Potrebbero piacerti anche
- Cartoning C2024Documento70 pagineCartoning C2024Imam RidwanNessuna valutazione finora
- NPL 150 Norden Cartoning v2Documento7 pagineNPL 150 Norden Cartoning v2Lukito Tito0% (1)
- UHLMANN Blister Machine B 1240Documento3 pagineUHLMANN Blister Machine B 1240Mahendra Putrianti Sasongko0% (1)
- Operating Manual - 2.0 - enDocumento539 pagineOperating Manual - 2.0 - enLiton Kumar Biswas100% (2)
- XWZ-120A Operation Manual: Full Automatic Cartoning MachineDocumento35 pagineXWZ-120A Operation Manual: Full Automatic Cartoning MachinealexjoelNessuna valutazione finora
- Risk Analysis - StretchbanderDocumento14 pagineRisk Analysis - StretchbanderEnko ŠatrovićNessuna valutazione finora
- DQ BlisteadoraDocumento15 pagineDQ Blisteadorasami2210Nessuna valutazione finora
- 1 - Bottled Uht Milk and Dairy Drinks - UsDocumento6 pagine1 - Bottled Uht Milk and Dairy Drinks - UswisokresnoNessuna valutazione finora
- Mexico, Solanum, V6Plus, HP140401 3,140411Documento7 pagineMexico, Solanum, V6Plus, HP140401 3,140411Humberto GonzálezNessuna valutazione finora
- Manual CappingDocumento23 pagineManual CappingVikram SinghNessuna valutazione finora
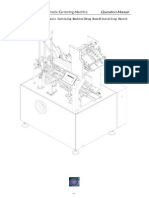
- Bottle Unscrambling SystemsDocumento2 pagineBottle Unscrambling SystemsAhmet MetinNessuna valutazione finora
- Workflow For Validation of PerformanceDocumento10 pagineWorkflow For Validation of PerformanceVictor Alberto Ramos BarronNessuna valutazione finora
- Name:-Ebrahim Abd EL-Hadi Ebrahim Section: - 1 Department: - Mechatronics (4 Year)Documento22 pagineName:-Ebrahim Abd EL-Hadi Ebrahim Section: - 1 Department: - Mechatronics (4 Year)Ebrahim Abd El HadyNessuna valutazione finora
- 6 Heads Automatic Filling MachineDocumento10 pagine6 Heads Automatic Filling MachineCITRO GREENNessuna valutazione finora
- Tube Filling Machines: TFS 80-1 TFS 80-2Documento8 pagineTube Filling Machines: TFS 80-1 TFS 80-2mhafizanNessuna valutazione finora
- Labelling MasterDocumento98 pagineLabelling MasterYen Nguyen100% (1)
- Bosch Guide To Flow Wrapping enDocumento30 pagineBosch Guide To Flow Wrapping engherla_bogdanNessuna valutazione finora
- Vertical Form Fill SealDocumento29 pagineVertical Form Fill Sealrodolfo muñoz magañaNessuna valutazione finora
- ESA Instruction Manual English 1.01Documento18 pagineESA Instruction Manual English 1.01Stephany Sucerquia100% (1)
- Hydac Plastic Injection Molding MachinesDocumento12 pagineHydac Plastic Injection Molding MachinespeterNessuna valutazione finora
- 05.15 Quotation of Automatic Sachet Filling and Sealing MachineDocumento6 pagine05.15 Quotation of Automatic Sachet Filling and Sealing MachineJean Pool C SNessuna valutazione finora
- 1200i Engl Screen 04xDocumento14 pagine1200i Engl Screen 04xStreetRockFighterNessuna valutazione finora
- 20210705-104838-22-2-Testo - 3036T-X01 - F21000133 - RASOVA WINE PDFDocumento272 pagine20210705-104838-22-2-Testo - 3036T-X01 - F21000133 - RASOVA WINE PDFBolovan VladutNessuna valutazione finora
- Operation Manual 2 in 1 Filling Capping Full UpdatedDocumento103 pagineOperation Manual 2 in 1 Filling Capping Full UpdatedRiyoko Fillex100% (2)
- CB-VG52B Continuous Motion Machine (High Speed ManualDocumento8 pagineCB-VG52B Continuous Motion Machine (High Speed ManualPaolo AltobelNessuna valutazione finora
- Manual de Operacion y Mantenimiento UHTDocumento16 pagineManual de Operacion y Mantenimiento UHTJuan Esteban Moreno VeraNessuna valutazione finora
- Chamunda Pharma MachineryDocumento10 pagineChamunda Pharma MachinerychamundapharmaNessuna valutazione finora
- Mo02 SFR20 BDocumento252 pagineMo02 SFR20 Bcristian100% (2)
- Calculation of Unutilised Heat and Heat Utilisation of Blower (SBO10) in Pet 300 BPM LineDocumento26 pagineCalculation of Unutilised Heat and Heat Utilisation of Blower (SBO10) in Pet 300 BPM LineKushagra AbhishekNessuna valutazione finora
- Water For Injection Production - (MED) Multiple Effect DistillationDocumento6 pagineWater For Injection Production - (MED) Multiple Effect DistillationQuang Hiếu NgôNessuna valutazione finora
- GPL-5545C Manual - NewDocumento30 pagineGPL-5545C Manual - NewRocio GimenezNessuna valutazione finora
- fs1000 en PDFDocumento2 paginefs1000 en PDFLukito TitoNessuna valutazione finora
- Catalogo CAM 2017 EspanaDocumento68 pagineCatalogo CAM 2017 Espanameriem.rssfNessuna valutazione finora
- IMA Blistering BrochureDocumento8 pagineIMA Blistering BrochureTueNessuna valutazione finora
- Automatic Pet Stretch Blow MoldingDocumento3 pagineAutomatic Pet Stretch Blow MoldingdivineengineeringNessuna valutazione finora
- TA General1Documento78 pagineTA General1Xuân Hòa NguyễnNessuna valutazione finora
- High Pressure HomogenizerDocumento8 pagineHigh Pressure HomogenizerwidyanaNessuna valutazione finora
- 201709141005218065ky 7 - Tong Quan - CongngheOZONE - 31102014Documento266 pagine201709141005218065ky 7 - Tong Quan - CongngheOZONE - 31102014Thích Rong Chơi100% (1)
- Manual 120726 Blow Moulding PDFDocumento31 pagineManual 120726 Blow Moulding PDFrize1159Nessuna valutazione finora
- Operation Manual: FWM1200 FWM1200ADocumento27 pagineOperation Manual: FWM1200 FWM1200AnicolasNessuna valutazione finora
- LOT 2 JT-920 Sugar Packing Machine ManualDocumento27 pagineLOT 2 JT-920 Sugar Packing Machine Manualzelalem100% (1)
- NJP-1200 Series Automatic Capsule Filling MachineDocumento53 pagineNJP-1200 Series Automatic Capsule Filling MachineAntoniaAzuaga100% (5)
- Automatic Vert-Bag Packaging MachineDocumento81 pagineAutomatic Vert-Bag Packaging MachineLeonNessuna valutazione finora
- Cartoning Machines: by Shailesh JadhavDocumento9 pagineCartoning Machines: by Shailesh JadhavShailesh Jadhav100% (1)
- PACE Unscrambler Manual - EnglishDocumento184 paginePACE Unscrambler Manual - EnglishĐình KiênNessuna valutazione finora
- Manual 110823 120c Cartoning MachineDocumento61 pagineManual 110823 120c Cartoning Machineandrea772100% (2)
- Data Sheet B1240Documento3 pagineData Sheet B1240Mohammad IsmailNessuna valutazione finora
- Honetop-Rotary Packing Machine HT-8GDocumento27 pagineHonetop-Rotary Packing Machine HT-8GNathaniel FernandesNessuna valutazione finora
- BA 89402175 001100 Innopack EN 00Documento293 pagineBA 89402175 001100 Innopack EN 00Alexandr Yuhimenko0% (1)
- CVC Inline Filling PresentationDocumento26 pagineCVC Inline Filling PresentationFithrul Mubarok100% (1)
- The New: The Best Solution For The New Class of Filter BagDocumento24 pagineThe New: The Best Solution For The New Class of Filter BagThong Kin MunNessuna valutazione finora
- Manual Utilizare Masina de Injectat SZ-600H-EN PDFDocumento106 pagineManual Utilizare Masina de Injectat SZ-600H-EN PDFAndreia BeatriceNessuna valutazione finora
- pd10196 Tetra Alsafe PDFDocumento2 paginepd10196 Tetra Alsafe PDFEusebio NavarroNessuna valutazione finora
- XLD Series Vertical Stamper User ManualDocumento78 pagineXLD Series Vertical Stamper User ManualGonzalo Marquez100% (1)
- GEA Flow ComponentsDocumento36 pagineGEA Flow ComponentsShahid AhmedNessuna valutazione finora
- Fette Tablet Press Replacement Parts CatalogDocumento84 pagineFette Tablet Press Replacement Parts Catalogedsonlevi100% (1)
- Machine Datasheet SBO 10-10 POLARIS UpgradedDocumento9 pagineMachine Datasheet SBO 10-10 POLARIS UpgradedJoe SanchezNessuna valutazione finora
- Khs Competence 02-2011 Englisch EinzelnDocumento80 pagineKhs Competence 02-2011 Englisch Einzelnozgurturunc4Nessuna valutazione finora
- AWZ Batch Controller Instruction ManualDocumento28 pagineAWZ Batch Controller Instruction ManualFrancisco GarcíaNessuna valutazione finora
- Power Electronics Applied to Industrial Systems and Transports: Volume 5: Measurement Circuits, Safeguards and Energy StorageDa EverandPower Electronics Applied to Industrial Systems and Transports: Volume 5: Measurement Circuits, Safeguards and Energy StorageNessuna valutazione finora
- s7 InstruDocumento16 pagines7 InstruManas Sawant100% (2)
- The Id, Ego, Superego GameDocumento4 pagineThe Id, Ego, Superego Gameshashi1986Nessuna valutazione finora
- XP Home Edition and Press Enter.: Enter Windows XP Recovery Console Command Line Step 6 Command Bootcfg UtilityDocumento1 paginaXP Home Edition and Press Enter.: Enter Windows XP Recovery Console Command Line Step 6 Command Bootcfg Utilityshashi1986Nessuna valutazione finora
- The Id, Ego, Superego GameDocumento4 pagineThe Id, Ego, Superego Gameshashi1986Nessuna valutazione finora
- NCFM Module - 1 Financial Markets: A Beginner's Module by Wahid311Documento93 pagineNCFM Module - 1 Financial Markets: A Beginner's Module by Wahid311Abdul Wahid KhanNessuna valutazione finora
- Identify and Assemble Pneumatics ComponentsDocumento5 pagineIdentify and Assemble Pneumatics Componentsshashi1986Nessuna valutazione finora
- Pneumatic Valve SymbolsDocumento1 paginaPneumatic Valve Symbolsshashi1986Nessuna valutazione finora
- AKROLEN® PP ICF 30 AM Black (8344) - Akro-PlasticDocumento3 pagineAKROLEN® PP ICF 30 AM Black (8344) - Akro-PlasticalkhalidibaiderNessuna valutazione finora
- MTH 127 PDFDocumento4 pagineMTH 127 PDFMichaelNessuna valutazione finora
- Periodic Classification of ElementsDocumento101 paginePeriodic Classification of Elementsmrpulkit20Nessuna valutazione finora
- Brücke, E. (1848) - XLIII. On The Existence of The Colour BrownDocumento2 pagineBrücke, E. (1848) - XLIII. On The Existence of The Colour BrowntorigNessuna valutazione finora
- HV Cast Iron Motors - HXR - 042005Documento12 pagineHV Cast Iron Motors - HXR - 042005Alfredo Jose Ramirez MelgarejoNessuna valutazione finora
- Chapter 6 - Engineering Equations of State AwsDocumento13 pagineChapter 6 - Engineering Equations of State AwsBananaliksNessuna valutazione finora
- Equivalent Product Mobil-UpdateDocumento6 pagineEquivalent Product Mobil-UpdateGian TeryNessuna valutazione finora
- CIVE1144 - Structural Analysis Lec 2 (2019)Documento36 pagineCIVE1144 - Structural Analysis Lec 2 (2019)Leon TltNessuna valutazione finora
- M1: Exam-Requires Respondus Lockdown Browser: Periodic TableDocumento7 pagineM1: Exam-Requires Respondus Lockdown Browser: Periodic Tablesophia onuNessuna valutazione finora
- TOS ASSIGNMENT 3 - Kashaf Fatima Sayed - 16100 PDFDocumento15 pagineTOS ASSIGNMENT 3 - Kashaf Fatima Sayed - 16100 PDFKashaf sayedNessuna valutazione finora
- Parameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisDocumento9 pagineParameter Adaptation of Reduced Order Models For Three-Dimensional Flutter AnalysisAtsis PapadopoulosNessuna valutazione finora
- Quiz 3 - Fluids - IDDP - Google FormsDocumento5 pagineQuiz 3 - Fluids - IDDP - Google FormsVej JuttNessuna valutazione finora
- 04 Chem Review 3Documento36 pagine04 Chem Review 3Khizra Abdul shakoorNessuna valutazione finora
- Aircraft Presentation 26july18Documento41 pagineAircraft Presentation 26july18M.Mohamed SarfrazNessuna valutazione finora
- Tekasil Universal TD - V2 - GB - 06 20Documento2 pagineTekasil Universal TD - V2 - GB - 06 20Fateh AzwiNessuna valutazione finora
- Circuit Breaker Very ImportantDocumento9 pagineCircuit Breaker Very ImportantHytham Ramdan El BardecyNessuna valutazione finora
- Lesson 3: Perform Manual Radar PlottingDocumento6 pagineLesson 3: Perform Manual Radar PlottingDennis DoronilaNessuna valutazione finora
- ChemistryDocumento3 pagineChemistryRohak KanojiaNessuna valutazione finora
- Transformer Design and Manufacturing Manual Robert G Wolpert 2004Documento130 pagineTransformer Design and Manufacturing Manual Robert G Wolpert 2004mariopilarNessuna valutazione finora
- Capacitors Part 2Documento7 pagineCapacitors Part 2ROMIT DUTTANessuna valutazione finora
- Torque and Drag CalculationsDocumento67 pagineTorque and Drag CalculationskopajaindahNessuna valutazione finora
- Precision Absolute and Gauge Pressure Transmitter: Technical DataDocumento4 paginePrecision Absolute and Gauge Pressure Transmitter: Technical DataGopal HegdeNessuna valutazione finora
- Objectives Electrical EngineeringDocumento21 pagineObjectives Electrical Engineeringvan eric lardizabalNessuna valutazione finora
- CW - Thompson's Calorimeter - KisaliDocumento10 pagineCW - Thompson's Calorimeter - KisaliNADULA RUSIRUNessuna valutazione finora
- MEGAWRAP-200: Unidirectional Carbon Fabric For Structural StrengtheningDocumento2 pagineMEGAWRAP-200: Unidirectional Carbon Fabric For Structural StrengtheningMarli MaksutiNessuna valutazione finora
- Modeling and Control of Flexible Link Robots - 48628966Documento153 pagineModeling and Control of Flexible Link Robots - 48628966GIYEONGNessuna valutazione finora
- Fibre Properties Affecting The Softness of Wool and Other KeratinsDocumento360 pagineFibre Properties Affecting The Softness of Wool and Other KeratinsLinus F W WuNessuna valutazione finora
- Sample CalculationDocumento5 pagineSample CalculationhidayatullahNessuna valutazione finora
- Problem GTE 1Documento18 pagineProblem GTE 1hieutran02052003Nessuna valutazione finora
- Lab1-Centre of GravityDocumento10 pagineLab1-Centre of GravityNur Syamiza Zamri0% (2)