Inspeccin de soldadura Mdulo de Consumibles: FCAW y SAW
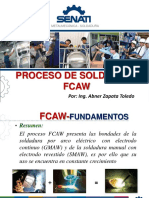
1. PROCESO DE SOLDADURA SEMIAUTOMTICA CON ALAMBRES TUBULARESFCAW 1.1 CARACTERSTICAS DEL PROCESO FCAW es un proceso de soldadura por arco elctrico en el que el arco se establece entre el electrodo tubular continuo y la pieza a soldar. La proteccin se realiza a travs de la descomposicin de materias primas contenidas en el tubo, con proteccin externa de gas o sin ella y sin aplicacin de presin. Las remarcables caractersticas operativas y propiedades de las soldaduras obtenidas, que distinguen este proceso del resto, se atribuyen al alambre tubular alimentado permanentemente. El alambre est relleno de materiales que se comportan en forma similar al revestimiento de los electrodos manuales y al fundente utilizado en soldadura por arco sumergido y cumplen muchas de sus funciones, generando abundante escoria protectora. Se usan dos tipos de alambres: los autoprotegidos (FCAW-S) y los que necesitan proteccin gaseosa externa (FCAW-G), que difieren en el mtodo de proteccin del arco elctrico y la pileta lquida. En la Figura 1.1 se pueden ver los esquemas del arco con cada uno de los alambres mencionados. FCAW es un altamente eficiente proceso adaptable a soldadura semiautomtica o mecanizada, capaz de producir metal de soldadura de muy alta calidad a alta velocidad de deposicin y para la soldadura de unin y de recargue. Se utiliza en las industrias de fabricacin de recipientes, naval, aeronutica, de movimiento de tierra, construccin civil y otras estructuras. Combina la productividad de un alambre continuo con los beneficios que otorgan el revestimiento de un electrodo manual y/o el fundente en SAW.
DIRECTION OF TRAVEL
DIRECTION OF TRAVEL
Figura 1.1. FCAW con electrodo a) autoprotegido y b) protegido con gas externo.
LA GRAN VENTAJA, su diversidad: tienen la posibilidad de fabricarse con un sinnmero de composiciones qumicas diferentes, tanto en su relleno como en el metal depositado, en cantidades a eleccin; esto hace que el negocio le pertenezca al fabricante de consumibles y no exclusivamente a la acera y al fabricante de gases, como sucede con GMAW. Es un proceso continuamente mejorado con el desarrollo de fuentes de poder ms simples y menos pesadas, torchas ms livianas y ms pequeas y alambres de dimetros cada vez ms pequeos. Los de ltima generacin son lo que tienen relleno metlico, por lo cual generan poca escoria, apropiados por el uso en robtica. Se fabrican mayormente a partir de un fleje que se conforma de manera de adquirir forma de cuna, en la que se siembra el relleno, se cierra el tubo y se trafila o lamina al dimetro final requerido, de acuerdo con la tecnologa y facilidades del fabricante, se cocina y bobina. La Figura 1.2a muestra esquemticamente la fabricacin de los alambres tubulares. La Figura 1.2b presenta los distintos tipos de cierre posibles. Los ms simples son a tope (2) y solapado (3); (4) y (5) tienen la intencin de calentar ms rpidamente el relleno, por la conduccin elctrica del fleje y (6) es un diseo de doble relleno (imitando un electrodo manual) desarrollado en la ex URSS, que no fue exitoso. El (1) no tiene cierre, es un tubo llenado por vibracin.
1 2 3 4 5 6
Figura 1.2. a) Fabricacin del alambre tubular. b) Tipo de cierres del alambre tubular. Ventajas generales de los alambres tubulares: alta calidad del metal depositado excelente apariencia del cordn excelente forma de filete enorme variedad de consumibles para distintos materiales y de espesores a soldar alto factor de operacin, depsitos fcilmente mecanizables, segn material alta velocidad de deposicin, alta densidad de corriente relativamente alta utilizacin de la parte metlica preparacin de junta econmica
arco visible: facilidad de uso menor requerimiento de limpieza que en GMAW menor distorsin respecto de SMAW velocidad de deposicin 4 veces mayor que con SMAW posibilidad de trabajo sin fundente o gas alta tolerancia a los contaminantes cuando se aplica correctamente, depsitos con bajo H
Desventajas el proceso produce escoria que debe ser eliminada (menor cantidad cuanto ms metlico sea el relleno) es ms caro que los alambres slidos (respecto del precio por kg) el equipo es ms complejo y ms caro que el de SMAW como el equipo es ms complejo, tiene mayores costos el mantenimiento el equipo y el alimentador de alambre deben estar cerca del lugar de soldadura (9 m mximo) bajo proteccin gaseosa, son sensibles al viento (los FCAW-S lo son mucho menos) ms humos generados que en GMAW o SAW
1.2. CONSUMIBLES PARA FCAW 1.2.1 Clasificacin Los alambres tubulares para FCAW pueden clasificarse segn la forma de operar (no es una clasificacin normalizada): 1.2.1.1 Bajo proteccin gaseosa con escoria: FCAW flux cored arc welding (alambres rellenos de fundente) Adems de la proteccin gaseosa externa, generan proteccin gaseosa (muy poca) y abundante escoria, por descomposicin de las materias primas de su interior, mayormente minerales. Pueden ser usados en toda posicin y pueden obtenerse excelentes propiedades mecnicas, traccin y tenacidad, en el depsito como as tambin bajo H. Tienen menores requerimientos de preparacin de junta que con GMAW y son sensibles al viento y las corrientes de aire. Pueden ser: rutlicos: El componente principal del relleno es el rutilo (TiO2 natural) y tienen adems estabilizadores de arco, escorificantes, aleantes, desoxidantes, etc. Son excelentes para soldadura en toda posicin. En el metal depositado, normalmente dan bajo N y altos O e H. Los de ltima generacin, dan bajo H en metal depositado, bajo N y tambin bajo O. NO SE RESECAN pero pueden ser higroscpicos (xido). Son ms nobles que los bsicos frente al xido y en general a la contaminacin del metal base. bsicos: El componente principal del relleno es la fluorita (CaF2 natural); tienen adems poca calcita, estabilizadores de arco, escorificantes, aleantes, desoxidantes, etc. Por la alta fluidez de su escoria, no sueldan bien en posicin, se usan en posicin plana y horizontal. Dan bajos N y O [300-500 ppm] y bajo H. Presentan excelentes propiedades mecnicas.
NO SE RESECAN pero pueden ser higroscpicos (xido). Requieren metal base limpio, son ms sensibles que los rutlicos a la contaminacin. 1.2.1.2. Bajo proteccin gaseosa sin escoria: MCAW (no normalizada) metal cored arc welding (alambres rellenos de metales) Estn rellenos de metales, en un 95 %; tienen aleantes, desoxidantes, estabilizadores del arco. Generan muy poca escoria por lo que son ideales para soldadura con robot y son aptos para soldadura en toda posicin. Dan valores intermedios de O (450 a 700 ppm) y el depsito tiene buenas propiedades mecnicas. Dan valores muy bajos de H difusible, por lo que se usan en grandes espesores. 1.2.1.3. Sin proteccin gaseosa externa (con escoria): FCAW-S o tambin SSAW (no normalizada) self shielded arc welding (autoprotegidos) Hay dos tipos de alambres tubulares autoprotegidos (desarrollados inicialmente por The Lincoln Electric Company): 1) Con fluorita (CaF2 natural) como componente principal, algo de calcita (CaCO3), polvo de hierro. Para aplicaciones sin requerimientos de tenacidad, posicin plana, dimetros finos y gruesos 2) Sin CO2, con BaF2 como componente principal, Li vaporizado en Mg, alto tenor de Al. Presentan altos N y O en el depsito, pero combinados, no libres, lo que no perjudica la tenacidad. Para aplicaciones con requerimientos de impacto, toda posicin, dimetros finos. Tienen alta dependencia de los parmetros de soldadura y generan muchos humos, con un arco muy caliente. No se ven afectados por el viento al no tener proteccin externa y porque la proteccin de la pileta respecto de la atmsfera no es por desplazamiento de sta, sino por reacciones qumicas de desoxidacin y denitrificacin, al formar xidos que pasan a la escoria y nitruros que no molestan en el metal depositado. Ambos tienen en su relleno, estabilizadores de arco, escorificantes, desoxidantes, metales aleantes, etc. 1.2.2. Normas AWS que los clasifican 1.2.2.1. Para los FCAW-G y FCAW-S (o SSAW) AWS A5.20/A5.20M:2005 Specification for Carbon Steel Electrodes for Flux Cored Arc Welding. Para alambres tubulares FCAW-G y FCAW-S: sistema C-Mn EXXT-ZZJYHZ MANDATORIO E: designa un electrodo X: designa la resistencia a la traccin mnima, es 6 7 (en psi 10000 o MPa 10) X: designa la posicin de soldadura (0 1) T: designa un alambre tubular Z: designa la forma de uso del alambre, 1 a 14, G o GS Z: indica el tipo de gas bajo el que se clasifica: C bajo CO2 ; M bajo 75-80%Ar-resto CO2 OPCIONAL J: designa requerimientos de tenacidad de 20ft.lbf a -40F (27J a -40C)
Y: requerimientos especiales en probeta soldada con bajo o alto aporte trmico, D o Q HZ: designa requerimientos de H difusible EJEMPLOS E491T-1C: alambre tubular para soldadura en multipasadas, CC(+) y toda posicin bajo proteccin de CO2 que presenta mnimo 490 MPa de resistencia a la traccin en el metal de aporte puro (E71T-1) E70T-5MJH4: alambre tubular para soldadura en multipasadas, en CC(+) y posicin plana, bajo proteccin de mezcla de 75-80 Ar resto CO2 que presenta en el metal de aporte puro mnimo 70000 psi de resistencia a la traccin, mnimo 27 J de energa absorbida en el impacto Charpy-V a -40 C y mximo 4 mL de H difusible / 100 g de metal depositado
AWS A5.29/A5.29M:2010 Specification for Low-Alloy Steel Electrodes for Flux Cored Arc Welding. Alambre tubular FCAW-G y FCAW-S para aceros de baja aleacin. EXXTZ-YY-JHX MANDATORIO E: designa un electrodo X: designa la resistencia a la traccin mnima X: designa la posicin de soldadura (0 1) T: designa un alambre tubular Z: designa la forma de uso del alambre (1 a 14; G o GS) Y: designa la composicin del metal de aporte puro Y: designa el gas de proteccin (C bajo CO2 y M bajo 75-80%Ar-resto CO2) OPCIONAL J: designa requerimientos de tenacidad a 10C menos del requerido HX: designa requerimientos de H difusible (16, 8 4 ml/100 g de metal depositado) EJEMPLOS E91T1-D1C: alambre tubular para soldadura en multipasadas, en CC(+) y toda posicin, bajo proteccin de CO2 que deposita un acero ferrtico aleado al Mn y Mo (0,25-0,50) y presenta una resistencia a la traccin de 90 a 100000 psi E831T5-K4M-JH4: alambre tubular para soldadura en multipasadas, en CC(+), en toda posicin y bajo proteccin de mezcla gaseosa (75-80 Ar resto CO2) que deposita un acero ferrtico de baja aleacin, aleado al Mn, Ni (1,75-2,60), Cr (0,20-0,60) y Mo (0,200,65), con resistencia a la traccin de 830 a 970 MPa e impacto Charpy-V mnimo de 27 J a - 50 C (normalmente son metal cored)
1.2.2.2. Para los MCAW y los alambres macizos para GMAW AWS A5.18/A5.18M:2005 Specification for Carbon Steel Electrodes and Rods for Gas Shielded Arc Welding. Alambre slido para GMAW y tubular para MCAW, para el sistema C-Mn
ERXSZYN-HX o EXCZYN-HX MANDATORIO ER: designa un electrodo macizo (varilla) E: designa un electrodo X: designa la resistencia a la traccin mnima del aporte S: designa un alambre slido C: designa un alambre tubular Z: designa la composicin qumica de un alambre slido o la del metal depositado si el alambre es tubular Y: designa el tipo de gas usado; C indica CO2 y M indica 75-80 % Ar-CO2 N: indica uso nuclear OPCIONAL HX: designa requerimientos de H difusible EJEMPLOS ER70S-6CN-H8 o ER48S-6CN-H8: alambre slido para soldadura semiautomtica bajo proteccin gaseosa de CO2, que deposita un acero al C de mnimo 70000 psi (480 MPa) de resistencia a la traccin y presenta impacto Charpy-V mnimo de 20 ft-lbt a 20F (27 J a 30 C), de uso nuclear y con 8 mL de H difusible / 100 g de metal depositado E70C-GC o E48C-GC: alambre tubular para soldadura semiautomtica bajo proteccin de CO2, que deposita un acero al C de mnimo 70000 psi (480 MPa) de resistencia a la traccin sin especificacin para la tenacidad Los alambres macizos de mayor uso para GMAW son: ER70S-6: alambre macizo para soldar aceros al carbono o de baja aleacin en toda posicin con CO2 o mezclas Ar-CO2. Se utiliza para soldar estructuras metlicas, carpintera metlica, carroceras, autopartes, bastidores para maquinaria agrcola, etc. ER70S-3: soldadura con transferencia spray en chapas gruesas bajo mezclas de Ar-O2 y Ar-CO2. Arco suave y poco chisporroteo en una o mltiples pasadas. Para soldar aceros con resistencia a la traccin de hasta 500 MPa. No existe riesgo de sobrealeacin de silicio y manganeso en el metal de soldadura. ER80S-D2: alambre macizo que deposita un acero al Mn-Mo; se suelda bajo CO2 puro o mezclas de Ar-CO2, para soldadura de chapas y tubos de aceros aleados con 0.5 % de Mo con temperaturas de servicio de hasta 525 C.
AWS A5.28/A5.28M:2005 Specification for Low Alloy Steel Electrodes and Rods for Gas Shielded Arc Welding. Alambre slido para GMAW y tubular para MCAW para soldar aceros de baja aleacin ERXXS-YYY-HZ o EXXC-YYY-HZ MANDATORIO ER: designa un electrodo macizo E: designa un electrodo XX: designa la resistencia a la traccin mnima del aporte S: designa un alambre slido C: designa un alambre tubular
XXX: designa la composicin qumica de un alambre slido o la del metal depositado si el alambre es tubular OPCIONAL HZ: designa requerimientos de H difusible (16, 8, 4 2) EJEMPLOS E120C-K4-H4: alambre tubular para soldadura en toda posicin bajo proteccin de Ar / 525 % CO2 que deposita un acero de baja aleacin segn K4 que presenta 4 mL de H difusible / 100 g de metal depositado, mximo E80C-Ni2: alambre tubular para soldadura en toda posicin bajo proteccin de Ar / 1-% O2, que deposita un acero de baja aleacin segn Ni2 2. PROCESO DE SOLDADURA AUTOMTICA POR ARCO SUMERGIDO-SAW 2.1. CARACTERSTICAS DEL PROCESO Proceso que utiliza un alambre continuo (macizo o tubular) como electrodo y una capa de fundente granular que cubre el arco; no se utiliza proteccin gaseosa externa. Dicho fundente cumple muchas de las funciones del revestimiento del electrodo manual y del relleno de los alambres tubulares. No hay proteccin gaseosa sino de fundente en estado lquido, si bien se producen gases en el arco, pero en poca cantidad. Ventajas: al estar el arco sumergido, no hay salpicaduras ni generacin de humos (esto lo hace muy interesante desde el punto de vista ecolgico) alta densidad de corriente, aumenta la penetracin y disminuye la necesidad de preparacin de junta (ms econmico) altas velocidades de soldadura y de deposicin bajo costo por unidad de longitud de soldadura el fundente acta como receptor de contaminantes tales como oxgeno, nitrgeno, fsforo y azufre (dependiendo del fundente) excelentes propiedades mecnicas (dependiendo del fundente) se puede obtener depsitos de muy bajo hidrgeno (dependiendo del fundente) insensible al viento mnimo entrenamiento del soldador
* la escoria puede ser reciclada en algunos casos y no indefinidamente Limitaciones: el costo inicial del equipo es muy alto la escoria debe ser removida antes de la pasada siguiente debido al alto aporte trmico, se usa para grandes espesores slo se puede usar en posicin plana o con una muy leve inclinacin
2.1.1. Aplicaciones
1,6 a 12 mm sin preparacin 6,3 a 25 mm con bordes mecanizados para una pasada para multipasada no hay lmite rango de corriente: de 50 a 2000 A, tpico: 200 a 1500 A (un alambre) todas aqullas en que pueda usarse electrodo manual o soldadura semiautomtica, siempre que la pieza pueda ser posicionada y los espesores sean grandes materiales: aceros al C y de baja aleacin; aceros inoxidables; aleaciones base Ni es ampliamente utilizado en soldadura de recargue (surfacing welds)
espesores:
2.1.2. Modos de aplicacin Semiautomtico: con torcha de mano que suministra el fundente y el alambre (el fundente puede ser aplicado por gravedad o a presin). Se usa con alambres de pequeos dimetros y moderadas velocidades de soldadura Automtica: el equipo ejecuta la soldadura en forma integral, es autoajustable (soldadura de caos con costura) Mecanizada: el operador posiciona el equipo en el lugar de trabajo, ajusta los parmetros, arranca la soldadura y la detiene
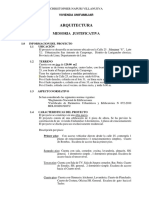
Puede usarse uno o varios alambres, una fuente con dos alambres (twin arc) o en tndem, dos alambres y dos fuentes, tambin doble tndem: la tecnologa del uso de varios alambres es una especialidad dentro de la soldadura con SAW. Para la soldadura por arco sumergido ms utilizada, con un solo alambre, el equipo necesario est formado por: a- una fuente de energa elctrica de corriente continua o alterna, de tensin constante b- un devanador que alimente el alambre en forma continua por medio de un mecanismo de traccin similar al utilizado en MIG-MAG c- una tolva que alimente el fundente d- un mecanismo de traslacin que desplace, con velocidad regulable, alambre y fundente en forma automtica, a lo largo de la junta a soldar e- un sistema de reciclado del fundente no utilizado La Figura 2.1 muestra el circuito completo para la soldadura por SAW.
Figura 2.1. Esquema del circuito necesario para la soldadura SAW.
8
Este mtodo es automtico y el hombre que lo realiza se conoce como operador y no como soldador, porque no requiere habilidad manual con la pinza, torcha o pistola, sino que debe saber operar el equipo segn las instrucciones o parmetros que le suministren de acuerdo con el procedimiento de soldadura. Los rendimientos de kg de metal depositado por hora son mucho ms elevados que en soldadura manual con electrodo revestido y un poco mayor que con semiautomtica, porque se usan fuentes de poder de alto amperaje (entre 800 / 1500 A). 2.1.3. Seleccin de los parmetros de soldadura. La seleccin de los parmetros de soldadura ms convenientes para el espesor de chapa y preparacin de junta a soldar es muy importante, a los efectos de lograr soldaduras libres de defectos tales como fisuras, poros y socavacin lateral. Las variables a ser consideradas son las siguientes: polaridad: con CC(+) se logra mayor penetracin, mejor aspecto superficial y mayor resistencia a la porosidad. Con CC(-) se obtiene mayor velocidad de deposicin con menor penetracin corriente de soldadura: determina en forma directa la penetracin y la velocidad de deposicin, aumentando ambas con el incremento de corriente dimetro de alambre: para una dada corriente, aumentando el dimetro se reduce la penetracin, el arco se torna ms inestable y se dificulta su encendido tensin de arco: al aumentar la tensin se incrementan la dilucin y el ancho del cordn y disminuye la sobremonta; al mismo tiempo aumenta la cantidad de fundente que se funde con igual cantidad de alambre, lo que afecta a la composicin qumica del metal de soldadura en el caso de emplear fundentes activos. Ver pgina 63. velocidad de avance: al aumentar la velocidad de traslacin del arco disminuyen el ancho del cordn y la penetracin, incrementndose el riesgo de porosidad longitud libre del alambre: con un incremento de la misma se aumenta la velocidad de deposicin y decrece la penetracin inclinacin del alambre: tiene un efecto considerable sobre la penetracin y sobre las eventuales socavaduras espesor de la capa de fundente: una capa de fundente de poco espesor puede producir porosidad por una inadecuada proteccin del metal fundido; por otro lado, una capa muy gruesa desmejora el aspecto del cordn y puede conducir a derrames del metal fundido en soldaduras circunferenciales y producir dificultades para la remocin de la escoria en chaflanes profundos
2.2. CONSUMIBLES PARA SAW
El par fundente / alambre, sea ste macizo o tubular, es el consumible para este proceso y como tal se clasifica. De todos modos la descripcin de cada uno de los integrantes del par, puede hacerse separadamente. 2.2.1. Caractersticas de los fundentes (fluxes) Los fundentes para SAW se caracterizan por: el tamao de grano 0,15 a 2 mm (mallas 12 x 100)
el nmero menor indica la malla a travs de la cual pasa el 100 % y el mayor, la malla en la cual se retiene el 95 % (siempre se generan finos) la densidad aparente habilidad de flujo capacidad de reciclado parmetros de soldadura g/mL (importante para calcular consumo) g/s o mL/s (importante para la recuperacin) depende del tipo de flux dependen del tipo de flux
FABRICACIN DE FUNDENTES
Fundentes fundidos mezcla seca en polvo fusin de los ingredientes colada en hmedo o en seco molienda y secado (si es necesario) tamizado (*) embalado
Fundentes aglomerados mezcla seca en polvo agregado de aglutinante y mezclado aglomerado por agitacin secado en horno tamizado (*) embalado
(*) los finos se reciclan en el fundido o aglomerado segn corresponda y los gruesos se muelen nuevamente
2.2.2. Clasificacin 2.2.2.1. De acuerdo con el proceso de fabricacin, que determinar las condiciones de almacenaje y la necesidad de secado extra. Hay que tener especial cuidado si hay agua
10
de cristalizacin porque puede generar H difusible con la posibilidad de producir fisuracin en fro o si hay inclusiones metlicas. Pueden ser fundidos, aglomerados o sinterizados. Fundidos: pueden recibirse en agua (ya estn en la granulometra aproximada pero hay que secarlos y tamizarlos) o en briquetas (hay que molerlos y tamizarlos, pero no se secan). No se colocan desoxidantes porque durante la fusin se oxida todo. Aglomerados: las materias primas se empastan con un aglutinante (silicatos de sodio, potasio y/o litio), hay que secarlos, molerlos y tamizarlos. Son higroscpicos, deben ser resecados antes de ser usados, en las aplicaciones demandadas de calidad radiogrfica y bajo H. Pueden ser fabricados en una diversidad de composicin qumica y se colocan desoxidantes, con lo que se obtienen las mejores propiedades mecnicas del depsito. Son ms frgiles que los fundidos. Sinterizados: se fabrica un bizcocho con las materias primas mezcladas a 1000 C, luego se muelen. Su fabricacin no es muy importante actualmente. COMPARACIN DE FUNDENTES FUNDIDOS Y AGLOMERADOS Fundentes fundidos Ventajas Buena homogeneidad qumica Fcil remocin de finos sin afectar la composicin qumica Normalmente, no son higroscpicos, lo que simplifica el manipuleo, el almacenaje y los problemas de soldadura Permiten el reciclado a travs del alimentador y el recuperador sin cambio significativo en el tamao de partcula o en su composicin En general, muy buen desprendimiento de escoria Hasta 2000 A, entonces mayor velocidad de soldadura Desventajas No es posible agregar desoxidantes ni aleantes (todo se oxida) Son activos y mayormente cidos (alto contenido de O) Fundentes aglomerados Ventajas Se agregan desoxidantes, puede obtenerse bajos contenidos de O, mejor tenacidad Pueden ser aleados (soldadura de recargue) Permiten usar mayor espesor de capa de fundente, mayor proteccin Se puede usar colores para la identificacin Desventajas Son higroscpicos Posible cambio en la composicin del fundente debido a la segregacin de partculas finas (normalmente metlicas) Hasta 1000 A, entonces menor velocidad de avance El menor nivel de hidrgeno difusible en el metal depositado, generalmente se obtiene con fundentes aglomerados
11
2.2.2.2. De acuerdo con el ndice de basicidad de la escoria o ndice de Boniszewsky ndice de basicidad de la escoria: cociente entre la suma de los componentes bsicos y la suma de los componentes cidos de la escoria, todos en % (p/p)
CaO+ CaF2+MgO+K2O+Na2O+Li2O+BaO+SrO+ (MnO+FeO) IB= -------------------------------------------------------------------------------------SiO2+ (Al2O3+TiO2+ZrO2) IB > 2,5 se consideran totalmente bsicos o fully basic IB entre 2,5 y 1,5 se consideran bsicos IB entre 1,5 y 1,0 se consideran neutros IB < 1,0 se consideran cidos La composicin qumica del fundente sirve para saber a priori si un determinado fundente permitir obtener adecuada tenacidad. Cuanto ms bsico es un fundente mayor es la posibilidad de tener bajo oxgeno en el metal depositado y mayor la de obtener alta tenacidad a bajas temperaturas. mayor la posibilidad de obtener bajo hidrgeno difusible menor el amperaje mximo con buen funcionamiento peor el desprendimiento de escoria menor la tolerancia al xido, aceites, etc.
2.2.2.3. De acuerdo con la posibilidad de incorporar aleacin al metal depositado o no Activos: transfieren elementos de aleacin al metal depositado, normalmente Mn y Si, adems Cr, Mo, etc. Inactivos o no activos (en la literatura aparecen como neutros): no lo hacen o muy poco y algunos slo transfieren Si.
Figura 2.2. Efecto del voltaje de arco sobre la cantidad de fundente fundido.
12
Si transfieren elementos de aleacin al depsito es porque dichos elementos estn en el fundente y no en el alambre, por lo que su concentracin aumenta con el voltaje de arco, ya que al aumentar ste, aumenta el cono fundido de flux. Ver Figura 2.2
2.2.2.4. De acuerdo con la composicin qumica del fundente Segn el IIW (Instituto Internacional de Soldadura) se clasifican: MS: manganeso-silicato AR: almina-rutilo AB: almina-bsico BF: bsico-fluoruro BF: bsico-fluoruro MnO+SiO2 > 50% Al2O3+TiO2 > 45% Al2O3+CaO+MgO > 45% CaO+MgO+MnO+CaF2 > 50% CaO+MgO+MnO+CaF2 > 50%
La composicin qumica del fundente afecta la composicin qumica del metal depositado y sta afecta la microestructura que a su vez genera determinadas propiedades mecnicas. Esta clasificacin tiene slo inters acadmico. 2.2.3. Caractersticas de los alambres Los alambres para SAW pueden ser macizos o tubulares. Con estos ltimos aumenta la velocidad de deposicin con el mismo dimetro, al mismo amperaje. Alambres macizos ms comunes: de acuerdo con las normas DIN y AWS, se tienen: DIN EM 756:2004 S1 S2Si S4 AWS A5.17/A5.17M:97 (R2007) equivale aproximadamente al EL12 EM12K EH14
S4 (2 Mn) 0,10-0,20 1,70-2,20 0,10
alambre C Mn Si
S1 (0,5 Mn) 0,04-0,14 0,25-0,60 0,10
S2Si (1 Mn) 0,05-0,15 0,80-1,25 0,10-0,35
Valores nicos son mximos
4.5.4. Normas AWS que clasifican el par fundente / alambre AWS A5.17/A5.17M-97(R2007): Specification for Carbon Steel Electrodes and Fluxes for Submerged Arc Welding Especificacin para electrodos y fundentes para soldadura por arco sumergido de aceros al carbono
13
AWS A5.23/A5.23M-2007: Specification for Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding Especificacin para electrodos y fundentes para soldadura por arco sumergido de aceros de baja aleacin Las normas clasifican el par fundente / alambre en funcin de: la composicin qumica del metal de aporte puro las propiedades de traccin del metal de aporte puro las propiedades de impacto Charpy-V del metal de aporte puro
determinndose las propiedades mencionadas en forma similar a la descripta para los electrodos manuales revestidos, recurrindose a las tablas de las normas para acceder a los requerimientos a satisfacer.
IDENTIFICACIN de consumibles para aceros al carbono Norm AWS A5.17/A5.17M-97(2007): Specification for Carbon Steel Electrodes and Fluxes for Submerged Arc Welding FSXYZ-ECXXX-HX MANDATORIO F: Indica un fundente para arco sumergido S: Indica que el fundente que est siendo clasificado se fabrica slo con escoria fundida molida o es una mezcla de escoria y fundente nuevo (virgen). La omisin de la S indica que el fundente es virgen X: Indica la mnima resistencia a la traccin [en incrementos de 10 megapascales (MPa) o 10000 psi] del metal depositado con el fundente y un electrodo de una determinada clasificacin bajo las condiciones de soldadura indicadas en la norma Y: Designa la condicin de tratamiento trmico postsoldadura a que se someti la probeta: A para as welded o sea como soldado, sin tratamiento trmico post-soldadura (PWHT) y P con tratamiento. El tiempo y la temperatura del PWHT se especifican en la norma. Z: Indica la temperatura en C (o F) a la cual o por encima de, se obtienen 27 J (o 20 ft.lbs) de energa absorbida en el ensayo de impacto Charpy-V. ECXXX: Clasificacin del electrodo utilizado con el fundente en cuestin. La letra E en la primera posicin indica electrodo. La letra C cuando est presente en la segunda posicin indica que el electrodo es tubular. La omisin de la C indica que el electrodo es macizo. OPCIONAL HX: Designa el nivel de hidrgeno difusible
EJEMPLO F7A6-EM12K es la designacin completa de un par fundente alambre en el que el fundente es virgen y producir un metal depositado en la condicin como soldado, con una RT de 70000 a 95000 psi y Charpy-V de 20 fl.lbf a -60F cuando se suelda con el alambre EM12K
14
F48A5-EM12K (Sistema Internacional) con RT 480 a 660 MPa y 27 J a 51 C
IDENTIFICACIN de consumibles para aceros de baja aleacin ANSI/AWS A5.23/A5.23M:2007: Specification for Low-Alloy Steel Electrodes and Fluxes for Submerged Arc Welding FSXXX-ECXXXN-YYNHX MANDATORIO F: Indica un fundente para arco sumergido S: Indica que el fundente que est siendo clasificado se fabrica slo con escoria fundida molida o es una mezcla de escoria y fundente nuevo (virgen). La omisin de la S indica que el fundente es virgen X: Indica la mnima resistencia a la traccin [en incrementos de 10 megapascales (MPa) o 10000 psi] del metal depositado con el fundente y un electrodo de una determinada clasificacin bajo las condiciones de soldadura indicadas en la norma X: Designa la condicin de tratamiento trmico postsoldadura (PWHT) a que se someti la probeta: A para as welded (como soldado) y P con tratamiento. El tiempo y la temperatura del PWHT se especifican en la norma. X: Indica la temperatura en C (o F) a la cual o por encima de, se obtienen 27 J (o 20 ft.lbs) de energa absorbida en el ensayo de impacto Charpy-V ECXXX: Clasifica al electrodo utilizado con el fundente en cuestin. La letra E en la primera posicin indica electrodo. La letra C, cuando est presente en la segunda posicin, indica que el electrodo es tubular (composite). La omisin de la C indica que el electrodo es macizo YY: Indica la composicin qumica del depsito obtenido OPCIONAL N: Indica requerimientos especiales para uso nuclear HX: Designa el nivel de hidrgeno difusible EJEMPLO F9P0-EB3-B3 es la designacin completa de un par fundente / alambre en el que el fundente es virgen y el alambre macizo de tipo EB3, producir un metal depositado con tratamiento trmico, con una RT de 90000 a 110000 psi y Charpy-V de 20 fl.lbf a 0F; la composicin del aporte responder a la clasificacin B3 dem: F62P2-EB3-B3 (Sistema Internacional) con RT 620 a 760 MPa y 27 J a 20 C
15
Potrebbero piacerti anche
- Soldadura con alambre tubular. FMEC0210Da EverandSoldadura con alambre tubular. FMEC0210Nessuna valutazione finora
- Factores que han llevado al mayor uso de soldadura FCAWDocumento5 pagineFactores que han llevado al mayor uso de soldadura FCAWjeefreyNessuna valutazione finora
- FcawDocumento51 pagineFcawLuis Enrique Maldonado Grande100% (1)
- FCAWDocumento8 pagineFCAWMaritza100% (1)
- Soldeo SAW: Proceso y AplicacionesDocumento43 pagineSoldeo SAW: Proceso y Aplicacioneslabarta artal SERGIO100% (1)
- Proceso MCAWDocumento43 pagineProceso MCAWDavid CandoNessuna valutazione finora
- Tema 10 - Soldadura TIGDocumento36 pagineTema 10 - Soldadura TIGCarlos Quispe Martinez100% (1)
- Proceso de Soldadura FCAWDocumento51 pagineProceso de Soldadura FCAWWakner Froylan100% (4)
- Fcaw TR1Documento12 pagineFcaw TR1takeo Ramos chaconNessuna valutazione finora
- Clasificacion de Electrodo-FcawDocumento4 pagineClasificacion de Electrodo-FcawEddieJhonC.OrdoñoNessuna valutazione finora
- Fcaw TR1Documento10 pagineFcaw TR1takeo Ramos chaconNessuna valutazione finora
- Proceso MCAWDocumento41 pagineProceso MCAWwgomez_17554367% (6)
- Construcción de La Derivación de Una Línea de Tubería para Transporte de Petróleo.Documento11 pagineConstrucción de La Derivación de Una Línea de Tubería para Transporte de Petróleo.Cesar CB100% (3)
- Saw Arco SumergidoDocumento106 pagineSaw Arco SumergidoPablo Leal Aguero100% (1)
- Defectos GmawDocumento7 pagineDefectos GmawEnrique Tavira100% (1)
- Defectos 2Documento34 pagineDefectos 2francescoNessuna valutazione finora
- Examen 1 - Smaw - DesarrolloDocumento6 pagineExamen 1 - Smaw - DesarrolloRoy Juan Mendoza Palma100% (1)
- Proceso MCAWDocumento38 pagineProceso MCAWJE JosephNessuna valutazione finora
- BorradorDocumento2 pagineBorradorRodmi Torres PeraltaNessuna valutazione finora
- Avance Del Foro Plasma 2Documento2 pagineAvance Del Foro Plasma 2delhuXD xNessuna valutazione finora
- Parametros de Soldadura GmawDocumento99 pagineParametros de Soldadura GmawJose CaroNessuna valutazione finora
- Saw PDFDocumento69 pagineSaw PDFluiscalderas1100% (1)
- Fisuración en CalienteDocumento5 pagineFisuración en Caliente14475Nessuna valutazione finora
- 7 Ejercicios SimbologíaDocumento3 pagine7 Ejercicios SimbologíaMau Atenas PerezNessuna valutazione finora
- Foro Tematico Juan Barrera Garcia M.S.MDocumento6 pagineForo Tematico Juan Barrera Garcia M.S.MJuan Barrera GarcíaNessuna valutazione finora
- Tesis para El SENATI (VºBº) ...Documento79 pagineTesis para El SENATI (VºBº) ...Aldo Aspilcueta Caya100% (4)
- Caso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoDocumento4 pagineCaso Construccion de La Derivacion de Una Linea de Tuberia para Transporte de PetroleoHugo Ferro Cuellar50% (2)
- Examen GtawDocumento5 pagineExamen Gtawnicolas100% (1)
- Examen FCAW proceso soldaduraDocumento5 pagineExamen FCAW proceso soldadurajuan cesar0% (1)
- Capítulo 6 - El Proceso de Soldadura Por Arco SumergidoDocumento18 pagineCapítulo 6 - El Proceso de Soldadura Por Arco SumergidoRojo FelixNessuna valutazione finora
- Proceso FCAW: Características y AplicacionesDocumento38 pagineProceso FCAW: Características y AplicacionesValeriaNessuna valutazione finora
- Proceso FCAWDocumento59 pagineProceso FCAWCarlos Principe100% (2)
- Guía de 40 pasos para la soldaduraDocumento3 pagineGuía de 40 pasos para la soldaduraAngel Josue Valdez ValeroNessuna valutazione finora
- Foro TemáticoDocumento3 pagineForo TemáticoRigel OriónNessuna valutazione finora
- tr1 Soldadura Mig MagDocumento12 paginetr1 Soldadura Mig MagKisley GarciaNessuna valutazione finora
- Fisuracion en Soldadura PDFDocumento5 pagineFisuracion en Soldadura PDFCamiloVinchiraNessuna valutazione finora
- Diapositivas Proceso FcawDocumento19 pagineDiapositivas Proceso Fcawcarlos100% (1)
- Libro VI - Corte Por PlasmaDocumento4 pagineLibro VI - Corte Por PlasmaEduardo LLERENA LOPEZNessuna valutazione finora
- Comparacion de Procesos de Soldadura Gmaw, Fcaw y McawDocumento5 pagineComparacion de Procesos de Soldadura Gmaw, Fcaw y McawAnonymous m43RBxOVZ2Nessuna valutazione finora
- Plan de Trabajo Del EstudianteDocumento10 paginePlan de Trabajo Del EstudianteCinthia ricalesNessuna valutazione finora
- Prueba de Caldereria IDocumento3 paginePrueba de Caldereria Ilucia rojas moreno100% (1)
- Presentación 1Documento12 paginePresentación 1JOSE DALTON63% (8)
- Soldadura Fcaw PDFDocumento36 pagineSoldadura Fcaw PDFfreddy.sucuytana100% (3)
- Informe de FcawDocumento20 pagineInforme de FcawAnonymous pOMF80hBTNessuna valutazione finora
- TR - Tig (Gmaw)Documento11 pagineTR - Tig (Gmaw)Alexis Peña100% (1)
- Parte A Problemas WisDocumento111 pagineParte A Problemas WisMaría Moreno100% (1)
- Gases Utilizados en Corte PlasmaDocumento7 pagineGases Utilizados en Corte PlasmaJhonatan Paolo Sosa PauliniNessuna valutazione finora
- Ficha Tecnica Exatub 81 Ni2Documento1 paginaFicha Tecnica Exatub 81 Ni2Ngro Quinapaxi GonzalezNessuna valutazione finora
- Soldadura Mig Mag II Sem S-1 (202220)Documento43 pagineSoldadura Mig Mag II Sem S-1 (202220)Dany YordanNessuna valutazione finora
- FCAWDocumento10 pagineFCAWCarlos Cayo100% (1)
- 18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFDocumento96 pagine18 IWE - Tema 1.13. Procesos de Corte, Punzonado y Preparación de Bordes PDFauro01Nessuna valutazione finora
- Trabajo Final (Gonzales)Documento9 pagineTrabajo Final (Gonzales)Antony Ll0% (1)
- Terminologia y Preparacion de Las Juntas PDFDocumento48 pagineTerminologia y Preparacion de Las Juntas PDFAndy ChrisNessuna valutazione finora
- 12a - Proceso Por Arco SumergidoDocumento73 pagine12a - Proceso Por Arco SumergidoluisNessuna valutazione finora
- DIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)Documento20 pagineDIAPOSTIVAS de Recuperación Por Soldadura. (Paccaya Zinanyuca Nestor)nestor paccayaNessuna valutazione finora
- Preguntas Proceso GtawDocumento4 paginePreguntas Proceso GtawDavox Herrera100% (1)
- Propiedades del acero A572 GR50 y parámetros de soldadura FCAW para estructurasDocumento4 paginePropiedades del acero A572 GR50 y parámetros de soldadura FCAW para estructurasCristian Quispe0% (1)
- FCAW-G y FCAW-S ConsultaDocumento3 pagineFCAW-G y FCAW-S ConsultaPaul RochaNessuna valutazione finora
- Posicion 3f y 3gDocumento11 paginePosicion 3f y 3gGerli Teran100% (1)
- Cuaderno de Informes Sem 3 SeDocumento19 pagineCuaderno de Informes Sem 3 SeRODRIGO ARTURO ESQUIVEL JIMENEZ100% (1)
- Ensayos de Plegado Según Norma ArgentinaDocumento12 pagineEnsayos de Plegado Según Norma ArgentinaAndres_Pastor1987100% (1)
- Conarco Boletín - Técnico - Nro 124Documento36 pagineConarco Boletín - Técnico - Nro 124J Ferreyra LibanoNessuna valutazione finora
- IRAM-IAS U 500-104 - Brinell PDFDocumento16 pagineIRAM-IAS U 500-104 - Brinell PDFAndres_Pastor1987100% (3)
- Norma de Ensayos de Tracción U 500 102 1Documento24 pagineNorma de Ensayos de Tracción U 500 102 1Andres_Pastor1987100% (5)
- Problemas en Soldadura SemiautomáticaDocumento32 pagineProblemas en Soldadura SemiautomáticaAndres_Pastor1987Nessuna valutazione finora
- Uniones Soldadas Quinta EdicionDocumento21 pagineUniones Soldadas Quinta EdicionpelosyoNessuna valutazione finora
- Especificación Técnica AISI 420Documento1 paginaEspecificación Técnica AISI 420Andres_Pastor1987Nessuna valutazione finora
- Ensayo de impacto en acero con probeta en VDocumento13 pagineEnsayo de impacto en acero con probeta en VAndres_Pastor1987Nessuna valutazione finora
- Hola Que Tal, by Stephen KingDocumento1 paginaHola Que Tal, by Stephen KingAndres_Pastor1987Nessuna valutazione finora
- InnovacionesTecnológicas (Aplicaciones)Documento28 pagineInnovacionesTecnológicas (Aplicaciones)Andres_Pastor1987Nessuna valutazione finora
- Revisión Bibliografica (Ampliada)Documento21 pagineRevisión Bibliografica (Ampliada)Andres_Pastor1987Nessuna valutazione finora
- Esab ConarcoDocumento28 pagineEsab Conarcocarlos_cubasvNessuna valutazione finora
- Revisión Bibliografica (Ampliada)Documento21 pagineRevisión Bibliografica (Ampliada)Andres_Pastor1987Nessuna valutazione finora
- AlambreTubular (Aplicaciones)Documento40 pagineAlambreTubular (Aplicaciones)Andres_Pastor1987Nessuna valutazione finora
- Problemas Con Soldadura TIG-MIGDocumento24 pagineProblemas Con Soldadura TIG-MIGAndres_Pastor1987Nessuna valutazione finora
- ProcesosCorte-Fabricación (Aplicaciones) PDFDocumento44 pagineProcesosCorte-Fabricación (Aplicaciones) PDFAndres_Pastor1987Nessuna valutazione finora
- Problemas Con Soldadura TIG-MIGDocumento24 pagineProblemas Con Soldadura TIG-MIGAndres_Pastor1987Nessuna valutazione finora
- Esab ConarcoDocumento28 pagineEsab Conarcocarlos_cubasvNessuna valutazione finora
- ProcesosCorte-Fabricación (Aplicaciones) PDFDocumento44 pagineProcesosCorte-Fabricación (Aplicaciones) PDFAndres_Pastor1987Nessuna valutazione finora
- Desgaste OxidativoDocumento36 pagineDesgaste OxidativoAndres_Pastor1987Nessuna valutazione finora
- Soldabilidad de Aceros EstructuralesDocumento24 pagineSoldabilidad de Aceros EstructuralesJohnser97100% (1)
- AlambreTubular (Aplicaciones)Documento40 pagineAlambreTubular (Aplicaciones)Andres_Pastor1987Nessuna valutazione finora
- Articulo de Ensilado de AjonjoliDocumento6 pagineArticulo de Ensilado de AjonjoliJose Alonso GaleanaNessuna valutazione finora
- Mecanica de Suelos 1 InformeDocumento9 pagineMecanica de Suelos 1 InformejuanaNessuna valutazione finora
- Propiedades Fisicoquimicas Tabla PeriódicaDocumento10 paginePropiedades Fisicoquimicas Tabla PeriódicaIsrael ReyesNessuna valutazione finora
- Industria Carboquímica: Procesos y ProductosDocumento40 pagineIndustria Carboquímica: Procesos y Productosyesicaloay100% (1)
- Tipos de tubería eléctricaDocumento3 pagineTipos de tubería eléctricaIvanna Meraz75% (4)
- PAB esmalte alquidálicoDocumento3 paginePAB esmalte alquidálicoAngel Daniel Cruz VarguezNessuna valutazione finora
- Introducción Atadura Plástica Lateral (Ó de Cuello)Documento1 paginaIntroducción Atadura Plástica Lateral (Ó de Cuello)eric rojas salgadoNessuna valutazione finora
- Etnografia para La Terapia OcupacionalDocumento26 pagineEtnografia para La Terapia Ocupacionalsandraw39712Nessuna valutazione finora
- TF Procesos de Manufactura 03-07-17Documento36 pagineTF Procesos de Manufactura 03-07-17SheyeneLeonNessuna valutazione finora
- Actividad ExperimentalDocumento4 pagineActividad ExperimentalabisonicaNessuna valutazione finora
- ANDRES P. REDONDO Prediccion de La ViolenciaDocumento17 pagineANDRES P. REDONDO Prediccion de La ViolenciayogastonNessuna valutazione finora
- ProyFinal U5 M.5s PDFDocumento47 pagineProyFinal U5 M.5s PDFevelio mooNessuna valutazione finora
- 08 - 0129 - ME Efectos Contaminacion Salina en Lineas de Alta TensionDocumento167 pagine08 - 0129 - ME Efectos Contaminacion Salina en Lineas de Alta Tensionsalmo83:18Nessuna valutazione finora
- Leche ConcentradaDocumento103 pagineLeche ConcentradaDiegoPila55Nessuna valutazione finora
- EIA CurtiembreDocumento23 pagineEIA CurtiembreMati CesarNessuna valutazione finora
- Informe de Practica de Fundicion en ArenaDocumento12 pagineInforme de Practica de Fundicion en ArenaPaul Quimbiamba100% (2)
- Especificaciones técnicas de servicios provisionales y seguridad en construcciónDocumento33 pagineEspecificaciones técnicas de servicios provisionales y seguridad en construcciónJuan David Quispe VilcanquiNessuna valutazione finora
- NotaTecnica Faja LumbarDocumento8 pagineNotaTecnica Faja LumbarCa MiloNessuna valutazione finora
- NUEVAS EMPRESAS DE BASE TECNOLOGICAS - Plan Negocios TiDocumento170 pagineNUEVAS EMPRESAS DE BASE TECNOLOGICAS - Plan Negocios TiRobert Orosco B.Nessuna valutazione finora
- El Tablero de Bambú PrensadoDocumento14 pagineEl Tablero de Bambú PrensadoLuis AlbertoNessuna valutazione finora
- Balcan CR 00203-B Planta BALCAN Reciclaje Lamparas para Costa Rica 2011 01-ADocumento28 pagineBalcan CR 00203-B Planta BALCAN Reciclaje Lamparas para Costa Rica 2011 01-AWolfessig TorkuhlNessuna valutazione finora
- CementosResinasDentalesDocumento31 pagineCementosResinasDentalesnicolecastrojaraNessuna valutazione finora
- Especificaciones de Los Discos de FrenosDocumento13 pagineEspecificaciones de Los Discos de FrenosRigelDidierLopezWongNessuna valutazione finora
- Practica 5Documento3 paginePractica 5Jhon FloresNessuna valutazione finora
- Memoria Descriptiva Arquitectura LicenciaDocumento17 pagineMemoria Descriptiva Arquitectura LicenciaaldanaNessuna valutazione finora
- Horno SolarDocumento13 pagineHorno SolarMichael Frehs LoveNessuna valutazione finora
- Diagnóstico económico de La BreaDocumento18 pagineDiagnóstico económico de La BrealauraBasto97Nessuna valutazione finora
- Informe 5 Elaboracion de MantequillaDocumento9 pagineInforme 5 Elaboracion de MantequillaBetty Acero ChoqueNessuna valutazione finora
- Ficha Santa MariaDocumento66 pagineFicha Santa MariaJos CabreraNessuna valutazione finora
- Participación PolíticaDocumento12 pagineParticipación PolíticaEli GtNessuna valutazione finora