Potrebbero piacerti anche
- BP MillingDocumento1 paginaBP MillingAmr FathiNessuna valutazione finora
- Chapter 5 Rev 3 Tramming CirucitsDocumento2 pagineChapter 5 Rev 3 Tramming CirucitsAnonymous 340A7vnwV1Nessuna valutazione finora
- Cutting Speed and Feedrate SouthbayDocumento5 pagineCutting Speed and Feedrate SouthbayShahed FacebookNessuna valutazione finora
- Mycalex Machining Guidelines 2012 1Documento2 pagineMycalex Machining Guidelines 2012 1elmirbolicNessuna valutazione finora
- Sandvik Drilling Tools Care and MaintenanceDocumento25 pagineSandvik Drilling Tools Care and Maintenancekukuh atmanto100% (1)
- Bansal Institute of Engineering and Technology, LucknowDocumento59 pagineBansal Institute of Engineering and Technology, LucknowSunnyVermaNessuna valutazione finora
- Wood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingDa EverandWood Turning - The Lathe and Its Accessories, Tools, Turning Between Centres Face-Plate Work, Boring, PolishingNessuna valutazione finora
- Speeds & Feeds For Knurling: ImportantDocumento4 pagineSpeeds & Feeds For Knurling: Importantardionan100% (1)
- 15 X 21 Batch Ball MillDocumento12 pagine15 X 21 Batch Ball MillAnil Kumar KnNessuna valutazione finora
- Cutting SpeedDocumento5 pagineCutting Speedokooy erusNessuna valutazione finora
- 16luma PDFDocumento80 pagine16luma PDFpedjaNessuna valutazione finora
- Feed Rate CalculationsDocumento4 pagineFeed Rate CalculationsJesus Said Mercado VegaNessuna valutazione finora
- Cutting Speed2Documento13 pagineCutting Speed2Nebukad NezardNessuna valutazione finora
- Milling OperationsDocumento10 pagineMilling OperationsEdwardNessuna valutazione finora
- 05 - Crusher - Grinding MillsDocumento63 pagine05 - Crusher - Grinding Millsmeenie99270100% (1)
- Platines Et Percage IPE 240Documento7 paginePlatines Et Percage IPE 240ol beNessuna valutazione finora
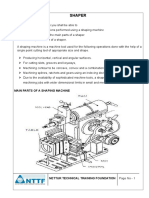
- ShapingDocumento25 pagineShapingvinayakNessuna valutazione finora
- CrushersDocumento38 pagineCrushersAbhinav GanveerNessuna valutazione finora
- Sawing MachineDocumento20 pagineSawing MachineOmari AdamNessuna valutazione finora
- Unit 15 Wood Working With Power Machines2Documento50 pagineUnit 15 Wood Working With Power Machines2Abas S. AcmadNessuna valutazione finora
- Section 5 - Milling Tools & Washover EquipDocumento22 pagineSection 5 - Milling Tools & Washover EquipMichèle SpiteriNessuna valutazione finora
- Sepor, Inc. 718 N Fries Ave. Wilmington, Ca 90748 310 830 6601Documento2 pagineSepor, Inc. 718 N Fries Ave. Wilmington, Ca 90748 310 830 6601Aditya PrajasNessuna valutazione finora
- Cutting Speeds & RPM CalculationsDocumento7 pagineCutting Speeds & RPM Calculationsyanuar_adhiNessuna valutazione finora
- Milling MachineDocumento22 pagineMilling MachineSusanta SardarNessuna valutazione finora
- JJ104 Workshop Technology Chapter6 Milling MachineDocumento8 pagineJJ104 Workshop Technology Chapter6 Milling MachineAh TiangNessuna valutazione finora
- There Are Four Primary Types For CNC Lathe MachineDocumento3 pagineThere Are Four Primary Types For CNC Lathe MachineteerasakNessuna valutazione finora
- 47 NCPMillsDocumento5 pagine47 NCPMillsraosp66Nessuna valutazione finora
- Summer Training IN: Hero MotorsDocumento22 pagineSummer Training IN: Hero MotorsAshish ThakurNessuna valutazione finora
- Milling: General Mill InformationDocumento11 pagineMilling: General Mill Informationsravan_inboxNessuna valutazione finora
- How To Maximise The Life of Your Flaking RollsDocumento4 pagineHow To Maximise The Life of Your Flaking RollsMilling and Grain magazine100% (1)
- General CT MillingDocumento3 pagineGeneral CT MillingJose Leonardo Materano PerozoNessuna valutazione finora
- Grinding Mills SALA Leaflet 603 E, Sweden 1973Documento8 pagineGrinding Mills SALA Leaflet 603 E, Sweden 1973Tsakalakis G. Konstantinos100% (1)
- RemedialTDH PDFDocumento297 pagineRemedialTDH PDFAnonymous UrqcGy3Nessuna valutazione finora
- Milling Cutting Speeds & RPM CalculationsDocumento3 pagineMilling Cutting Speeds & RPM CalculationsQuilerNessuna valutazione finora
- Principles of Ball Mill GrindingDocumento12 paginePrinciples of Ball Mill Grindingaghilif0% (1)
- Super-Orion®Ball Mill: Types S.O., S.O.-Cl Compact Line, S.O.-Sf Super FineDocumento6 pagineSuper-Orion®Ball Mill: Types S.O., S.O.-Cl Compact Line, S.O.-Sf Super FineKrmača RužaNessuna valutazione finora
- Gear Mfg.Documento19 pagineGear Mfg.Kanishka SikligarNessuna valutazione finora
- Roll Pass Design Evauluation Using Software ApplicationDocumento34 pagineRoll Pass Design Evauluation Using Software ApplicationAbed Alrahman NashwanNessuna valutazione finora
- 1 Power Band and Circular SawsDocumento51 pagine1 Power Band and Circular SawsJiggy Lawrence BathanNessuna valutazione finora
- Djj10033 Chapter 2Documento30 pagineDjj10033 Chapter 2YogenNessuna valutazione finora
- Roll Forging Process Twist DrillsDocumento5 pagineRoll Forging Process Twist DrillssowriNessuna valutazione finora
- 11 FishingDocumento23 pagine11 FishingIgnatius FebriantaNessuna valutazione finora
- Prepared By: Parth Shah Dharamjeet Jadeja Sanjay Parmar Purav VyasDocumento26 paginePrepared By: Parth Shah Dharamjeet Jadeja Sanjay Parmar Purav VyasNordiana IdrisNessuna valutazione finora
- SeamerweldersDocumento4 pagineSeamerweldersstefan.e.bathoryNessuna valutazione finora
- Capstan LatheDocumento18 pagineCapstan LatheAditya SatopeNessuna valutazione finora
- Cutting SpeedDocumento5 pagineCutting SpeedsandigricNessuna valutazione finora
- Lathe OperationsDocumento40 pagineLathe OperationsRavi Sharma100% (4)
- CemengPSRG Grinding MillsDocumento4 pagineCemengPSRG Grinding MillsJason GarzaNessuna valutazione finora
- Junk Milling - Description and UsageDocumento2 pagineJunk Milling - Description and UsageCarlos Alberto100% (1)
- Milling MachineDocumento104 pagineMilling MachineMasud RanaNessuna valutazione finora
- Speeds in DentistryDocumento73 pagineSpeeds in DentistryRanadhir ApuriNessuna valutazione finora
- Krar Unit 60Documento21 pagineKrar Unit 60AkashNessuna valutazione finora
- Krar Unit 60Documento21 pagineKrar Unit 60Aman QaisarNessuna valutazione finora
- Speeds and Feeds For Metal CuttingDocumento4 pagineSpeeds and Feeds For Metal CuttingAnonymous dh6DITNessuna valutazione finora
- Gear Manufacturing MethodsDocumento32 pagineGear Manufacturing Methodsajeesh.mvNessuna valutazione finora
- Manufacturing Process: Prepared by Mr. PraveenDocumento38 pagineManufacturing Process: Prepared by Mr. PraveenGaurav RajputNessuna valutazione finora
- Shell Machine ShopDocumento6 pagineShell Machine ShopsaurabhfandatNessuna valutazione finora
- JJ104 Workshop Technology Chapter6 Milling MachineDocumento27 pagineJJ104 Workshop Technology Chapter6 Milling MachineAh Tiang100% (3)
- Class8 & 9Documento6 pagineClass8 & 9KIRAN P ABRAHAMNessuna valutazione finora
- Descriptive Pamphlet of the Richmond Mill Furnishing WorksDa EverandDescriptive Pamphlet of the Richmond Mill Furnishing WorksNessuna valutazione finora
- Apache RTR 180 Homologation FinalDocumento13 pagineApache RTR 180 Homologation Final1996siddhuNessuna valutazione finora
- Depl Services Couverts Exterieur Quebec en PDFDocumento2 pagineDepl Services Couverts Exterieur Quebec en PDFgordomanotasNessuna valutazione finora
- Bedlington Records PDFDocumento26 pagineBedlington Records PDFgordomanotasNessuna valutazione finora
- Two Stroke PreMix Ratio Table PDFDocumento1 paginaTwo Stroke PreMix Ratio Table PDFgordomanotasNessuna valutazione finora
- Atheism PDFDocumento2 pagineAtheism PDFgordomanotasNessuna valutazione finora
- Working Moms: Cause of The ProblemDocumento2 pagineWorking Moms: Cause of The ProblemgordomanotasNessuna valutazione finora
- Femininity PDFDocumento2 pagineFemininity PDFgordomanotasNessuna valutazione finora
- Auto Repair Brochure PDFDocumento2 pagineAuto Repair Brochure PDFgordomanotasNessuna valutazione finora
- Conscious Sedation: What Patients Should Expect PDFDocumento2 pagineConscious Sedation: What Patients Should Expect PDFgordomanotasNessuna valutazione finora
- 1974barstowlasve014unit PDFDocumento186 pagine1974barstowlasve014unit PDFgordomanotasNessuna valutazione finora
- Prepared by The Idaho Supreme Court Jury CommitteeDocumento19 paginePrepared by The Idaho Supreme Court Jury CommitteegordomanotasNessuna valutazione finora
- Things You Should Know About... EMPLOYMENT SERVICES: Lisa MadiganDocumento3 pagineThings You Should Know About... EMPLOYMENT SERVICES: Lisa MadigangordomanotasNessuna valutazione finora
- The Payday Loan Reform Act of 2005: Consumer Fraud Hotlines Chicago Carbondale SpringfieldDocumento1 paginaThe Payday Loan Reform Act of 2005: Consumer Fraud Hotlines Chicago Carbondale SpringfieldgordomanotasNessuna valutazione finora
- Predatory Lending PDFDocumento2 paginePredatory Lending PDFgordomanotasNessuna valutazione finora
- Poster 05 - No God - Sistine - Chapel PDFDocumento1 paginaPoster 05 - No God - Sistine - Chapel PDFgordomanotasNessuna valutazione finora
- Iso 3834Documento2 pagineIso 3834Jaay Vel0% (1)
- Fence Gate CatalogDocumento3 pagineFence Gate CatalogtempfencingNessuna valutazione finora
- The Plumbing System ReviewerDocumento3 pagineThe Plumbing System Reviewerya gurl shainnaNessuna valutazione finora
- Hl500pin ManualDocumento1 paginaHl500pin ManualMarious NavNessuna valutazione finora
- 1577e SB PDFDocumento14 pagine1577e SB PDFJefatura de Planta Invemet PeruNessuna valutazione finora
- If P 100N T1 T2 58: Design CodesDocumento1 paginaIf P 100N T1 T2 58: Design CodessereNessuna valutazione finora
- API NotesDocumento4 pagineAPI NotesMohammad RizwanNessuna valutazione finora
- 609 - Curbing Concrete Medians (2012)Documento6 pagine609 - Curbing Concrete Medians (2012)Inapanuri Nageshwara RaoNessuna valutazione finora
- Septic Tank Design ComputationDocumento1 paginaSeptic Tank Design ComputationEngilbert AragonNessuna valutazione finora
- Chlorine Leak at A Hypochlorite Bleach Plant - pg12 - 14Documento3 pagineChlorine Leak at A Hypochlorite Bleach Plant - pg12 - 14Soeryanto SlametNessuna valutazione finora
- Gold Leaf TechniqueDocumento4 pagineGold Leaf TechniqueBapake MariaNessuna valutazione finora
- Anchor Systems Used For Detention Hollow Metal Systems: Standard Test Methods ForDocumento16 pagineAnchor Systems Used For Detention Hollow Metal Systems: Standard Test Methods ForAlevj DbNessuna valutazione finora
- Effect of PH On FlotationDocumento10 pagineEffect of PH On FlotationInnocent Achaye100% (1)
- AS LAB Man IDocumento84 pagineAS LAB Man IVadivel AeroNessuna valutazione finora
- Georgia Ports Authority Fire Safety GuidelinesDocumento22 pagineGeorgia Ports Authority Fire Safety GuidelineshootiebscNessuna valutazione finora
- Astm d346 SampleDocumento5 pagineAstm d346 SampleKonrád KrisztinaNessuna valutazione finora
- ME6601 QbsdfwsdfsDocumento8 pagineME6601 QbsdfwsdfsvivekzzNessuna valutazione finora
- CD6 Prototype Control PlanDocumento3 pagineCD6 Prototype Control Planmpedraza-1Nessuna valutazione finora
- 1963, Cakebread Robey & Co, London, UKDocumento176 pagine1963, Cakebread Robey & Co, London, UKHouse HistoriesNessuna valutazione finora
- Development in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghDocumento24 pagineDevelopment in Sizing Machine: By: Tanveer Malik, P.K.Roy & H.K.SinghAnonymous Pt7NHkat9Nessuna valutazione finora
- Ionpure® VNX High Flow Continuous Electrodeionization (CEDI) ModulesDocumento2 pagineIonpure® VNX High Flow Continuous Electrodeionization (CEDI) ModulesEdwinNessuna valutazione finora
- Science and Empricism in Pile Foundation Design (Randolph 2003)Documento34 pagineScience and Empricism in Pile Foundation Design (Randolph 2003)Abdul Mozid ShikderNessuna valutazione finora
- 2012 Rekomendasi Pengangkutan Limbah B3Documento75 pagine2012 Rekomendasi Pengangkutan Limbah B3yordan abdulNessuna valutazione finora
- Vibrations Eoliennes Intro PDFDocumento26 pagineVibrations Eoliennes Intro PDFkolombo1776Nessuna valutazione finora
- Material Safety Data Sheet Product Name: SUPER-D: HAZARD RATING: 0-Minimal 1-Slight 2-Moderate 3-High 4-ExtremeDocumento1 paginaMaterial Safety Data Sheet Product Name: SUPER-D: HAZARD RATING: 0-Minimal 1-Slight 2-Moderate 3-High 4-Extremeinfoifsma_vadodaraNessuna valutazione finora
- Case Studies On Application Road ConstructionDocumento30 pagineCase Studies On Application Road ConstructionMohd Faizal Mohd IbrahimNessuna valutazione finora
- TD Riocord-En June 2007Documento2 pagineTD Riocord-En June 2007Pedro Ramos PAchecoNessuna valutazione finora
- 1 CAM Intro FinalDocumento41 pagine1 CAM Intro FinalSourav MukherjeeNessuna valutazione finora
- FC190 AR Motec 32 EN V50.00Documento30 pagineFC190 AR Motec 32 EN V50.00Venypierre ParraNessuna valutazione finora