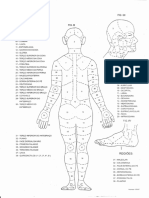
- Topografia Corpo HumanoDocumento2 pagineTopografia Corpo Humanoestevaocanan100% (9)
- Ecologia GeralDocumento4 pagineEcologia GeralCastigo Agostinho Castigo Jemusse50% (2)
- ESTRUTURADocumento9 pagineESTRUTURACarlos Felipe Bezerra De LimaNessuna valutazione finora
- BriofitasDocumento19 pagineBriofitasDalton Homisio100% (1)
- Reforma CatalíticaDocumento8 pagineReforma CatalíticaLucas KozlinskeiNessuna valutazione finora
- PCC BiocelDocumento3 paginePCC Biocelallisonassun10Nessuna valutazione finora
- Epilepsia Na Infancia e AdolescenciaDocumento502 pagineEpilepsia Na Infancia e AdolescenciaLeoberto Batista Pereira Sobrinho100% (1)
- Lista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicaDocumento6 pagineLista de Exercícios (Força e Movimento I e II) - Física - Dinâmica A TermodinâmicavagnerNessuna valutazione finora
- Historia e Geografia de GoiasDocumento103 pagineHistoria e Geografia de GoiasMichel Merelles100% (2)
- 7 Regras de Ouro Dos Casais de SucessoDocumento24 pagine7 Regras de Ouro Dos Casais de SucessoAlineNessuna valutazione finora
- To Accessories en - En.ptDocumento16 pagineTo Accessories en - En.ptthamirislopesNessuna valutazione finora
- Soprador Omel - Dados SRTVDocumento7 pagineSoprador Omel - Dados SRTVDenilson MarinhoNessuna valutazione finora
- Quadro de Disciplinas - A Partir de 2019Documento39 pagineQuadro de Disciplinas - A Partir de 2019Felippe Guimarães MacielNessuna valutazione finora
- SRTV Televisao MonocromaticoDocumento14 pagineSRTV Televisao MonocromaticoBruno MozNessuna valutazione finora
- Dezembro LaranjaDocumento7 pagineDezembro LaranjaLetíciaNessuna valutazione finora
- 170 Motivos para Te Amar PituxinhoooDocumento4 pagine170 Motivos para Te Amar PituxinhoooSilvia Aros100% (1)
- Questoes Revisao Histologia BasicaDocumento20 pagineQuestoes Revisao Histologia BasicaAlessandra IngridNessuna valutazione finora
- FISPQ AMB-C-16 #Atul003Documento3 pagineFISPQ AMB-C-16 #Atul003CONFIARE PINTURAS E JATEAMENTONessuna valutazione finora
- Questo Es - Qui Mica Ba Sica - Parte 1Documento8 pagineQuesto Es - Qui Mica Ba Sica - Parte 1Manoele DominicNessuna valutazione finora
- Sebenta TotalDocumento195 pagineSebenta Totaldabysk100% (3)
- Indutor de Bloqueio Trifásico CFP PDFDocumento7 pagineIndutor de Bloqueio Trifásico CFP PDFJeydson StorchNessuna valutazione finora
- Ufcd 0349Documento57 pagineUfcd 0349António AlvesNessuna valutazione finora
- Aula 01 - Mestre Bálsamo - Curso para Instrutores de CentúriaDocumento27 pagineAula 01 - Mestre Bálsamo - Curso para Instrutores de CentúriaDeivite Henrique100% (2)
- Astrologia Cristã - William LillyDocumento906 pagineAstrologia Cristã - William Lillyfilipi2000100% (11)
- 3-RenascimentoCultural e CientificoDocumento21 pagine3-RenascimentoCultural e CientificoPaulo AndradeNessuna valutazione finora
- Teorias BehavioristasDocumento12 pagineTeorias BehavioristasCornélio Eugénio MarqueleNessuna valutazione finora
- Certificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016Documento5 pagineCertificado de Qualidade - Oyamota - Nf.1852 - 02.09.2016MauroDosSantosCostaNessuna valutazione finora
- Aprendendo Sobre FoneticaDocumento2 pagineAprendendo Sobre FoneticaValciney PiresNessuna valutazione finora