Potrebbero piacerti anche
- Base de Establecimientos CCP Cosmeticos Mayo 2020Documento92 pagineBase de Establecimientos CCP Cosmeticos Mayo 2020Mateo PerezNessuna valutazione finora
- GUÍA LABORATORIO COSMÉTICOSDocumento9 pagineGUÍA LABORATORIO COSMÉTICOSSebastian Foronda AlcarazNessuna valutazione finora
- Consideraciones para Comercialización de CosméticosDocumento9 pagineConsideraciones para Comercialización de CosméticosToto ToteNessuna valutazione finora
- Cosmeticos Reglamento y Guia de Verificacion de BPM CosmeticosDocumento41 pagineCosmeticos Reglamento y Guia de Verificacion de BPM CosmeticosBryan RiveraNessuna valutazione finora
- Elaboración de Shampoo y DesodoranteDocumento5 pagineElaboración de Shampoo y Desodorantesegura234100% (1)
- Evidencia 4 Mapa Conceptual Industria de CosmèticosDocumento3 pagineEvidencia 4 Mapa Conceptual Industria de Cosmèticosleondario223hotmailc0% (1)
- Base de Establecimientos Publicacion CP Cosmeticos Marzo 2019Documento166 pagineBase de Establecimientos Publicacion CP Cosmeticos Marzo 2019Ricardo TamayoNessuna valutazione finora
- Cosméticos masculinos afeitadoDocumento36 pagineCosméticos masculinos afeitadoalfredolavinNessuna valutazione finora
- Reporte. Elaboración de Exfoliante de LabiosDocumento12 pagineReporte. Elaboración de Exfoliante de LabiosArmando VMNessuna valutazione finora
- Elaboracion de JabonDocumento10 pagineElaboracion de Jabonmaria elga silva satalayaNessuna valutazione finora
- Diagnostico - Nivel - Manufactura CosmeticosDocumento121 pagineDiagnostico - Nivel - Manufactura CosmeticoscarlosNessuna valutazione finora
- Elaboracion de Cosméticos de Uso CorporalDocumento34 pagineElaboracion de Cosméticos de Uso CorporalCesar Bonilla100% (1)
- Aguacate Primer Corte 2019 (Proyecto Empresarial) PDFDocumento50 pagineAguacate Primer Corte 2019 (Proyecto Empresarial) PDFleoNessuna valutazione finora
- Buenas Practicas de Manufactura para Productos CosmeticosDocumento21 pagineBuenas Practicas de Manufactura para Productos CosmeticosJordi MirandaNessuna valutazione finora
- Colombia - Informe Sector Cosmetico y Aseo PDFDocumento16 pagineColombia - Informe Sector Cosmetico y Aseo PDFAdriana Lucia MartinezNessuna valutazione finora
- D.S. 239 Reglamento Nacional Del Control de CosmeticosDocumento37 pagineD.S. 239 Reglamento Nacional Del Control de CosmeticosMatías Reyes FrizNessuna valutazione finora
- Glicerol o GlicerinaDocumento4 pagineGlicerol o GlicerinaErika Flores GarciaNessuna valutazione finora
- Estrategia de relaciones públicas internasDocumento15 pagineEstrategia de relaciones públicas internasDayana ChacueNessuna valutazione finora
- Elaboración Jabones SábilaDocumento9 pagineElaboración Jabones SábilabryanrufinomallquiNessuna valutazione finora
- Cómo Calcular La Fórmula de Un Jabón - Cómo Hacer JabonesDocumento25 pagineCómo Calcular La Fórmula de Un Jabón - Cómo Hacer JabonesEduard Caceres OsorioNessuna valutazione finora
- Qué Es BPELDocumento6 pagineQué Es BPELJarboledaHNessuna valutazione finora
- Articulos de Limpieza Doméstica FinalDocumento84 pagineArticulos de Limpieza Doméstica Finalkaren turpoNessuna valutazione finora
- EmulsiónsDocumento4 pagineEmulsiónsgerado033Nessuna valutazione finora
- Estudio Financiero Fabrica de Perfumes - Grupo - 291Documento67 pagineEstudio Financiero Fabrica de Perfumes - Grupo - 291Stiven Barreto AyalaNessuna valutazione finora
- Ficha Tecnica Del Producto TerminadoDocumento3 pagineFicha Tecnica Del Producto TerminadoNathalia Betancourt100% (1)
- Elaboración Del Vino TintoDocumento5 pagineElaboración Del Vino TintoFlor Ponce de LeonNessuna valutazione finora
- Aceite Artesanal de Zapuyul PDFDocumento89 pagineAceite Artesanal de Zapuyul PDFRoberto Bayona MadridNessuna valutazione finora
- Saponificacion o Preparacion Del Jabon Jefrey RodriguezDocumento8 pagineSaponificacion o Preparacion Del Jabon Jefrey RodriguezJefrey RodriiguezNessuna valutazione finora
- DESARROLLO DE UN TINTE COSMETICO A BASE DE SEMILLA DE Bixa Orellana L. (BIXACEA) Y EVALUACION DE SU EFECTO IN VITRODocumento13 pagineDESARROLLO DE UN TINTE COSMETICO A BASE DE SEMILLA DE Bixa Orellana L. (BIXACEA) Y EVALUACION DE SU EFECTO IN VITROJeomayra VegaNessuna valutazione finora
- AGROBETA JABON POTASICO ECO: jabón potásico orgánico multiusosDocumento1 paginaAGROBETA JABON POTASICO ECO: jabón potásico orgánico multiusoshenry molinaNessuna valutazione finora
- Jabon AntibacterialDocumento5 pagineJabon AntibacterialEduardo RamirezNessuna valutazione finora
- Historia Del JabonDocumento8 pagineHistoria Del Jabonskrain15Nessuna valutazione finora
- Agua DestiladaDocumento5 pagineAgua Destiladamijail_flores100% (1)
- Curso Cosmetologia Cosmetica DermofarmaciaDocumento15 pagineCurso Cosmetologia Cosmetica DermofarmaciaGerardo Valle ZegarraNessuna valutazione finora
- Composición de Los JabonesDocumento12 pagineComposición de Los JabonesjudithNessuna valutazione finora
- Desodorante en Crema AntitranspiranteDocumento4 pagineDesodorante en Crema AntitranspirantejavierNessuna valutazione finora
- Jabón Líquido Antiséptico FinalDocumento111 pagineJabón Líquido Antiséptico FinalHeidyAlvaradoNessuna valutazione finora
- SAPONIFICACIÓNDocumento3 pagineSAPONIFICACIÓNGinoNessuna valutazione finora
- Aceite de Neem Como RepelenteDocumento9 pagineAceite de Neem Como RepelenteDimner Diaz ContrerasNessuna valutazione finora
- Jabón Canela Procesos IIDocumento57 pagineJabón Canela Procesos IIYul Untiveros SocaNessuna valutazione finora
- Jabón en Barra para Ropa y Otras FormulasDocumento5 pagineJabón en Barra para Ropa y Otras FormulasRayner Guanchez SegoviaNessuna valutazione finora
- Jabón de AvenaDocumento17 pagineJabón de AvenaLuiiza Fernanda LagunaNessuna valutazione finora
- Jabón de ArrozDocumento7 pagineJabón de ArrozTraycy Nikol Delgado GomezNessuna valutazione finora
- Práctica 8 (Virtual) - DetergentesDocumento8 paginePráctica 8 (Virtual) - DetergentesNataliaOsorioHenaoNessuna valutazione finora
- Proceso de Elaboración de MantequillaDocumento4 pagineProceso de Elaboración de MantequillaJimena GarMedNessuna valutazione finora
- 1c001 35 Fórmula Básica de Crema Con Symwhite y Protección UvDocumento1 pagina1c001 35 Fórmula Básica de Crema Con Symwhite y Protección UvBeatriz isabel martinezNessuna valutazione finora
- Proceso Preparación Jabón de TocadorDocumento9 pagineProceso Preparación Jabón de TocadorAngie Rodriguez DorronzoroNessuna valutazione finora
- Cerum de Acido HialuronicoDocumento4 pagineCerum de Acido HialuronicoLilianaSuarezNessuna valutazione finora
- Informacion Cremas y GelesDocumento21 pagineInformacion Cremas y GelesKhabib KhabibNessuna valutazione finora
- Qué Es Un JabónDocumento9 pagineQué Es Un JabónMaría Del Sol GENessuna valutazione finora
- RESOLUCION No 003774 de 2004 PDFDocumento23 pagineRESOLUCION No 003774 de 2004 PDFDaniel López Cabra100% (1)
- Proceso para Hacer Labial CaseroDocumento3 pagineProceso para Hacer Labial CaseroAngie Nicole Carrillo CéspedesNessuna valutazione finora
- Metodo de Determinacion de Actividad de Coagulacion de La Leche V 3Documento4 pagineMetodo de Determinacion de Actividad de Coagulacion de La Leche V 3Mada Alvarado100% (1)
- COSMÉTICOSDocumento13 pagineCOSMÉTICOSDarinka GonzalezNessuna valutazione finora
- Tesis CosmeticosDocumento86 pagineTesis CosmeticosFelix Martin GutierrezNessuna valutazione finora
- Jabones ArtesanalesDocumento15 pagineJabones ArtesanalesLigia Verónica Guambo100% (1)
- Análisis de lípidos y preparación de jabónDocumento12 pagineAnálisis de lípidos y preparación de jabónEduardo SalinasNessuna valutazione finora
- Proceso de elaboración de jabón de tocadorDocumento7 pagineProceso de elaboración de jabón de tocadorFredy AguilarNessuna valutazione finora
- Proceso Productivo Del JabonDocumento7 pagineProceso Productivo Del JabonAxel PinelNessuna valutazione finora
- Proceso de Producción de JabónDocumento7 pagineProceso de Producción de JabóncristianNessuna valutazione finora
- Neutralizacion SO3+MgOHDocumento7 pagineNeutralizacion SO3+MgOHlaboratorioiqrhgNessuna valutazione finora
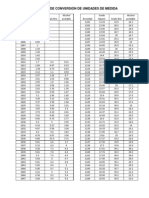
- La Guia MetAs 08 12 RefraccionDocumento10 pagineLa Guia MetAs 08 12 Refraccionderland100% (1)
- Etiquetas de Riesgo SecundarioDocumento9 pagineEtiquetas de Riesgo SecundariolaboratorioiqrhgNessuna valutazione finora
- Preparacion de Color Verde PinoDocumento1 paginaPreparacion de Color Verde PinolaboratorioiqrhgNessuna valutazione finora
- Problemario, 2008ADocumento374 pagineProblemario, 2008AlaboratorioiqrhgNessuna valutazione finora
- Formulario Breve Estudio Procesos Transferencia CalorDocumento45 pagineFormulario Breve Estudio Procesos Transferencia CalorlaboratorioiqrhgNessuna valutazione finora
- Tabla de PH para LiquitintDocumento1 paginaTabla de PH para LiquitintlaboratorioiqrhgNessuna valutazione finora
- Tesis de Aceites Esenciales PDFDocumento191 pagineTesis de Aceites Esenciales PDFJuan Carlos Elias YoveraNessuna valutazione finora
- Acidez Como Acido AceticoDocumento2 pagineAcidez Como Acido AceticolaboratorioiqrhgNessuna valutazione finora
- Preparacion de Reactivos PDFDocumento2 paginePreparacion de Reactivos PDFlaboratorio186Nessuna valutazione finora
- Six Sigma PDFDocumento14 pagineSix Sigma PDFAlicia Umaña CNessuna valutazione finora
- 23 Removedor de OxidoDocumento1 pagina23 Removedor de OxidolaboratorioiqrhgNessuna valutazione finora
- 25 Crema para Afeitar Piel SensibleDocumento1 pagina25 Crema para Afeitar Piel SensiblelaboratorioiqrhgNessuna valutazione finora
- Tensoactivos Anionicos Cosmeticos NTC2123-2Documento18 pagineTensoactivos Anionicos Cosmeticos NTC2123-2laboratorioiqrhg100% (2)
- Normalizacion Soluciones ValoradasDocumento29 pagineNormalizacion Soluciones ValoradaslaboratorioiqrhgNessuna valutazione finora
- Reactivo X ColorDocumento2 pagineReactivo X ColorlaboratorioiqrhgNessuna valutazione finora
- Repartido de SolucionesDocumento0 pagineRepartido de Solucioneskyakya7Nessuna valutazione finora
- Aceite de PalmaDocumento14 pagineAceite de PalmalaboratorioiqrhgNessuna valutazione finora
- Densidad - BauméDocumento3 pagineDensidad - BaumélaboratorioiqrhgNessuna valutazione finora
- 2012-06-12 Liquid Hand Dishwashing Leaflet EspDocumento7 pagine2012-06-12 Liquid Hand Dishwashing Leaflet EsplaboratorioiqrhgNessuna valutazione finora
- TP1 SolubilidadesDocumento11 pagineTP1 SolubilidadeslaboratorioiqrhgNessuna valutazione finora
- Tare PerlaDocumento1 paginaTare PerlalaboratorioiqrhgNessuna valutazione finora
- Bitcoin. El Oro Digital Detrás de Las Criptomonedas, El Blockchain y La MineríaDocumento33 pagineBitcoin. El Oro Digital Detrás de Las Criptomonedas, El Blockchain y La MineríaSocial Media & ComunicacionesNessuna valutazione finora
- La Importancia de La Autoreflexion en Un ProcesoDocumento8 pagineLa Importancia de La Autoreflexion en Un ProcesoLaura Camila Gutierrez DiazNessuna valutazione finora
- Orientación, Actividad de Intereses 8-3Documento3 pagineOrientación, Actividad de Intereses 8-3gamerexNessuna valutazione finora
- Ilide - Info Ex Final Logistica Upn PRDocumento14 pagineIlide - Info Ex Final Logistica Upn PRAkkiNessuna valutazione finora
- Actividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - CULTURA AMBIENTAL - (GRUPO9)Documento7 pagineActividad de Puntos Evaluables - Escenario 2 - SEGUNDO BLOQUE-TEORICO - CULTURA AMBIENTAL - (GRUPO9)Lisseth ValderramaNessuna valutazione finora
- EL ORIGEN DE LA CULTURA OCCIDENTAL. Joaquín Fernández PDFDocumento16 pagineEL ORIGEN DE LA CULTURA OCCIDENTAL. Joaquín Fernández PDFKimberly VanessaNessuna valutazione finora
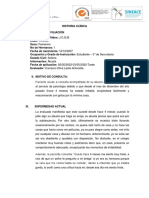
- Historia Clinica 1Documento40 pagineHistoria Clinica 1Leslie Antonella100% (1)
- Estd. Trabajo. Actividad Fundamental 2Documento12 pagineEstd. Trabajo. Actividad Fundamental 2Emilio MontesNessuna valutazione finora
- Teoría Constructivista Del AprendizajeDocumento10 pagineTeoría Constructivista Del AprendizajeVinicio Viviano Varela MuñozNessuna valutazione finora
- Catalogo Mitsubishi Electric SPLIT CONDUCTOSDocumento16 pagineCatalogo Mitsubishi Electric SPLIT CONDUCTOSJavier JusteNessuna valutazione finora
- Organización de Los Establecimientos de AlojamientoDocumento14 pagineOrganización de Los Establecimientos de AlojamientoRicky TaimalNessuna valutazione finora
- Matemáticas en el ClaverDocumento4 pagineMatemáticas en el Clavermarus327Nessuna valutazione finora
- Expresiones Algebraicas en Lógica MatemáticaDocumento2 pagineExpresiones Algebraicas en Lógica MatemáticaGUIDONessuna valutazione finora
- Características Del HumanismoDocumento2 pagineCaracterísticas Del HumanismoValeria SolanoNessuna valutazione finora
- Proyecciones ortogonales y dibujo técnico UNIDocumento40 pagineProyecciones ortogonales y dibujo técnico UNIKennedy RojasNessuna valutazione finora
- Manual Cafetera CA8181EDocumento17 pagineManual Cafetera CA8181EnaupasNessuna valutazione finora
- Destilación de etanol-agua a partir de jugo de guanábanaDocumento4 pagineDestilación de etanol-agua a partir de jugo de guanábanaFernando Rivadeneira100% (1)
- 1 31816 Mente y Materia PDFDocumento21 pagine1 31816 Mente y Materia PDFrobertosantiagozubie0% (1)
- Cinematica - Problemas DesarrolladosDocumento12 pagineCinematica - Problemas DesarrolladosDiana Elizabeth Llovera VillanuevaNessuna valutazione finora
- Diagnóstico Grupal 6 BDocumento2 pagineDiagnóstico Grupal 6 BteysitarlNessuna valutazione finora
- Tema 6 - La Amistad y El Secreto ProfesionalDocumento13 pagineTema 6 - La Amistad y El Secreto ProfesionalMariela Llusco CondoriNessuna valutazione finora
- Control PresupuestarioDocumento3 pagineControl PresupuestarioVilma Fontalvo AcostaNessuna valutazione finora
- Septoria Lycopersici (Conocida Como Khasahui) Causa: M.cocamorante@umss - Edu.boDocumento17 pagineSeptoria Lycopersici (Conocida Como Khasahui) Causa: M.cocamorante@umss - Edu.boJuan DavidNessuna valutazione finora
- Transparencias GrafosDocumento106 pagineTransparencias GrafosFernando GuiñaNessuna valutazione finora
- PossessivartikelDocumento3 paginePossessivartikelAdrián Luque AlvirNessuna valutazione finora
- Cultura Del AguaDocumento9 pagineCultura Del AguaU.Continental ANessuna valutazione finora
- Honorarios recomendados CICM 2004-2005Documento22 pagineHonorarios recomendados CICM 2004-2005tafo5512Nessuna valutazione finora
- Sent T 307 16 Judicatura en PersoneriasDocumento32 pagineSent T 307 16 Judicatura en PersoneriasDERECHOTK.COMNessuna valutazione finora
- Curriculum IntegralDocumento14 pagineCurriculum IntegralBelena Muñoz CamposNessuna valutazione finora