Potrebbero piacerti anche
- Collection List 2000-2013Documento7 pagineCollection List 2000-2013Msta EffNessuna valutazione finora
- SMT LetterDocumento1 paginaSMT LetterMsta EffNessuna valutazione finora
- PM SSDDocumento1 paginaPM SSDMsta EffNessuna valutazione finora
- Engaging The Breakthrough Power of PraiseDocumento2 pagineEngaging The Breakthrough Power of PraiseMsta EffNessuna valutazione finora
- Qa QCDocumento1 paginaQa QCMsta EffNessuna valutazione finora
- Temple Tabernacle Holy of Holies Arc of God: North Man Priest HEIDocumento1 paginaTemple Tabernacle Holy of Holies Arc of God: North Man Priest HEIMsta Eff100% (2)
- Goals For The Year 2014Documento1 paginaGoals For The Year 2014Msta EffNessuna valutazione finora
- A - 04 03 1389 - 10 48 41Documento12 pagineA - 04 03 1389 - 10 48 41Mohamed Nageeb SalemNessuna valutazione finora
- Meeting Your WifeDocumento6 pagineMeeting Your WifeMsta EffNessuna valutazione finora
- Daily ConfessionsDocumento2 pagineDaily ConfessionsMsta EffNessuna valutazione finora
- Questions For MenDocumento4 pagineQuestions For MenMsta EffNessuna valutazione finora
- ACCA Application Process For Accountancy Qualifications - Accountancy Qualifications - ACCA - ACCA GlobalDocumento5 pagineACCA Application Process For Accountancy Qualifications - Accountancy Qualifications - ACCA - ACCA GlobalMsta EffNessuna valutazione finora
- Water ConnectionDocumento1 paginaWater ConnectionMsta EffNessuna valutazione finora
- Christian View of GovernmentDocumento5 pagineChristian View of GovernmentMsta EffNessuna valutazione finora
- NDT Remaining For 2013Documento2 pagineNDT Remaining For 2013Msta EffNessuna valutazione finora
- Engaging The Power of The HS 13-11-2013Documento3 pagineEngaging The Power of The HS 13-11-2013Msta EffNessuna valutazione finora
- A Biblical View of GovernmentDocumento2 pagineA Biblical View of GovernmentMsta EffNessuna valutazione finora
- Understanding & Implementing Apostolic AlignmentDocumento10 pagineUnderstanding & Implementing Apostolic AlignmentMsta EffNessuna valutazione finora
- Letter of Authorization: Rev. Samuel Ntim (Senior Pastor)Documento1 paginaLetter of Authorization: Rev. Samuel Ntim (Senior Pastor)Msta Eff0% (1)
- Business Series - The Work Ethic of The ChristianDocumento2 pagineBusiness Series - The Work Ethic of The ChristianMsta EffNessuna valutazione finora
- 2013 ETIPM 40-Day Fast Personal Intercession (Jan 14-20) TrimmDocumento9 pagine2013 ETIPM 40-Day Fast Personal Intercession (Jan 14-20) TrimmMsta Eff100% (1)
- Water ConnectionDocumento1 paginaWater ConnectionMsta EffNessuna valutazione finora
- Apostolic MentalityDocumento9 pagineApostolic MentalityMsta EffNessuna valutazione finora
- ACCA Application Process For Accountancy Qualifications - Accountancy Qualifications - ACCA - ACCA GlobalDocumento5 pagineACCA Application Process For Accountancy Qualifications - Accountancy Qualifications - ACCA - ACCA GlobalMsta EffNessuna valutazione finora
- Doctrines of The Embassy of God ChurchDocumento4 pagineDoctrines of The Embassy of God ChurchMsta EffNessuna valutazione finora
- Critical ContextualizationDocumento2 pagineCritical ContextualizationMsta EffNessuna valutazione finora
- Equipping Saints in The MiraculousDocumento4 pagineEquipping Saints in The MiraculousMsta EffNessuna valutazione finora
- Conquerors Global Ministries: My Year of Multiple Grace Intercessory Prayer GuidelinesDocumento1 paginaConquerors Global Ministries: My Year of Multiple Grace Intercessory Prayer GuidelinesMsta EffNessuna valutazione finora
- Activating The SaintsDocumento4 pagineActivating The SaintsMsta EffNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Coduri Eroare TahografDocumento76 pagineCoduri Eroare TahografAlexStoican100% (1)
- BS 8496Documento24 pagineBS 8496Calidad NavecoNessuna valutazione finora
- Actioni/Q Q406: ® AC Powered DC Input Multi-Channel IsolatorDocumento4 pagineActioni/Q Q406: ® AC Powered DC Input Multi-Channel IsolatorDanilo BlancoNessuna valutazione finora
- ELM0042M VW2106 Vibrating Wire Readout ManualDocumento26 pagineELM0042M VW2106 Vibrating Wire Readout ManualMariaNessuna valutazione finora
- Transpiration LabDocumento13 pagineTranspiration LabkittihsiangNessuna valutazione finora
- Checklist For Laboratory PDFDocumento12 pagineChecklist For Laboratory PDFSharia Attar0% (1)
- Topside Innovations, Ellen Stuifbergen, RESONDocumento42 pagineTopside Innovations, Ellen Stuifbergen, RESONJoost F. BoersNessuna valutazione finora
- PriDocumento8 paginePritubNessuna valutazione finora
- ASTM D 7172-06 Standard Test Method For Determining The Relative Density (Specific Gravity) and Absoption of Fine Aggregates Using InfraredDocumento4 pagineASTM D 7172-06 Standard Test Method For Determining The Relative Density (Specific Gravity) and Absoption of Fine Aggregates Using InfraredPablo Antonio Valcárcel VargasNessuna valutazione finora
- Permeation Source Construction GuideDocumento5 paginePermeation Source Construction GuidePravinNessuna valutazione finora
- HACCP Course PowerPoint Slides Chapter 10Documento26 pagineHACCP Course PowerPoint Slides Chapter 10jesse100% (1)
- VI Vehicle InspecDocumento207 pagineVI Vehicle InspecTony LoveNessuna valutazione finora
- 21 CFR Parts 210 and 211Documento25 pagine21 CFR Parts 210 and 211ajitbasrur445Nessuna valutazione finora
- BladderScan BVI 9400 - User ManualDocumento80 pagineBladderScan BVI 9400 - User ManualgonzaloNessuna valutazione finora
- FT-1x Quick Start GBDocumento2 pagineFT-1x Quick Start GBhdq64590Nessuna valutazione finora
- Baseline 9000 FID TGD System CalibrationDocumento2 pagineBaseline 9000 FID TGD System Calibrationsyed ShaiqNessuna valutazione finora
- Chapter 16 Pathogenic Bacteria Survival Through Cooking or PasteurizationDocumento16 pagineChapter 16 Pathogenic Bacteria Survival Through Cooking or PasteurizationvonbruneNessuna valutazione finora
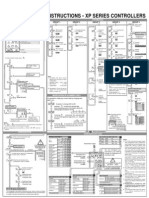
- ASCON XP ProgrammingDocumento1 paginaASCON XP Programmingjavierjustiniano100% (2)
- Fijjfilm Medical SystemsDocumento46 pagineFijjfilm Medical Systemsdiego dNessuna valutazione finora
- Presentation Euroloop FacilityDocumento30 paginePresentation Euroloop FacilityirfanNessuna valutazione finora
- Manual N0360BBMMLL0217 X X en 4309777 20160301Documento12 pagineManual N0360BBMMLL0217 X X en 4309777 20160301Amal WahidNessuna valutazione finora
- Datasheet 1082 Testpressure GaugeDocumento4 pagineDatasheet 1082 Testpressure GaugePratikno SajaNessuna valutazione finora
- Ultrasonic Testing and Acceptance Standard For Fabricated Armature ShaftDocumento4 pagineUltrasonic Testing and Acceptance Standard For Fabricated Armature ShaftveeramalaiNessuna valutazione finora
- Standard Inspection Procedure For Ultrasonic Thickness Measurement (Repaired)Documento16 pagineStandard Inspection Procedure For Ultrasonic Thickness Measurement (Repaired)Karna250492% (13)
- Piab Dynamometers Page G7 and G8Documento2 paginePiab Dynamometers Page G7 and G8Gabriel DrideanuNessuna valutazione finora
- De-Embedding Method Comparisons and Physics Based Circuit Model FDocumento61 pagineDe-Embedding Method Comparisons and Physics Based Circuit Model FAlexeyNessuna valutazione finora
- Broken Needle PolicyDocumento9 pagineBroken Needle Policyelisav89% (9)
- Whitepaper Gamma Density CalibrationDocumento16 pagineWhitepaper Gamma Density Calibrationrujisak_mNessuna valutazione finora
- TM4112 - 12 History MatchingDocumento87 pagineTM4112 - 12 History MatchingRay YudaNessuna valutazione finora
- Magna-Mike 8600 SW Installation 8600 Fa and Cal Program: Rel/Eco NoDocumento9 pagineMagna-Mike 8600 SW Installation 8600 Fa and Cal Program: Rel/Eco NoJhonny IsraelNessuna valutazione finora