Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (121)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Parameter Plaxis PDFDocumento99 pagineParameter Plaxis PDFTâm Đoàn MinhNessuna valutazione finora
- Mom Ii Lab Experiment ListDocumento1 paginaMom Ii Lab Experiment ListmansafNessuna valutazione finora
- Analysis and Design of Shear WallsDocumento24 pagineAnalysis and Design of Shear WallsRkkodi100% (3)
- FOUNDATION - Khmer PDFDocumento143 pagineFOUNDATION - Khmer PDFMOMONessuna valutazione finora
- Design of A Lateral Motion Controller For A Small Unmanned Aerial Vehicle (SUAV)Documento6 pagineDesign of A Lateral Motion Controller For A Small Unmanned Aerial Vehicle (SUAV)Adrian DincaNessuna valutazione finora
- Flow Measurement Lec-1 Intro-ClassificationDocumento12 pagineFlow Measurement Lec-1 Intro-Classificationsri7877Nessuna valutazione finora
- ProkonDocumento5 pagineProkonNhân Lê TrọngNessuna valutazione finora
- Electromagnetic Theory - Unit 2 - EMT-Week 1 LecturesDocumento7 pagineElectromagnetic Theory - Unit 2 - EMT-Week 1 LecturesJignesh DesaiNessuna valutazione finora
- Central Academy Senior Secondary School Near Water Tank, Ambabari, Jaipur, Rajasthan. (India)Documento9 pagineCentral Academy Senior Secondary School Near Water Tank, Ambabari, Jaipur, Rajasthan. (India)Sourav SharmaNessuna valutazione finora
- Design of Steel and RCC StructureDocumento5 pagineDesign of Steel and RCC Structurepatel2732sNessuna valutazione finora
- Chapter 5 - Internal Forced ConvectionDocumento38 pagineChapter 5 - Internal Forced ConvectionEihabARaoufMustafaNessuna valutazione finora
- 3 Hinged ArchDocumento17 pagine3 Hinged Archsatyakam87453980% (10)
- Rossby and Kelvin WaveDocumento18 pagineRossby and Kelvin Waveayu_28488Nessuna valutazione finora
- Supplementary Problems For Practice: 1. A Mass of 0.15 KG of Air Is Initially Exists at 2 Mpa and 350Documento1 paginaSupplementary Problems For Practice: 1. A Mass of 0.15 KG of Air Is Initially Exists at 2 Mpa and 350physics a2Nessuna valutazione finora
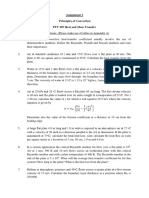
- Assignment 1 (Principles of Convection)Documento3 pagineAssignment 1 (Principles of Convection)yoga satoeNessuna valutazione finora
- Assessment of A Hybrid VOF Two-Fluid CFD Solver - Thesis - 2016Documento100 pagineAssessment of A Hybrid VOF Two-Fluid CFD Solver - Thesis - 2016Feishi XuNessuna valutazione finora
- Motion of Falling Objects With Resistance: Doing Physics With Matlab MechanicsDocumento40 pagineMotion of Falling Objects With Resistance: Doing Physics With Matlab MechanicsSuraj OrthoNessuna valutazione finora
- Wave Guides Summary and ProblemsDocumento11 pagineWave Guides Summary and ProblemsGathy BrayohNessuna valutazione finora
- Gizmos DistancetimevelocityDocumento7 pagineGizmos Distancetimevelocityapi-553234034Nessuna valutazione finora
- Cot #1 LPDocumento7 pagineCot #1 LPDabe Genesis LigaligNessuna valutazione finora
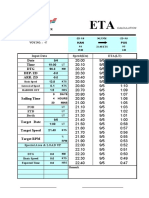
- ETA 계산Documento20 pagineETA 계산Paing Myint Zaw OoNessuna valutazione finora
- Electrostatics+Exercise 5 (A)Documento5 pagineElectrostatics+Exercise 5 (A)Sumit RajNessuna valutazione finora
- Lecture 3 Short Columns Small Eccentricity-Analysis-1Documento57 pagineLecture 3 Short Columns Small Eccentricity-Analysis-1Syed Agha Shah AliNessuna valutazione finora
- Design and Development of Vortex Blade Less Wind TurbineDocumento3 pagineDesign and Development of Vortex Blade Less Wind TurbineEditor IJTSRD100% (1)
- Design Detail: Ingenieros Inasa 123 Main St. Anytown, Usa 00000 (000) 000-0000Documento6 pagineDesign Detail: Ingenieros Inasa 123 Main St. Anytown, Usa 00000 (000) 000-0000Christian PintoNessuna valutazione finora
- 2 2Documento121 pagine2 2Marina DavidovicNessuna valutazione finora
- Important Questions of BME 101Documento8 pagineImportant Questions of BME 101Vivek Singh ChauhanNessuna valutazione finora
- Lesson plan-2015-XI PDFDocumento3 pagineLesson plan-2015-XI PDFprashant vaishnavNessuna valutazione finora
- CyclocopterDocumento13 pagineCyclocopterAJINKYANessuna valutazione finora
- Stress Strain Curve ExampleDocumento8 pagineStress Strain Curve ExampleRayhan saiaf binNessuna valutazione finora