Potrebbero piacerti anche
- Reglamento Nacional de Transito en Peru - Año 2014Documento50 pagineReglamento Nacional de Transito en Peru - Año 2014Manolo LopezNessuna valutazione finora
- Plan Estratégico de Desarrollo Concertadoal Año 2015 Puerto EtenDocumento34 paginePlan Estratégico de Desarrollo Concertadoal Año 2015 Puerto EtenHelmut Mechán Wong0% (1)
- Ordenanza PanelesDocumento45 pagineOrdenanza PanelesHelmut Mechán WongNessuna valutazione finora
- Especificaciones TécnicasDocumento17 pagineEspecificaciones TécnicasHelmut Mechán WongNessuna valutazione finora
- Balotario Normas de TransitoDocumento29 pagineBalotario Normas de TransitoCesesol Brevetes Peru75% (4)
- Curso Basico de CementoDocumento19 pagineCurso Basico de CementoHelmut Mechán WongNessuna valutazione finora
- Mood BoardDocumento7 pagineMood BoardHelmut Mechán WongNessuna valutazione finora
- Manual 3ds Max Design (Alumno) PDFDocumento51 pagineManual 3ds Max Design (Alumno) PDFPierre MitchelNessuna valutazione finora
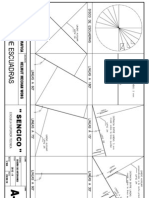
- Formato A3 Lam 07Documento1 paginaFormato A3 Lam 07Helmut Mechán WongNessuna valutazione finora
- Instalacion Del Programa Anydwg Converter 2010Documento2 pagineInstalacion Del Programa Anydwg Converter 2010Helmut Mechán WongNessuna valutazione finora
- Unidad 5: FricciónDocumento10 pagineUnidad 5: FricciónAlejandra OlmedoNessuna valutazione finora
- 05-Enlace QuimicoDocumento61 pagine05-Enlace QuimicovibehuanNessuna valutazione finora
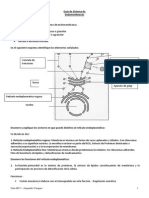
- Taller EndomembranasDocumento9 pagineTaller EndomembranasPatty Lopez0% (1)
- Estados de Tierra de RankineDocumento7 pagineEstados de Tierra de RankineMauricio Pertuz ParraNessuna valutazione finora
- Un Corcho Cúbico de Arista 10 CMDocumento3 pagineUn Corcho Cúbico de Arista 10 CMCésar YurimagüinoNessuna valutazione finora
- Determinacion de Cargas de VientoDocumento25 pagineDeterminacion de Cargas de VientoHenry ZumaetaNessuna valutazione finora
- Caracteres AnaliticosDocumento6 pagineCaracteres AnaliticosLuis Córdova CoxNessuna valutazione finora
- Guia de Laboratorio (Informe)Documento4 pagineGuia de Laboratorio (Informe)Luis José López DelgadoNessuna valutazione finora
- Covenin 3400-98 - ImpermeabilizacionesDocumento251 pagineCovenin 3400-98 - ImpermeabilizacionescteranscribdNessuna valutazione finora
- Guía 9Documento45 pagineGuía 9LucianaMartinezBovierNessuna valutazione finora
- 1-1TRatam TermiDocumento32 pagine1-1TRatam TermihgcuNessuna valutazione finora
- 9 Enlace Ionico CovalenteDocumento4 pagine9 Enlace Ionico CovalenteSebastian TorresNessuna valutazione finora
- Práctica de Laboratorio - Reacciones Químicas - PruebaDocumento3 paginePráctica de Laboratorio - Reacciones Químicas - PruebaFranny CasasolaNessuna valutazione finora
- Ejer Resueltos PDFDocumento186 pagineEjer Resueltos PDFAlejandra Carrillo OzunaNessuna valutazione finora
- p5 y 6. Amarillo MartiusDocumento12 paginep5 y 6. Amarillo MartiusGeorginaNessuna valutazione finora
- Mini Ensayo Psu BiologíaDocumento3 pagineMini Ensayo Psu BiologíaVerónica Isabel Fonseca VillagránNessuna valutazione finora
- DiosGenin ADocumento4 pagineDiosGenin Adiamanteloco69Nessuna valutazione finora
- Diseño de Una Maquina Extrusora de Filamentos de Tereftalato de PolietilenoDocumento7 pagineDiseño de Una Maquina Extrusora de Filamentos de Tereftalato de PolietilenoAJ Almanza HNessuna valutazione finora
- Manual de O y M 950HDocumento232 pagineManual de O y M 950HEduardo Ariel BernalNessuna valutazione finora
- Procedimiento de Trabajo Seguro Con Escaleras PortátilesDocumento5 pagineProcedimiento de Trabajo Seguro Con Escaleras PortátilesPatrick Jara RojasNessuna valutazione finora
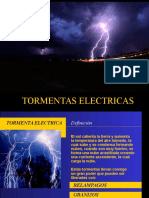
- TORMENTASDocumento15 pagineTORMENTAScapricornio1813Nessuna valutazione finora
- Laboratorio YodoDocumento8 pagineLaboratorio YodoGabo PerezNessuna valutazione finora
- GuiaQIV TVDocumento20 pagineGuiaQIV TVTellez Castro Jesus GerardoNessuna valutazione finora
- Agitadores Milton RoyDocumento2 pagineAgitadores Milton RoymiguelNessuna valutazione finora
- Aromacosmética (I) - Concepto y AplicacionesDocumento3 pagineAromacosmética (I) - Concepto y AplicacionesxiuhtlaltzinNessuna valutazione finora
- Medidores de Desplazamiento PositivoDocumento6 pagineMedidores de Desplazamiento PositivoRubén Calderón0% (1)
- Grupos Principales de AcerosDocumento36 pagineGrupos Principales de AcerosJorgen73Nessuna valutazione finora
- Cojinetes de DeslizamientoDocumento10 pagineCojinetes de DeslizamientoBelen OjedaNessuna valutazione finora
- Guia de Practica 1 Cad CamDocumento9 pagineGuia de Practica 1 Cad CamLuis Fernando Carrera ReyesNessuna valutazione finora
- Curtiembre - Tema 2 - El RemojoDocumento8 pagineCurtiembre - Tema 2 - El RemojoRigel Edward Vega LlanaNessuna valutazione finora