Potrebbero piacerti anche
- GeneralDocumento12 pagineGeneralLokesh NarasimhaiahNessuna valutazione finora
- Inspection of Aluminum and Magnesium Die Castings: Standard Reference Radiographs ForDocumento3 pagineInspection of Aluminum and Magnesium Die Castings: Standard Reference Radiographs Forislamaktham100% (2)
- 1-0september 1993Documento20 pagine1-0september 1993Bryan MartinezNessuna valutazione finora
- MIL-PRF-46010G (Molycote) PDFDocumento17 pagineMIL-PRF-46010G (Molycote) PDFalfie_nNessuna valutazione finora
- E155 15 PDFDocumento4 pagineE155 15 PDFOscar Gomez GonzalezNessuna valutazione finora
- Astm B545Documento8 pagineAstm B545MarcoAntonio100% (1)
- Corri DurDocumento2 pagineCorri DurStuartNessuna valutazione finora
- Optical - Airbus-Nadcap-Cross-Table-December-11-2012 PDFDocumento26 pagineOptical - Airbus-Nadcap-Cross-Table-December-11-2012 PDFRobert FlorezNessuna valutazione finora
- AluminiumDocumento112 pagineAluminiumKomal Singhal100% (1)
- AMS5688Documento7 pagineAMS5688Federica FiorentiniNessuna valutazione finora
- Astm D3933 1998Documento4 pagineAstm D3933 1998Fabio Salas100% (1)
- Ford Worldwide Fastener Standard: Printed Copies Are UncontrolledDocumento7 pagineFord Worldwide Fastener Standard: Printed Copies Are Uncontrolledferhat aydoganNessuna valutazione finora
- Aluminum 5083Documento2 pagineAluminum 5083razormebackNessuna valutazione finora
- International Standard: Cold-Reduced Carbon Steel Sheet of Commercial and Drawing QualitiesDocumento16 pagineInternational Standard: Cold-Reduced Carbon Steel Sheet of Commercial and Drawing QualitieskoalaboiNessuna valutazione finora
- Swimming Pools Design 2011 Rev3 PDFDocumento97 pagineSwimming Pools Design 2011 Rev3 PDFAshish Taneja100% (2)
- ASTM B580 Anodic Oxide Coating For Aluminum PDFDocumento3 pagineASTM B580 Anodic Oxide Coating For Aluminum PDFeka putriNessuna valutazione finora
- Astm B 449Documento5 pagineAstm B 449Tuyen NguyenNessuna valutazione finora
- Steel Rivets and Bars For Rivets, Pressure VesselsDocumento4 pagineSteel Rivets and Bars For Rivets, Pressure VesselsxaviereduardoNessuna valutazione finora
- Metals AluminumDocumento22 pagineMetals AluminumSantosh KumarNessuna valutazione finora
- AIPS 01-02-016 - Issue 4 - Installation of Rivetless NutplatesDocumento13 pagineAIPS 01-02-016 - Issue 4 - Installation of Rivetless NutplatesjulianocasNessuna valutazione finora
- CoatedDocumento3 pagineCoatedmatteo2009Nessuna valutazione finora
- Astm-B-841 Referencia Nic 058-00 TropicalizadoDocumento5 pagineAstm-B-841 Referencia Nic 058-00 TropicalizadoaNessuna valutazione finora
- Xenon Arc Exposure Test With Enhanced Light and Water Exposure For Transportation CoatingsDocumento10 pagineXenon Arc Exposure Test With Enhanced Light and Water Exposure For Transportation CoatingsXuân Giang NguyễnNessuna valutazione finora
- AMS2460ADocumento14 pagineAMS2460AAndres DelaCruz100% (3)
- Astm D6778 - 12Documento7 pagineAstm D6778 - 12SCRIBD DOCSNessuna valutazione finora
- Acetal (POM) Molding and Extrusion Materials: Standard Classification ForDocumento9 pagineAcetal (POM) Molding and Extrusion Materials: Standard Classification ForraulNessuna valutazione finora
- Salt Spray TestDocumento13 pagineSalt Spray TestSreedhar Patnaik.M100% (1)
- Mil I 24768Documento35 pagineMil I 24768Rahul Goud100% (1)
- MAGNI 565: Product Data SheetDocumento1 paginaMAGNI 565: Product Data SheetjulianaNessuna valutazione finora
- Niobium, Titanium AnodizingDocumento6 pagineNiobium, Titanium AnodizingCary Brief100% (1)
- ASTM E 505 Cast DefectsDocumento3 pagineASTM E 505 Cast DefectsMario Moura JrNessuna valutazione finora
- VW2.8.1 en 2009-12-01Documento17 pagineVW2.8.1 en 2009-12-01mehmet ustunNessuna valutazione finora
- Astm A653-06a - SGCC StandardDocumento13 pagineAstm A653-06a - SGCC Standardcremsky100% (1)
- Mil STD 2197aDocumento19 pagineMil STD 2197aLe Thanh HaiNessuna valutazione finora
- Why Intensity Isn't Dependent On Exposure Time: Lessons in Intensity and CoverageDocumento1 paginaWhy Intensity Isn't Dependent On Exposure Time: Lessons in Intensity and CoverageUmit AytarNessuna valutazione finora
- MIL-STD-645B Dip Brazing of Aluminum AlloysDocumento16 pagineMIL-STD-645B Dip Brazing of Aluminum AlloysRichard BennardoNessuna valutazione finora
- SAE J400 - Test For Chip Resistance of Surface CoatingsDocumento10 pagineSAE J400 - Test For Chip Resistance of Surface CoatingsAnonymous ntZm8aUSu100% (1)
- AnodizingDocumento9 pagineAnodizingalphadingNessuna valutazione finora
- BS en 124-3-2015Documento40 pagineBS en 124-3-2015incoas.rojascNessuna valutazione finora
- Mil A 8625Documento20 pagineMil A 8625Jose MoralesNessuna valutazione finora
- SAE J1926, MS 16142 - CuttersDocumento11 pagineSAE J1926, MS 16142 - CutterspbsurfNessuna valutazione finora
- Aluminium Partitions Specifiers Manual January 2015 WebDocumento211 pagineAluminium Partitions Specifiers Manual January 2015 WebAymeeenNessuna valutazione finora
- Sae J451Documento5 pagineSae J451Douglas RodriguesNessuna valutazione finora
- Aerospace Material Specification: Nickel Plating (Electrodeposited)Documento12 pagineAerospace Material Specification: Nickel Plating (Electrodeposited)BHUSHAN100% (2)
- Astm E802Documento2 pagineAstm E802Aditya PratapNessuna valutazione finora
- Guide To Procuring Construction Projects 29-6-11Documento65 pagineGuide To Procuring Construction Projects 29-6-11ArchiAleksNessuna valutazione finora
- Astm B633 - 2011Documento6 pagineAstm B633 - 2011mpk8588Nessuna valutazione finora
- B689 - 97 R08 Standard Specification For Electroplated Engineering Nickel CoatingsDocumento7 pagineB689 - 97 R08 Standard Specification For Electroplated Engineering Nickel CoatingsRodolfoNessuna valutazione finora
- Foreword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BDocumento4 pagineForeword: ISO 7044:2012 (En) Prevailing Torque Type All-Metal Hexagon Nuts With Flange, Style 2 - Product Grades A and BMarcelo KleinNessuna valutazione finora
- ESTIMATIONDocumento14 pagineESTIMATIONavmurugan87Nessuna valutazione finora
- Stainless Steel Spring Wire: Standard Specification ForDocumento7 pagineStainless Steel Spring Wire: Standard Specification FormanojNessuna valutazione finora
- Hazardous Waste Identification Guidance DocumentDocumento105 pagineHazardous Waste Identification Guidance DocumentMiguel TorresNessuna valutazione finora
- Sae J493 1961 (En)Documento4 pagineSae J493 1961 (En)Oh No PotatoNessuna valutazione finora
- Resistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Documento1 paginaResistance of Organic Coatings To The Effects of Rapid Deformation (Impact)Name100% (1)
- Is 1868 (1996) Anodic Coatings On Aluminium and Its AlloysDocumento12 pagineIs 1868 (1996) Anodic Coatings On Aluminium and Its Alloyspavan_joshi_5Nessuna valutazione finora
- Alucobond Com Processing enDocumento24 pagineAlucobond Com Processing enDiego Angeles QuesquenNessuna valutazione finora
- AMS 2417 G Plating, Zinc-Nickel AlloyDocumento9 pagineAMS 2417 G Plating, Zinc-Nickel AlloyMauroNessuna valutazione finora
- Astm A 653 PDFDocumento9 pagineAstm A 653 PDFAdán Vera GoNessuna valutazione finora
- Iso 4287-1997 PDFDocumento21 pagineIso 4287-1997 PDFmikadoturkNessuna valutazione finora
- BS en 1254 3Documento16 pagineBS en 1254 3Ashish Taneja0% (1)
- BS en 1057Documento2 pagineBS en 1057Ashish Taneja100% (1)
- Astm F788MDocumento6 pagineAstm F788MDaniel Velázquez100% (1)
- Ford 970Documento4 pagineFord 970amanNessuna valutazione finora
- Aerospace CustomersDocumento3 pagineAerospace CustomersSinan YıldızNessuna valutazione finora
- T-1046.02 (Qqz-325 Type II Class II)Documento2 pagineT-1046.02 (Qqz-325 Type II Class II)jazz reyNessuna valutazione finora
- Mil PRF 46010HDocumento17 pagineMil PRF 46010HGoogle UserNessuna valutazione finora
- Is 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelDocumento11 pagineIs 11169-2 (1989) - Steels Forcold Heading - Cold Extrusion, Part 2 - Stainless SteelVISHAL kUMARNessuna valutazione finora
- Carbide Banding - Effect On FatigueDocumento15 pagineCarbide Banding - Effect On FatigueSteve Green100% (1)
- Dacromet Coating: World Class Corrosion ProtectionDocumento6 pagineDacromet Coating: World Class Corrosion Protectionmarcelogf74Nessuna valutazione finora
- M. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Documento197 pagineM. F. Bukhina, S. K. Kurlyand - Low-Temperature Behaviour of Elastomers (New Concepts in Polymer Science) - Brill Academic Publishers (2007)Mothafukin MorrisseyNessuna valutazione finora
- Mil DTL 23053 5CDocumento7 pagineMil DTL 23053 5Cdenys.castanedatNessuna valutazione finora
- Iso 7599 PDFDocumento10 pagineIso 7599 PDFAna Sofia DalzottoNessuna valutazione finora
- StandardsDocumento3 pagineStandardshappystamps100% (1)
- Iso 1456 1988Documento11 pagineIso 1456 1988Jack MorrisseyNessuna valutazione finora
- ABB Corporate Standard 9ADH25Documento3 pagineABB Corporate Standard 9ADH25VVVVVVNessuna valutazione finora
- DisposalDocumento4 pagineDisposalrowatersNessuna valutazione finora
- Housing Density Study March 2008Documento33 pagineHousing Density Study March 2008Ashish TanejaNessuna valutazione finora
- EIL Qualification Criteria DocumentDocumento2 pagineEIL Qualification Criteria DocumentAshish TanejaNessuna valutazione finora
- Clean AgentDocumento46 pagineClean AgentAshish TanejaNessuna valutazione finora
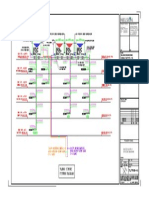
- Schematic Diagram (Ester) (19 01 2013) (2) - Water Supply System Diagram PDFDocumento1 paginaSchematic Diagram (Ester) (19 01 2013) (2) - Water Supply System Diagram PDFAshish TanejaNessuna valutazione finora
- Corporateguidance English-Languageedition 20120720 PDFDocumento30 pagineCorporateguidance English-Languageedition 20120720 PDFAshish TanejaNessuna valutazione finora
- Roughness DataDocumento4 pagineRoughness DataAshish TanejaNessuna valutazione finora
- 14Documento424 pagine14Kheiro SantosNessuna valutazione finora
- 1 Mech Malleable Iron Fittings Catalogue PDFDocumento12 pagine1 Mech Malleable Iron Fittings Catalogue PDFAshish TanejaNessuna valutazione finora
- KOHLER Retail BookDocumento212 pagineKOHLER Retail BookNeeraj RawatNessuna valutazione finora
- Flange Data ComparisonDocumento1 paginaFlange Data ComparisonAshish TanejaNessuna valutazione finora
- Flange Data ComparisonDocumento1 paginaFlange Data ComparisonAshish TanejaNessuna valutazione finora
- Astm - 441Documento7 pagineAstm - 441Ashish TanejaNessuna valutazione finora
- American StandardDocumento7 pagineAmerican StandardAshish TanejaNessuna valutazione finora
- Roughness DataDocumento4 pagineRoughness DataAshish TanejaNessuna valutazione finora
- IS8008 8reducing TeeDocumento5 pagineIS8008 8reducing TeeAshish TanejaNessuna valutazione finora
- IS8008 8reducing TeeDocumento5 pagineIS8008 8reducing TeeAshish TanejaNessuna valutazione finora
- Punj Lloyd-Corporate - Oct 2012Documento67 paginePunj Lloyd-Corporate - Oct 2012Ashish TanejaNessuna valutazione finora
- TEMA Construction RequirementsDocumento120 pagineTEMA Construction RequirementsAshish TanejaNessuna valutazione finora
- IS8008 8reducing TeeDocumento5 pagineIS8008 8reducing TeeAshish TanejaNessuna valutazione finora
- Chap - 6 - Fire Fighting SystemsDocumento23 pagineChap - 6 - Fire Fighting Systemsundertaker55Nessuna valutazione finora
- IS8360 1general RequirementDocumento2 pagineIS8360 1general RequirementAshish TanejaNessuna valutazione finora
- Profil PassDocumento99 pagineProfil PassiziizipapirNessuna valutazione finora
- Ficha Tecnica Panel Solar 100WpDocumento1 paginaFicha Tecnica Panel Solar 100WpManuel Ugarte HidalgoNessuna valutazione finora
- Section-6 Bill of Quantities For Works (BOQ)Documento2 pagineSection-6 Bill of Quantities For Works (BOQ)rk36266_732077041Nessuna valutazione finora
- Dalsteel Metals Pty Limited Aluminium Alloy 6063 T6 158Documento2 pagineDalsteel Metals Pty Limited Aluminium Alloy 6063 T6 158arjelalvarez5_705489Nessuna valutazione finora
- AbsDocumento14 pagineAbscak sobikNessuna valutazione finora
- De Busduct Catalogue V2018-001Documento16 pagineDe Busduct Catalogue V2018-001Jason ChongNessuna valutazione finora
- Aluminum AnodizingDocumento7 pagineAluminum Anodizingkarthik venkatachalamNessuna valutazione finora
- Environmentally-Friendly Surface TreatmentsDocumento13 pagineEnvironmentally-Friendly Surface TreatmentsSeema NadigNessuna valutazione finora
- Fast Fitt Tracks Fittings Belts and NetsDocumento56 pagineFast Fitt Tracks Fittings Belts and NetsIsrael AlvesNessuna valutazione finora
- Screenshot 2023-07-30 at 12.28.25 PMDocumento20 pagineScreenshot 2023-07-30 at 12.28.25 PMLakshmi Hj100% (1)
- Anodizingpresentation 091024090524 Phpapp01Documento21 pagineAnodizingpresentation 091024090524 Phpapp01sonchemenNessuna valutazione finora
- General - CH12 - Cleaning & CorrosionDocumento73 pagineGeneral - CH12 - Cleaning & Corrosionali amrNessuna valutazione finora
- NAPCO CatalogueDocumento204 pagineNAPCO CatalogueManjit Singh100% (2)
- Cleanrooms West - Puracore Technical SheetsDocumento24 pagineCleanrooms West - Puracore Technical Sheetsmarco.vegaromeroNessuna valutazione finora
- Cortem Group Signal and Control Equipment Sockets and PlugsDocumento146 pagineCortem Group Signal and Control Equipment Sockets and PlugsxabsNessuna valutazione finora
- HeliCoil Technical Information Corrosion Screw ThreadsDocumento6 pagineHeliCoil Technical Information Corrosion Screw ThreadsAce Industrial SuppliesNessuna valutazione finora
- Flight Airworthiness Support Technology: J U L Y 2 0 0 7Documento19 pagineFlight Airworthiness Support Technology: J U L Y 2 0 0 7Jason JiaNessuna valutazione finora
- TBR 054433 UNIVERSAL GB 170817.pdf - 164780 PDFDocumento68 pagineTBR 054433 UNIVERSAL GB 170817.pdf - 164780 PDFEugene Santiago PadillaNessuna valutazione finora