Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (894)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Cement Concrete Pavement ConstructionDocumento6 pagineCement Concrete Pavement ConstructionAmit Singh80% (5)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- Section 07131 Self-Adhering Sheet Waterproofing Part 1Documento72 pagineSection 07131 Self-Adhering Sheet Waterproofing Part 1jacksondcplNessuna valutazione finora
- Kurma Rao Saini - Introduction Form040Documento2 pagineKurma Rao Saini - Introduction Form040Anonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - Qualification Certificate044Documento10 pagineKurma Rao Saini - Qualification Certificate044Anonymous AdofXEYAgENessuna valutazione finora
- Vantakula Rambabu-Resume PDFDocumento1 paginaVantakula Rambabu-Resume PDFAnonymous AdofXEYAgENessuna valutazione finora
- Mohammad Mukhtar Ali-CvDocumento15 pagineMohammad Mukhtar Ali-CvAnonymous AdofXEYAgENessuna valutazione finora
- JD FormDocumento1 paginaJD FormAnonymous AdofXEYAgENessuna valutazione finora
- Pandi Devaraju Reddy p6303778 CVDocumento36 paginePandi Devaraju Reddy p6303778 CVAnonymous AdofXEYAgENessuna valutazione finora
- JD FormDocumento1 paginaJD FormAnonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - CVDocumento1 paginaKurma Rao Saini - CVAnonymous AdofXEYAgENessuna valutazione finora
- Kurma Rao Saini - CVDocumento1 paginaKurma Rao Saini - CVAnonymous AdofXEYAgENessuna valutazione finora
- Vantakula Rambabu-Experience CertificatesDocumento10 pagineVantakula Rambabu-Experience CertificatesAnonymous AdofXEYAgENessuna valutazione finora
- JD FormDocumento1 paginaJD FormAnonymous AdofXEYAgENessuna valutazione finora
- Intro FormDocumento2 pagineIntro FormAnonymous AdofXEYAgENessuna valutazione finora
- Behra Dombo l9997839 CVDocumento28 pagineBehra Dombo l9997839 CVAnonymous AdofXEYAgENessuna valutazione finora
- Receipt Report IE-2485530Documento1 paginaReceipt Report IE-2485530Anonymous AdofXEYAgENessuna valutazione finora
- Pyarechand Kumar - Qualification Certificate064Documento1 paginaPyarechand Kumar - Qualification Certificate064Anonymous AdofXEYAgENessuna valutazione finora
- Kommuji Eswar A Rao - Intro FormDocumento2 pagineKommuji Eswar A Rao - Intro FormAnonymous AdofXEYAgENessuna valutazione finora
- Rabindra Nayak - Qualification Certificate025Documento6 pagineRabindra Nayak - Qualification Certificate025Anonymous AdofXEYAgENessuna valutazione finora
- 7.interview PersonalDocumento1 pagina7.interview PersonalAnonymous AdofXEYAgENessuna valutazione finora
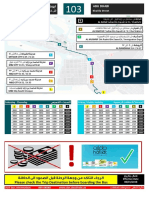
- Bus Service 103Documento2 pagineBus Service 103Anonymous AdofXEYAgENessuna valutazione finora
- Pradhan Bhagirathi - JD Manpower FormDocumento1 paginaPradhan Bhagirathi - JD Manpower FormAnonymous AdofXEYAgENessuna valutazione finora
- Agent Application FormDocumento1 paginaAgent Application FormAnonymous AdofXEYAgENessuna valutazione finora
- Pradhan Bhagirathi CVDocumento1 paginaPradhan Bhagirathi CVAnonymous AdofXEYAgENessuna valutazione finora
- Transcript of Mark List: Harish RDocumento2 pagineTranscript of Mark List: Harish RAnonymous AdofXEYAgENessuna valutazione finora
- Department of Clinical Biochemistry Liver Function TestDocumento1 paginaDepartment of Clinical Biochemistry Liver Function TestAnonymous AdofXEYAgENessuna valutazione finora
- Agent Profile SheetDocumento1 paginaAgent Profile SheetAnonymous AdofXEYAgENessuna valutazione finora
- BPVC-IX-Interp Stnd-63 2015 Jan PDFDocumento6 pagineBPVC-IX-Interp Stnd-63 2015 Jan PDFAnonymous AdofXEYAgENessuna valutazione finora
- 1144 TWI Diploma in Welding Engineering July 2012 PDFDocumento1 pagina1144 TWI Diploma in Welding Engineering July 2012 PDFdaimaheshNessuna valutazione finora
- Transcript of Marks: Name: Date of BirthDocumento2 pagineTranscript of Marks: Name: Date of BirthAnonymous AdofXEYAgENessuna valutazione finora
- Curriculum Vitae HariprasadDocumento2 pagineCurriculum Vitae HariprasadAnonymous AdofXEYAgENessuna valutazione finora
- String Weave and Heat InputDocumento4 pagineString Weave and Heat InputAnonymous AdofXEYAgENessuna valutazione finora
- A Simple Horizontal Mill Steam Engine With Slide Valve by H.Muncaster. General Arangement, Bill of Materials, Notes, Isometric ViewDocumento1 paginaA Simple Horizontal Mill Steam Engine With Slide Valve by H.Muncaster. General Arangement, Bill of Materials, Notes, Isometric ViewMD26Nessuna valutazione finora
- 07 Rawlbolts Plugs AnchorsDocumento1 pagina07 Rawlbolts Plugs AnchorsLincolnNessuna valutazione finora
- Cracks Phenomenonon HousesDocumento22 pagineCracks Phenomenonon HousesSarah MendezNessuna valutazione finora
- 092116Documento7 pagine092116kupaloidNessuna valutazione finora
- Shurjoint 2017 Installation InstructionsDocumento241 pagineShurjoint 2017 Installation InstructionsbalotNessuna valutazione finora
- ACI 334.3R-05 - Construction of Concrete Shells Using Inflated FormsDocumento13 pagineACI 334.3R-05 - Construction of Concrete Shells Using Inflated FormsGgcs ConStruct100% (2)
- Bill Copy SAMPLEDocumento30 pagineBill Copy SAMPLEVivek V AppuNessuna valutazione finora
- Material ScheduleDocumento12 pagineMaterial ScheduleAneeq MustafaNessuna valutazione finora
- Eccentric Footing Design in ACI 318-05Documento8 pagineEccentric Footing Design in ACI 318-05Wintun73Nessuna valutazione finora
- Technical Data Sheet: Primerless MMA AdhesivesDocumento3 pagineTechnical Data Sheet: Primerless MMA AdhesivespronavNessuna valutazione finora
- Material Conversion Chart: Steel Grades and StandardsDocumento8 pagineMaterial Conversion Chart: Steel Grades and StandardsChuan SwtsNessuna valutazione finora
- 24-LIGHTING - BOQ Rev. 00Documento7 pagine24-LIGHTING - BOQ Rev. 00Arasan SKNessuna valutazione finora
- CASTINGS AND FORGING PROCESSESDocumento11 pagineCASTINGS AND FORGING PROCESSESbernabasNessuna valutazione finora
- Concrete Mix DesignDocumento35 pagineConcrete Mix DesignAbraham Henry BernardNessuna valutazione finora
- Product Features: Why Is Shrinkkomp Superior To Conventional Non-Shrinking Grout?Documento3 pagineProduct Features: Why Is Shrinkkomp Superior To Conventional Non-Shrinking Grout?saiemNessuna valutazione finora
- Jharkhand BOQ WorkDocumento72 pagineJharkhand BOQ WorksmithNessuna valutazione finora
- Commercial Roof Systems GuideDocumento14 pagineCommercial Roof Systems GuidePatrickNessuna valutazione finora
- General Specification - Roads and BridgesDocumento165 pagineGeneral Specification - Roads and BridgesEnea BogdanNessuna valutazione finora
- PB Uddeholm Sverker 21 EnglishDocumento12 paginePB Uddeholm Sverker 21 EnglishKOSTASPDFNessuna valutazione finora
- Dental AmalgamDocumento10 pagineDental AmalgamMustafa SaßerNessuna valutazione finora
- Non-Conventional Materials Workshop SummaryDocumento134 pagineNon-Conventional Materials Workshop SummaryAnupam SinghNessuna valutazione finora
- Quantity of CementDocumento15 pagineQuantity of CementMichael MatshonaNessuna valutazione finora
- Highly stressed die forgings technical termsDocumento22 pagineHighly stressed die forgings technical termsLeo AislanNessuna valutazione finora
- Guidelines For Listing & Registration of Prods & SupplierDocumento142 pagineGuidelines For Listing & Registration of Prods & SuppliermsnirosaNessuna valutazione finora
- Guide Specification For Monolithic Terrazzo: Part 1 - General 1.01 Related Work Specified in Other SectionsDocumento3 pagineGuide Specification For Monolithic Terrazzo: Part 1 - General 1.01 Related Work Specified in Other SectionsDennis DunnNessuna valutazione finora
- MIx Design by Shakib SirDocumento9 pagineMIx Design by Shakib SirSAUMIK HASAN TANIMNessuna valutazione finora
- 110 Block Termination Instructions For Feeder Pair Cabling.Documento4 pagine110 Block Termination Instructions For Feeder Pair Cabling.Victor L. HartNessuna valutazione finora
- Porosity of Electroless Nickel Coatings Investigated Using Different Porosity Tests and Their ApplicationDocumento6 paginePorosity of Electroless Nickel Coatings Investigated Using Different Porosity Tests and Their ApplicationAnnie LauNessuna valutazione finora