Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Equipos y Sistemas para Prevenir Accidentes en La Acería
Caricato da
richardson342Titolo originale
Copyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Equipos y Sistemas para Prevenir Accidentes en La Acería
Caricato da
richardson342Copyright:
Formati disponibili
actualizacin tecnolgica
El resguardo del factor humano:
Equipos y sistemas para prevenir accidentes en la acera
Por Jorge Madas*
La prevencin de accidentes es una tarea prioritaria en las plantas siderrgicas. Si bien el factor humano es central, es importante al programar inversiones tener en cuenta aquellos equipos y sistemas que puedan ser tiles al objetivo de la disminucin de accidentes.
Introduccin
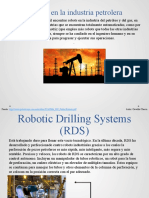
En este trabajo se hace referencia a los equipos y sistemas que juegan un papel en la prevencin de accidentes en las aceras. Se hace mencin a aspectos como el control de la radiactividad de la chatarra, la minimizacin de riesgos elctricos, la deteccin del espumado de la escoria en convertidores, los sistemas para prevencin de accidentes en el manejo de gras, particularmente cuando la carga es de metal lquido, el uso de robots para diversas funciones en hornos y en colada continua, la prevencin de perforaciones de revestimientos de cucharas y repartidores y la aplicacin de sistemas de colado sumergido en aceras que producen palanquillas para productos largos comunes y otros aspectos del equipamiento de las aceras que conducen a la minimizacin de accidentes.
Cuando una fuente radioactiva se funde, la radioactividad no se destruye; simplemente se distribuye entre los productos del proceso: el acero, la escoria y el polvo en los gases de escape. El accidente radiolgico sucedido en 1984 en una acera hoy abandonada en Ciudad Jurez, Mxico, abri el camino para el desarrollo de una tarea de prevencin. sta se acentu luego de un accidente similar en Acerinox, Cdiz, Espaa, en 1998; en este ltimo caso ya haba equipos de deteccin funcionando, pero no registraron la radioactividad. Algunos radioistopos son voltiles a las temperaturas de proceso, forman parte de los gases de escape, se condensan fuera del horno y se depositan en las caeras y junto al polvo de horno en la planta de limpieza de gas. Ha habido muchos incidentes de ese tipo (entre ellos el de Acerinox), todos con cesio 137 [1]. El nivel de radioactividad en el ambiente de trabajo es bajo; el personal no ha recibido en esos casos dosis en exceso del lmite anual de 1 miliSievert permitido para el pblico en general. Se requieren medidas de descontaminacin de caeras y de cambio de los filtros bolsa que retienen los polvos que salen del horno con el gas de escape. En algunos pocos casos se ha detectado radioactividad concentrada en la escoria (quizs porque es poco controlada). Los radioistopos que pasan a la escoria incluyen el radio y los actnidos (torio, uranio, plutonio, americio). Emiten radiacin alfa, por lo que el principal riesgo es cuando se absorben en el cuerpo. Si la escoria permanece de tamao grande, la exposicin
Control de la chatarra
El control de la chatarra tiene diversos aspectos que se refieren a la economa del proceso y a la calidad del acero a obtener, pero tambin a la prevencin de accidentes. Algunos son cubiertos mediante el entrenamiento del personal involucrado, en el reconocimiento de los elementos que pueden dar lugar a explosiones en los hornos, como es el caso de proyectiles, cilindros hidrulicos y garrafas. Otros requieren equipamiento especfico, como es el caso de evitar el ingreso de chatarra con radioactividad.
* Gerente empresa Metallon, Argentina.
32
de los trabajadores a la radiacin es muy baja. El problema estara si la escoria se pulveriza, ya que puede ser inhalada. La contaminacin con cobalto 60 se concentra en el metal. Los operadores de la acera no estn en general sometidos a exposiciones que impliquen una dosis mayor que el lmite tolerado. Los riesgos son ms importantes para personas que estn tiempos largos cerca del parque de planchones. Tambin es necesario descontaminar el horno elctrico. Hay disponibilidad de equipamiento para el control del ingreso de los camiones y tambin en las gras que movilizan la chatarra (Figuras 1 y 2). Pueden ser empleados platos magnticos o gras de tipo pulpo. En estos dispositivos se instalan detectores de radiacin. Durante este monitoreo adicional se pueden detectar, como segunda barrera, materiales radiactivos que pudieran no ser registrados por los portales. Al tomar pequeas cantidades de chatarra con estos dispositivos, aumenta la eficiencia de deteccin. Una vez que se determina la presencia de material radiactivo dentro de un envo de chatarra, se separa el material y se lo diferencia de aqul que no presenta un riesgo. Luego se localiza en qu parte de la carga se detecta un aumento del nivel de radiacin y se determina el tipo de pieza que se encontr, para investigar su origen. Finalmente, la identificacin del tipo e istopo presente, permite establecer los mecanismos para su manipulacin, sin riesgos para el personal especializado, utilizando las medidas de seguridad radiolgicas que el caso requiera [2].
Figura 1 Portal para control de radioactividad en chatarra cargada en camiones [2]
Figura 2 Gras con dispositivos para control de la radioactividad en la chatarra [2]
Figura 3 Diez problemas importantes con relacin a accidentes en empresas siderrgicas en los EE. UU. segn la OSHA, de octubre de 2008 a septiembre de 2009 [3]
25 20 15 10 5 0 Energa mecnica Requerimiento de autorizacin en espacio confinado Bloqueo y etiquetado Equipos y mtodos de cableado Requerimientos generales para mquinas Camiones industriales Gras Pisos y agujeros Carga Eslingas
33
25
20
19 16 15 12 12 12 11 11
Riesgos elctricos
La falta de bloqueo y etiquetado de equipos o instalaciones o la violacin de las indicaciones, es un factor importante en la generacin de accidentes en las plantas siderrgicas. A ttulo de ejemplo, en la Figura 3 se presenta una estadstica llevada por la Administracin de Seguridad e Higiene Laboral de los EE. UU. (OSHA, por sus iniciales en ingls). La norma de la OSHA sobre el control de energa peligrosa (Candado/Etiqueta), trata de las prcticas y de los procedimientos necesarios para la desactivacin de maquinaria o equipo, con el fin de evitar la emisin de energa peligrosa durante las actividades de revisin y mantenimiento realizadas por los operarios. Describe las medidas de control de energas peligrosas, sea elctrica, mecnica, hidrulica, neumtica, qumica o trmica [4]. La utilizacin de dispositivos de seguridad elctrica permanente (PEDS, por sus iniciales en ingls) es un concepto
relativamente nuevo que simplifica el aislamiento de la energa elctrica. Con estos dispositivos incorporados en los procedimientos de seguridad, instalados correctamente dentro de recintos elctricos y validados antes y despus de cada uso, se pasa a una situacin en que la
verificacin de la tensin no expone a los trabajadores [5]. Estos dispositivos incluyen el detector de tensin sin contacto y el portal de tensin, que extiende una fuente de tensin al exterior de un gabinete en un alojamiento
actualizacin tecnolgica
encapsulado, no conductor, diseado para que el detector de tensin la registre si se lo coloca en el portal (Figura 4).
Figura 4 Portal de tensin y detector de tensin sin contacto [5]
Cableado rgido (elimina interferencia con el detector de tensin sin contacto) Tensin Capacitancia fija entre la fuente de tensin y el detector de tensin sin contacto Detector de tensin sin contacto Fusible
Deteccin del espumado de la escoria en convertidores
En determinadas condiciones, puede ocurrir el espumado de la escoria, tanto en los convertidores al oxgeno como en algunos equipos de desgasificacin al vaco y en los hornos elctricos de arco. Mientras en los hornos elctricos el espumado es una condicin necesaria para la operacin con ultraalta potencia porque previene la radiacin sobre las paredes del horno y ayuda adems a disminuir el ruido en el ambiente laboral, en los convertidores y en los equipos de desgasificacin se procura evitar el fenmeno porque puede originar prdidas de productividad, daos al equipamiento y, eventualmente, accidentes personales. stos no suelen ocurrir en forma directa, porque usualmente el personal no est en la plataforma durante el soplo, pero pueden suceder cuando se genera un incendio que debe ser apagado de manera urgente, a partir del derrame de escoria, particularmente en los carros de transporte del pote de escoria y de la cuchara de acero. Por lo tanto, en particular en los convertidores, se ha realizado un esfuerzo para comprender mejor las causas del espumado de la escoria y se han desarrollado herramientas para prevenirlo. Los equipos ofrecidos comercialmente se basan en la medicin del sonido [6], la medicin de la vibracin de la lanza de oxgeno [7] y la observacin con cmara infrarroja [8]. En la Figura 5 se presenta un esquema de uno de estos sistemas. Si se detecta al inicio de la subida de la escoria, se pueden tomar varias medidas: ajuste de la altura de la lanza; ajuste del caudal de oxgeno; adicin de fundente para ajustar la viscosidad; adicin de cal; poscombustin de CO en el convertidor. Como no todos los eventos de derrame pueden ser evitados, se realizan trabajos de mejora para profundizar el conocimiento y estar en condiciones de aumentar la calidad de la prediccin y la rapidez de la respuesta. Por ejemplo, en uno de estos trabajos, en la planta de Ternium Siderar, que utiliza el medidor de sonido, se compararon los valores de la seal con la evaluacin que hacen los operadores de la gravedad del evento, a lo largo de ms
de 8.000 coladas [6]. Se encontr que el derrame era ms grave al disminuir el valor mnimo de la seal o al aumentar el tiempo en que la misma permanece por debajo de un valor umbral. Esto es lo esperado, ya que una atenuacin ms prolongada en el tiempo significa una mayor altura de emulsin durante un mayor tiempo, lo que incrementa el riesgo de desbordes. La espuma espumada atena la vibracin de la lanza. La atenuacin de la seal se increment con el contenido de silicio de la carga, debido a que aumenta el contenido inicial de slice de la escoria, aumentando su viscosidad y, por lo tanto, la capacidad de espumarse (Figura 6). Tambin se observ un efecto importante del peso total de escoria y de la proporcin de carga slida. En funcin de los resultados se desarroll un sistema que permite evaluar en forma estadstica, el riesgo de desborde esperado en una determinada colada, y evaluar diferentes escenarios de carga de los convertidores.
de las gras es un objetivo central para la acera. En esto es clave la habilidad de los operadores. Se han desarrollado recientemente sistemas que ayudan a operadores de diversos niveles a manejar las gras como expertos [9]. Las gras nuevas se proveen en la actualidad con una electrnica sofisticada e incorporando importantes elementos de seguridad. Pero hay una gran cantidad de gras ms antiguas, sin la tecnologa de seguridad de hoy. Es por lo tanto importante equipar estas gras con indicadores de carga, diversos dispositivos de control de la carga y sistemas que eviten la colisin. A modo de ejemplo, en ArcelorMittal Burns Harbor, luego de un accidente de rotura por sobrecarga sin consecuencias personales, durante la reparacin de un vagn termo, se instal una celda de carga para la medicin del peso cargado, conectada en forma inalmbrica a tableros digitales con visibilidad desde toda o buena parte de la nave [10]. Se debe tener en cuenta que en las gras para servicio pesado, si bien disponen en general de una estructura slida y an con el 100% de sobrecarga no estn en riesgo inmediato, en esas condiciones la degradacin del cable aumenta en forma drstica. Tambin aumenta el desgaste de componentes mecnicos como los frenos, acoples, engranajes, ejes, ruedas y se afecta la vida en servicio de los componentes elctricos como los motores [11].
Sistemas para prevencin de accidentes en el manejo de gras
Las gras son componentes crticos de la productividad de una acera, ya que se usan generalmente en forma continua para el movimiento de materias primas y acero lquido. Su utilizacin es tambin una causa importante de accidentes (Figura 3). Aumentar la seguridad y productividad
34
Figura 5 Esquema de un sistema de prevencin de derrame en convertidor al oxgeno [7]
Acelermetro Control de proceso de la lanza (caudal, altura)
Esquema de control SDS
Acelermetro Monitoreo continuo de la vibracin de la lanza
SCD Lanza de oxgeno Series de lneas flexibles, rgidas y cajas de conexin para una transferencia confiable y rpida de la seal Unidad de acondicionamiento de la seal (UAS) Acondicionamiento de la seal del acelermetro y transferencia de datos al servidor DSD Conexin Ethernet/fibra ptica entre UAS y servidor SDS
Acondicionamiento de la seal y alarma Red de automatizacin de la planta Servidor
Control de caudal y de altura de lanza basado en las seales SDS Control de altura Control de caudal Derrame
Prederrame Red de comunicacin entre la automatizacin de la planta y el servidor SDS
Servidor SDS Acondicionamiento de la seal y alarma basada en el cambio en la vibracin de la lanza
Figura 6 Efecto del contenido de silicio de la carga metlica en la atenuacin de la seal de sonido
35 30 Tiempo con seal < 25 (%) 25 20 15 10 5 0
119 300-500 500-700 700-900 900-1.100 1.100-1.300 1.300-1.500 1.500-1.700 836 1.265 ( ) Cantidad de coladas Convertidor 1 Enero-Agosto 06 526 984 49 184
100
Si en la carga (kg) 400 n = 119 600 n = 836 800 n = 1.265 1000 n = 984 1200 n = 526
80 Seal Sonicmeter (%)
60
40
20
20
40
60
80
100
Sin carga (kg)
Avance de proceso (%)
Izquierda: (el ms peligroso) porcentaje del tiempo con la seal por debajo del 25%; derecha: evolucin de la seal promedio para diferentes casos.
35
actualizacin tecnolgica
Figura 7 Limitador de carga adjunto al cable de la gra [11]
Hay sistemas mecnicos y electrnicos de prevencin de sobrecarga. En la mayor parte de los sistemas mecnicos de limitacin de sobrecarga, el dispositivo para absorber la potencia consiste en resortes de disco. El movimiento de los elementos del resorte afecta a algn tipo de dispositivo que opera uno o ms interruptores. En puentes gra se usa frecuentemente un limitador de carga adjunto a un cable estacionario. El cable es flexionado en un ngulo definido (leve) entre las dos ruedas y la mandbula de fijacin (Figura 7). Cuando est cargado, el cable tiende a enderezarse y la varilla de empuje se comienza a mover cuando la tensin en el cable excede el valor prefijado. Entonces, el interruptor se abre y para el izado. El sistema debera estar protegido del polvo y la humedad. Los sistemas mecnicos de prevencin de sobrecarga presentan como ventaja su resistencia a impactos mecnicos y carga o descarga sbita; funcionan bien an a temperaturas muy elevadas y se instalan y ajustan con facilidad [11]. Un sistema electrnico consiste en un transductor de potencia con un amplificador y una unidad de procesamiento electrnico de la seal (Figura 8). El transductor detecta fuerzas de doblado, compresin, corte y traccin. El detector es un puente de extensmetros adjunto a la celda de carga. La seal es procesada en la unidad
electrnica para las siguientes funciones: interrupcin por cable flojo; control de sobrecarga y envo de carga real en el gancho a la pantalla [11]. Otro equipamiento importante en la seguridad de las gras es el que previene las colisiones cuando hay dos puentes gra rodando sobre los mismos rieles. Uno de los sistemas utilizados para este fin es el basado en microondas. Se necesita una unidad en cada equipo. Cada unidad incluye una antena y una caja de rels. Por antena se entiende en este caso un transpondedor de microondas que acta como un reflector electrnico, que se integra en los circuitos electrnicos de medicin. La antena se monta con su eje central en la direccin del movimiento del puente gra, apuntando siempre a la antena del sistema opuesto. La seal operativa de la antena es un rayo concentrado que llega a la unidad opuesta, en la que el transpondedor rota el rayo y refleja la seal a la otra unidad, que la recibe y la procesa. La caja de rels se monta aparte de la antena, generalmente cerca del control de la gra. Se usa un rel como alarma y otro para cortar el movimiento de la gra. En caso de fallas se utiliza un tercer rel. Cada unidad mide la velocidad relativa respecto de la otra. En la Figura 9 se presentan dos sistemas que protegen a tres puentes gra que corren sobre los mismos rieles.
Figura 8 Sistema electrnico de prevencin de sobrecarga de gra [11]
Celda de carga Celda de carga
10 v 1,5 mV/V Amplificador de celda de carga 24 v
10 v 1,5 mV/V Amplificador de celda de carga 24 v
4 20 mA
4 20 mA Pantalla
Unidad electrnica
ton
Unidad de suministro de energa 24 v Energa de lnea 110 v corriente alterna
Energa de lnea 110 v corriente alterna
36
Robots para operaciones en la acera
Una operacin que expone a los operadores a la cercana con el metal y la escoria lquida, es la medicin de temperatura y otras variables metalrgicas, adems de la toma de muestras mediante cartuchos desechables. La utilizacin de robots para estas operaciones disminuye los riesgos. Se han incorporado estos equipos en convertidores al oxgeno, hornos elctricos de arco y plataformas de colada continua. Por ejemplo, en la acera LD de ThyssenKrupp CSA se instalaron dos robots, que toman de un magazine los cartuchos para las sublanzas y los colocan en las mismas. Pueden reconocer los cartuchos defectuosos y descartarlos y asegurar la disponibilidad del sistema mediante el chequeo de una pieza [12]. En la acera elctrica francesa de SAM Neuves Maisons, del grupo Riva, se reemplaz un manipulador semiautomtico por un robot, para realizar tomas de temperatura, actividad de oxgeno y muestras en el horno elctrico. El proyecto ms ambicioso publicado hasta el momento corresponde a la mquina de colada continua N 7 de la planta de voestalpine en Linz. Los dos robots realizan las operaciones necesarias con la cuchara y el repartidor. El que est en la zona de la cuchara, conecta el sostn del tubo cuchara-repartidor, que combina el cilindro de la vlvula de cuchara y el sistema de fijacin del tubo [8]. Adicionalmente, conecta un acople mltiple para conexiones elctricas y de otro tipo y destraba un buln de seguridad de la cuchara. El robot que se ocupa del repartidor lleva a cabo todas las mediciones con cartuchos descartables en el mismo (temperatura, hidrgeno, oxgeno y muestras); la adicin de polvo de cobertura, la manipulacin del tubo cuchara-repartidor y el lanceo de la vlvula de cuchara en caso de que no haya apertura franca. Un desafo en esta planta es la sincronizacin de todos los componentes, y la deteccin de la posicin de los componentes conectados a la cuchara. En Amrica Latina, adems de los dos robots ya mencionados en ThyssenKrupp CSA, hay otro funcionando desde 2008 en la mquina de colada continua N 3 de Usiminas Cubato. Para mayor informacin sobre el uso de la robtica, ver artculo sobre el tema que se incluye en la presente edicin.
Figura 9 Dos sistemas completos protegiendo a tres puentes gra [11]
Unidad Unidad
Unidad Unidad
Min 1,5 m
Perforacin de revestimientos
Si bien este accidente no ocurre a menudo, cuando sucede puede tener consecuencias graves, tanto desde el punto de vista de las personas como de la productividad de la planta. En este sentido es importante la calidad de los materiales empleados como revestimiento de seguridad en cucharas y repartidores, su adecuada colocacin y el monitoreo de su comportamiento durante la operacin. El revestimiento de seguridad de una cuchara de acero tiene como funcin principal la prevencin de accidentes en caso de filtracin de escoria a travs del revestimiento de trabajo y debe garantizar la estanqueidad del lquido que penetra. Tambin protege trmicamente la carcasa metlica de la cuchara. La falla en el revestimiento refractario de una cuchara de acero es un fenmeno complejo que puede implicar erosin (desgaste fsico o mecnico) y/o corrosin (desgaste qumico) que incluye
reacciones de penetracin y disolucin. La vida en servicio del material utilizado como revestimiento de seguridad de una cuchara es funcin de la microestructura y sus propiedades fisicoqumicas, influyendo el tipo de liga y el tamao y distribucin de granos, as como las propiedades a elevadas temperaturas [13]. Existe siempre un compromiso entre la duracin del revestimiento y el riesgo de tener perforaciones. Una experiencia interesante es la planta Kakogawa de Kobe Steel. Cuando se retir el personal antiguo, que haca la observacin del estado de las cucharas a simple vista y estaba en condiciones de juzgar si las cucharas podran continuar en servicio, se produjeron perforaciones. Se desarroll un sistema de monitoreo, se mejor el material de la lnea de escoria y se introdujo un perfilmetro lser [14]. En la Figura 10 se presenta un esquema del sistema de monitoreo, basado en cmaras infrarrojas, que permite medir la temperatura de la carcasa en el fondo y las paredes de las cucharas.
Figura 10 Esquema del sistema de control de cucharas mediante cmaras infrarrojas [14]
Cmara
Cmaras Alarma
Computadora para anlisis de los datos Monitor Chequeo
37
actualizacin tecnolgica
Temperatura de la carcasa de la cuchara (paredes)
Si los operadores reciben una alarma de que la temperatura mxima permitida en la carcasa ha sido superada, deben chequear visualmente los refractarios correspondientes. Si la observacin confirma un estado inadecuado de los refractarios, la cuchara se retira de servicio para reparar la zona daada. Hubo que trabajar en la mejora de la precisin del sistema, porque hasta 2008 el grado de acierto era del 40%; es decir, haba muchos casos en que la alarma sonaba pero el espesor de los refractarios era todava suficiente. En la Figura 11 se presenta la relacin entre la temperatura de la carcasa en las paredes de las cucharas y el tiempo de ciclo de las mismas, contado a partir de la recepcin del acero lquido en el vaciado del horno. Se determin entonces que cuando se genera una alarma, si el tiempo de residencia del acero en la cuchara es mayor de 300 min, la cuchara se enva directamente a reparacin. En cambio, si el tiempo de residencia es menor, debe hacerse la inspeccin visual para determinar si la cuchara contina en operacin. De esta forma se logr una sensible mejora del sistema, llegando al 93% de aciertos en las paredes laterales y el 98% en el fondo de la cuchara (Figura 12). No haba buenos resultados respecto a aciertos para la lnea de escoria, debido a la alta conductividad de los ladrillos de MgO-C en comparacin con los ladrillos de Al2O3-MgO empleados en paredes y fondo. Esto se continuaba haciendo exclusivamente por observacin visual. La vida de la lnea de escoria estaba en 95 coladas, con un espesor remanente promedio de 105 mm contra los 22 mm iniciales. Se hicieron cambios en los ladrillos (introduciendo una materia prima de mayor pureza) y se incorpor un perfilmetro. Se verific que el error de la medicin del perfilmetro era de 32 mm. De esta forma se aument la vida de la lnea de escoria a 110 coladas. Debe tenerse en cuenta que el grado de utilizacin del horno cuchara, aunque creciente, no es alto.
Figura 11 Relacin entre la temperatura de la carcasa en la pared de la cuchara y el tiempo desde que la misma recibi el acero lquido, para diferentes espesores de revestimiento remanente [14]
500 450 400 350 300 250 200 150 100 0 100 200 300 400 Tiempo desde llenado de la cuchara 299 283 309 291 475 479 480 480 480 390
371
383
487
389
315 298
320 302
322 305
Espesor de pared 144 mm Espesor de pared 120 mm Espesor de pared 50 mm Espesor de pared 0 mm
Figura 12 Grado de acierto en las alarmas para prevencin de perforaciones [14]
Lnea de escoria 100% Deteccin de refractarios fuertemente daados por el acero lquido (%) Paredes Piso
80%
60% 98% 40% 93% 98%
20% 0%
42% 0% Modo Modo mejorado
0%
Colado sumergido para aceros comunes
Los fabricantes de productos planos, productos largos automotrices y tubos sin costura utilizan normalmente un sistema de colado sumergido y lubricacin con polvo colador, debido a que necesitan una alta calidad superficial e interna. Por su parte, los fabricantes de productos largos comunes utilizan normalmente un sistema de colado a chorro abierto y lubricacin con aceite, con el que obtienen una calidad suficiente, a un bajo costo y con alta productividad.
Sin embargo, algunas plantas de este tipo, que tienen dentro del mix de produccin aceros para barras de refuerzo de hormign y para perfiles, ngulos y planchuelas, han introducido los tubos cermicos entre cuchara y repartidor (Figura 13) y la proteccin mediante gas inerte entre el repartidor y el molde, para el 100% de las coladas con buzas calibradas y lubricacin con aceite, independientemente del tipo de material producido [15]. Esto implica mejoras en el quehacer de la seguridad del personal que opera en la plataforma de la colada continua. Como el
chorro de acero est contenido, hay menos probabilidad de quemaduras para los operadores. Adems, hay menos chispas y salpicaduras en la zona de impacto, por lo cual no se forman acumulaciones de acero solidificado, lo que permite obviar las operaciones de limpieza y corte con soplete. Mejora tambin el ambiente laboral, haciendo innecesarias las operaciones de pesca de escoria en el molde, ya que la proteccin, si funciona correctamente y durante toda la secuencia, evita la reoxidacin del acero con la consiguiente formacin de escoria en el molde.
38
La mejora en la calidad superficial e interna de los productos es tambin importante, aunque para algunos productos se superen los requisitos. Por otra parte, en la medida que se mejora la duracin del tubo cermico y que disminuyen los rechazos, puede compensarse parcialmente el costo adicional que implica el uso del tubo.
Figura 13 Diversos tipos de tubos cermicos para la proteccin del acero lquido durante la transferencia del acero entre la cuchara y el repartidor
Entrada de argn Con ranura metlica Entrada de argn
Poroso
Campana
Paros Carcasa metlica
Conclusiones
La acera supone una serie de riesgos especficos ligados al movimiento de cargas de gran peso, la produccin de acero lquido y las altas temperaturas, adems de otros comunes a muchas instalaciones industriales. Cuando la seguridad del personal es la prioridad, existen aspectos que deben ser tenidos en cuenta a la hora de analizar los presupuestos de inversin, para que los equipamientos de la acera contemplen esta necesidad. De all que en este trabajo se han revisado algunas de las alternativas que apuntan en esa direccin.
Al2-OC Al2O2-C
ZrO2-C
Referencias
[1] Harvey, D.-S.; Baldry, K.; Bishop, A.. Radiation safety following accidental melting of radioactive sources at steel plants. La Revue de Mtallurgie-CIT Avril 2004, pp. 285-289. [2] Truppa, W.A. La seguridad radiolgica y la deteccin de material radiactivo en el reciclado de metals. 1st Cleaner Production Seminar IAS-JICA, 2009, Campana, Argentina, pp. 11-19. [3] Cantrell, V. Safety and Material Handling, AISTech 2010 Proceedings - Volume I, pp. 31-34. [4] Hoja Informativa de OSHA Candado/ Etiqueta en http://www.osha.gov/OshDoc/ data_General_Facts/lockout-tagout-spanish. pdf visitado en agosto de 2012. [5] Allen, Ph. B. Safer lock-out tag-out with permanent electrical safety devices Electrically safe work conditions based upon NFPA 70E and OSHA. AISTech 2012 Conference Proceedings, pp. 27352740.
[6] Cicutti, C.; Martn, M.; Donayo, R.; Gmez, A. Evaluacin de la tendencia a la generacin de desbordes en convertidores al oxgeno usando seales acsticas. 16th IAS Steelmaking Conference, Rosario, Argentina, November 2007, pp. 147-155. [7] Scipolo, V.; Todorovic, I.; Vzquez, A. Improving BF-BOF performance and safety using Tenovas slop detection system technology. AISTech 2012 Conference Proceedings, pp. 937-946. [8] Kattenbelt, C.; Spelbos, E.; Mink, P .; Roffel, B. Detection of slopping in Basic Oxygen Steelmaking using a camera viewing the converter mouth. Steel Research int. 79 (2008) N 11, pp. 821-825. [9] Sorensen, Kh. Expert operator control for increasing safety, productivity, and operability of cranes. AISTech 2012 Conference Proceedings, pp. 2821-2827. [10] Emery, G.L.; Bruder, G.R. The ultimate safety device - A load scale on an EOT crane. Iron & Steel Technology April 2009, pp. 52-56. [11] Horst, I.L.A. Modern crane works safety technology. AISTech 2011 Proceedings Volume II, pp. 1355 -1366.
[12] Hirschmanner, M.; Blumenschein, J.; Ebner, H.; Hgel, M.; Pfeil, S.; Priesner, A.; Scheidegger, R. LIQUIROB - Improves safety and systematic procedures on the casting floor using advanced robotics. 42nd ABM Steelmaking Seminar, May 2011, Salvador, Brasil, pp. 801-810. [13] Camelli, S.; Dignani, M.; Vzquez, A.; Labadie, M. Evaluacin de la resistencia a la corrosin por escorias de diferentes hormigones utilizados como revestimiento de seguridad en cucharas de acero. 17th IAS Steelmaking Conference, IAS, November 2009, Campana, Argentina, pp. 353-367. [14] Yoshimoto, T.; Sakaguchi, N.; Tokanami, T.; Kobayashi, K.; Ozato, T.; Tanaka, T.; Noguchi, Y. On line monitoring system of refractories for improvement of steel ladle heats at Kakogawa Works. UNITECR 2011, Osaka, Japan. [15] Mansell, K.P .; Spencer, D.M.; Vielhauer, P .A.; Prestidge, J.; Varcoe, D.A. Record performance from steel delivery system refractories. 2000 Electric Furnace Conference Proceedings, pp. 447-491.
39
Potrebbero piacerti anche
- Historia de La RoboticaDocumento11 pagineHistoria de La RoboticaJanethNessuna valutazione finora
- Walle Poster 7Documento2 pagineWalle Poster 7Inst Educativa Departamental TalautaNessuna valutazione finora
- Rob Tica IndustrialDocumento13 pagineRob Tica IndustrialMaximiano LopezNessuna valutazione finora
- 1.3.1.e Robótica - 22.05.19 PDFDocumento157 pagine1.3.1.e Robótica - 22.05.19 PDFhackinjc100% (2)
- Robot QuirúrgicoDocumento1 paginaRobot QuirúrgicoAngiesNessuna valutazione finora
- Robots en La Industria PetroleraDocumento3 pagineRobots en La Industria PetroleraOsvaldo ChacinNessuna valutazione finora
- EnsayoDocumento8 pagineEnsayoManuel BarriosNessuna valutazione finora
- IRC5 - Descripción Del Sistema y EntornoDocumento57 pagineIRC5 - Descripción Del Sistema y EntornojuancapullocorreyvueNessuna valutazione finora
- Comprensión Lectora 30Documento7 pagineComprensión Lectora 30Katherine Paulina Ramirez ArriagadaNessuna valutazione finora
- Revista Agropecuaria PDFDocumento104 pagineRevista Agropecuaria PDFCarlosNessuna valutazione finora
- Exposición AutomatizaciónDocumento2 pagineExposición AutomatizaciónRichar ParkerNessuna valutazione finora
- Etica - 7Documento7 pagineEtica - 7YULIETH ALEXANDRA CONTRERAS PEREZNessuna valutazione finora
- Introducción A ROS para DesarrolladoresDocumento6 pagineIntroducción A ROS para DesarrolladoresPepe ViyuelaNessuna valutazione finora
- Inteligencia ArtificialDocumento4 pagineInteligencia ArtificialWilfrän MendozaNessuna valutazione finora
- Robots Manual MitsubishiDocumento23 pagineRobots Manual MitsubishiJose Fernandez100% (1)
- 5 Interfaz Háptica de Cuatro Grados de Libertad para Aplicaciones QuirúrgicasDocumento8 pagine5 Interfaz Háptica de Cuatro Grados de Libertad para Aplicaciones QuirúrgicasMarco PiambaNessuna valutazione finora
- Kuka Robots Robot Industrial Catalogo Geral Robots Kuka para Salas Brancas 512211Documento12 pagineKuka Robots Robot Industrial Catalogo Geral Robots Kuka para Salas Brancas 51221177fenixNessuna valutazione finora
- Correccion de Capitulo 3Documento12 pagineCorreccion de Capitulo 3Ray Jiménez H. de GonzalezNessuna valutazione finora
- Manufactura Avanzada Unidad 1Documento44 pagineManufactura Avanzada Unidad 1Ruben GuzmanNessuna valutazione finora
- Informe 9Documento3 pagineInforme 9Andrea Sanchez AvilesNessuna valutazione finora
- Robot Studio PDFDocumento93 pagineRobot Studio PDFEdwin Castillo0% (1)
- Actividades Educación Tecnológica Segundo Año 2022Documento26 pagineActividades Educación Tecnológica Segundo Año 2022Copitec LibreriaNessuna valutazione finora
- PFC 3273Documento112 paginePFC 3273PauloNessuna valutazione finora
- Tocame Estoy Enfermo Pepe Rojo PDFDocumento18 pagineTocame Estoy Enfermo Pepe Rojo PDFkowalsky666Nessuna valutazione finora
- Saber Electronica 026Documento64 pagineSaber Electronica 026victorzuche100% (1)
- Trabajo - Colaborativo - Fase - 7Documento25 pagineTrabajo - Colaborativo - Fase - 7John Fredy PrietoNessuna valutazione finora
- Ejercicios de Clase Denavit 2019Documento3 pagineEjercicios de Clase Denavit 2019DennisMirandaNessuna valutazione finora
- CAPÍTULO 10 Tecnologías de Apoyo A La Toma de DecisionesDocumento30 pagineCAPÍTULO 10 Tecnologías de Apoyo A La Toma de DecisionesAdi BasoriaNessuna valutazione finora
- LucianaDocumento1 paginaLucianaLuzmilaNessuna valutazione finora
- ABB Manual Del Producto - Robot IRB140Documento262 pagineABB Manual Del Producto - Robot IRB140el frentesNessuna valutazione finora