Potrebbero piacerti anche
- Matriz BCG 9Documento3 pagineMatriz BCG 9ZZandra BenitesNessuna valutazione finora
- 7 Metodos de Reposicion de StocksDocumento12 pagine7 Metodos de Reposicion de StocksZZandra BenitesNessuna valutazione finora
- 6t.forjado de MetalesDocumento9 pagine6t.forjado de MetalesZZandra BenitesNessuna valutazione finora
- Informe Fibra OpticaDocumento13 pagineInforme Fibra OpticaZZandra BenitesNessuna valutazione finora
- Informe de DetergentesDocumento7 pagineInforme de DetergentesZZandra BenitesNessuna valutazione finora
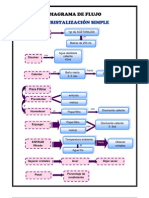
- Diagrama de Flujo Lab 2Documento2 pagineDiagrama de Flujo Lab 2ZZandra Benites50% (2)
- Rodeados de Ondas-documental-Enlaces D DescargaDocumento2 pagineRodeados de Ondas-documental-Enlaces D DescargaZZandra BenitesNessuna valutazione finora
- Válvulas Hidráulicas PDFDocumento8 pagineVálvulas Hidráulicas PDFJacky MuñozNessuna valutazione finora
- Hempel's Thinner 08080Documento9 pagineHempel's Thinner 08080pablostNessuna valutazione finora
- Informe de QuimicaDocumento16 pagineInforme de QuimicaSandra TejadaNessuna valutazione finora
- Reporte de Clasificación de Estructuras Actualizado-ComprimidoDocumento21 pagineReporte de Clasificación de Estructuras Actualizado-ComprimidoAlejandro MANessuna valutazione finora
- Informe Maestranza PDFDocumento23 pagineInforme Maestranza PDFRodrigo Bravo CortesNessuna valutazione finora
- Perfinor - Catalógo DigitalDocumento39 paginePerfinor - Catalógo DigitalentremonzagaNessuna valutazione finora
- P Dureza PDFDocumento5 pagineP Dureza PDFRaphael GomezNessuna valutazione finora
- Propuesta de Automatización de Envasadora de FriturasDocumento2 paginePropuesta de Automatización de Envasadora de FriturasCarlos Adrian HidalgoNessuna valutazione finora
- Modulo II. Caracterizacion Proyecto y Caracterizacion Ambiental EIADocumento69 pagineModulo II. Caracterizacion Proyecto y Caracterizacion Ambiental EIAJhoel Delgado SalazarNessuna valutazione finora
- Construcción Horno 1cast PDFDocumento17 pagineConstrucción Horno 1cast PDFramaxxNessuna valutazione finora
- Patologias Cardenas Riveros Juan RubenDocumento132 paginePatologias Cardenas Riveros Juan RubenequipotorresNessuna valutazione finora
- Catalogo FavetonDocumento32 pagineCatalogo FavetonDANIELNessuna valutazione finora
- Mecanismos de Apoyo en PuentesDocumento56 pagineMecanismos de Apoyo en PuentesRodrigo CarrerasNessuna valutazione finora
- Nec de Construciion PDFDocumento20 pagineNec de Construciion PDFWILSON VELASTEGUINessuna valutazione finora
- HomeotermosDocumento9 pagineHomeotermosVilca Mescco DicksonNessuna valutazione finora
- 1er Informe Simulacion y Control de ProcesosDocumento14 pagine1er Informe Simulacion y Control de ProcesosCarlos Calle LoveraNessuna valutazione finora
- Mantenimiento ElectricoDocumento10 pagineMantenimiento ElectricoTHOMAS AGUSTÍN NUÑEZNessuna valutazione finora
- 4 Clase Gases Perfectos e Hidroestática PDFDocumento10 pagine4 Clase Gases Perfectos e Hidroestática PDFgabriel lunaNessuna valutazione finora
- Colapso Edificio de MiamiDocumento6 pagineColapso Edificio de MiamiSebastian Cedeño CevallosNessuna valutazione finora
- Control PD SiguelineasDocumento6 pagineControl PD SiguelineasJose GayossoNessuna valutazione finora
- Impacto Ambiental YANACOCHADocumento44 pagineImpacto Ambiental YANACOCHABryan Andre CotradoNessuna valutazione finora
- Reporte de Mantenimiento MacropaverDocumento3 pagineReporte de Mantenimiento Macropaverhector samuel barrera machadoNessuna valutazione finora
- Proyecto Mplab y ProteusDocumento32 pagineProyecto Mplab y ProteusEddy Renato Casos GeronimoNessuna valutazione finora
- La Construcción de EdificiosDocumento9 pagineLa Construcción de EdificiosDRM Investments para LatinaméricaNessuna valutazione finora
- Reserva 8822447Documento1 paginaReserva 8822447Sergio MartínezNessuna valutazione finora
- Practica N° 12Documento12 paginePractica N° 12Wilfredo Gutierrez AllpaccaNessuna valutazione finora
- Cuestionario Me Mantenimiento Automatriz Solo Oz 2Documento72 pagineCuestionario Me Mantenimiento Automatriz Solo Oz 2Alex CamachoNessuna valutazione finora
- Laboratorio LabVIEW PDFDocumento142 pagineLaboratorio LabVIEW PDFMilagros Vega Muro100% (1)
- Protecciones y Combiner BoxDocumento9 pagineProtecciones y Combiner BoxEdwin GarzónNessuna valutazione finora
- Formacion de Dientes de EngranajeDocumento9 pagineFormacion de Dientes de EngranajeViridianaa Gonzalez RojasNessuna valutazione finora