Potrebbero piacerti anche
- Diagrama de Pareto Capitulo 10 Ejercicio 17Documento4 pagineDiagrama de Pareto Capitulo 10 Ejercicio 17Gustavo Quezada60% (5)
- Solucion de Ejercicios de Control de CalidadDocumento25 pagineSolucion de Ejercicios de Control de CalidadLevine EvanderNessuna valutazione finora
- Manual SKF Mantenimiento de RodamientosDocumento454 pagineManual SKF Mantenimiento de RodamientosAvimael Nayter Fuentes Guzmán100% (3)
- Poka YokeDocumento1 paginaPoka Yokecamilo acevedo67% (3)
- 1 Diagrama de ParetoDocumento3 pagine1 Diagrama de Paretoayaris0% (1)
- Ejercicios Capitulo 18Documento8 pagineEjercicios Capitulo 18Yuliet Ramirez91% (11)
- Control EstadisticoDocumento16 pagineControl EstadisticoWen Lu Pacheco Camargo100% (1)
- TALLER No3 Control EstadisicoDocumento6 pagineTALLER No3 Control EstadisicoAbner Suarez75% (4)
- En Un Proceso de Manufactura Las Piezas Resultan Defectuosas Por Distintas RazonesDocumento5 pagineEn Un Proceso de Manufactura Las Piezas Resultan Defectuosas Por Distintas RazonesDiego Armando Quevedo Luquin100% (5)
- Taller 2 de Luis CavallazziDocumento10 pagineTaller 2 de Luis CavallazziLuis CavallazziNessuna valutazione finora
- Ejercicios Aplicac de La Calidad-111109220040Documento113 pagineEjercicios Aplicac de La Calidad-111109220040Isabel Rodriguez63% (8)
- BMDocumento3 pagineBMMaría de Lourdes Castillo Santamaría100% (1)
- Origen y significado de Poka-YokeDocumento2 pagineOrigen y significado de Poka-Yokediego lopezNessuna valutazione finora
- Preguntas Del Libro de Control Estadistico de Calidad de Humberto Gutierrez Pulido Muestreo de AceptacionDocumento2 paginePreguntas Del Libro de Control Estadistico de Calidad de Humberto Gutierrez Pulido Muestreo de AceptacionAdan Marquez100% (2)
- Estadistica InferencialDocumento2 pagineEstadistica InferencialFrank Valdivia Martinez100% (2)
- Capitulo 7Documento21 pagineCapitulo 7Dante Palacios Valdiviezo100% (2)
- Tarea III ParcialDocumento20 pagineTarea III ParcialKevin Zelaya100% (3)
- Diagrama de DispercionDocumento2 pagineDiagrama de DispercionHeidy Flores100% (1)
- A. Obtenga Una Carta X e InterprételaDocumento6 pagineA. Obtenga Una Carta X e InterprételaBrayan TD0% (1)
- Ropa de Proteccion para Bomberos INSHTDocumento2 pagineRopa de Proteccion para Bomberos INSHTAnonymous 9IrnCjQNessuna valutazione finora
- Presentación Autodesk InventorDocumento26 paginePresentación Autodesk Inventoralonsorebolledo3Nessuna valutazione finora
- Examen Calidad 2Documento3 pagineExamen Calidad 2Jorge Acevedo86% (7)
- Preguntas 14 15 16 y 21Documento9 paginePreguntas 14 15 16 y 21Ruben CortezNessuna valutazione finora
- 25 Al 28Documento2 pagine25 Al 28JAVIER ENRIQUE MU„OZ QUIROZNessuna valutazione finora
- Ejercicios. Capitulo 6Documento10 pagineEjercicios. Capitulo 6Dante Palacios ValdiviezoNessuna valutazione finora
- Tarea 1ejercicios de Dispersión y CorrelaciónDocumento9 pagineTarea 1ejercicios de Dispersión y CorrelaciónElizabeth Garrido VelizNessuna valutazione finora
- Diagrama de dispersión y coeficiente de correlación para procesos de manufacturaDocumento6 pagineDiagrama de dispersión y coeficiente de correlación para procesos de manufacturaLuis MartinezNessuna valutazione finora
- Ejercicios Resueltos Del Capitulo 7 DelDocumento6 pagineEjercicios Resueltos Del Capitulo 7 DelAna María100% (1)
- Ejercicios A RealizarDocumento5 pagineEjercicios A RealizarJohan Arjona100% (1)
- Práctica #6 - Graficas EjerciciosDocumento13 paginePráctica #6 - Graficas EjerciciosUchiha Frank No Hay Otro0% (2)
- En Un Proceso de Manufactura Las Piezas Resultan Defectuosas Por Distintas RazonesDocumento4 pagineEn Un Proceso de Manufactura Las Piezas Resultan Defectuosas Por Distintas RazonesErik Martín García HernándezNessuna valutazione finora
- Análisis de Pareto para problemas de calidad en procesos productivosDocumento14 pagineAnálisis de Pareto para problemas de calidad en procesos productivosPablo Pereyra100% (3)
- Curva AOQ:: 5. para El Plan de Muestreo Del Ejercicio 1, Determine La Curva AOQ y El AOQLDocumento1 paginaCurva AOQ:: 5. para El Plan de Muestreo Del Ejercicio 1, Determine La Curva AOQ y El AOQLSteissy MezaNessuna valutazione finora
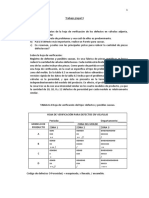
- Hoja de VerificacionDocumento3 pagineHoja de VerificacionRuth Rendon33% (3)
- Diagrama ParetoDocumento6 pagineDiagrama ParetoKmby Gabriela100% (3)
- Andrea Palladio, arquitecto clave del RenacimientoDocumento5 pagineAndrea Palladio, arquitecto clave del RenacimientoDarianna Jimenez100% (1)
- Ejercicio de ControlDocumento3 pagineEjercicio de Controlkenneth argueta avelar100% (2)
- Gestion 1Documento4 pagineGestion 1Ange JaramilloNessuna valutazione finora
- Análisis costos calidad 3 productosDocumento6 pagineAnálisis costos calidad 3 productosStephani Idalia Mariscal100% (2)
- LAS TABLAS de DODGE-ROMING Control Estadistico de La Calidad.Documento5 pagineLAS TABLAS de DODGE-ROMING Control Estadistico de La Calidad.rubi_acevedo_1Nessuna valutazione finora
- Manejo de MontacargasDocumento38 pagineManejo de MontacargasEnrique Rodriguez100% (3)
- En La Elaboración de Envases de PlásticoDocumento5 pagineEn La Elaboración de Envases de PlásticoHenryJaramilloConstante50% (6)
- Tarea 7Documento2 pagineTarea 7Ana Karina Blanco EspinalNessuna valutazione finora
- Solucion de 8 ActividadDocumento11 pagineSolucion de 8 ActividadDavid Gonzalez Lopez100% (1)
- Probleema 30 Los Datos de La Tabla 710 Representan Los Resultados Obtenidos en Un Proceso PDFDocumento6 pagineProbleema 30 Los Datos de La Tabla 710 Representan Los Resultados Obtenidos en Un Proceso PDFandres0% (1)
- Dodge RomingDocumento4 pagineDodge RomingJose Luis Higuera33% (3)
- Muestreo de aceptación UPOE: Problemas Capítulo 12Documento17 pagineMuestreo de aceptación UPOE: Problemas Capítulo 12Sca vc67% (3)
- HernandezP ACT1Documento13 pagineHernandezP ACT1Fernando HernandezNessuna valutazione finora
- Proceso de EngomadoDocumento9 pagineProceso de EngomadoWPereira Blanco100% (1)
- EstratificaciónDocumento1 paginaEstratificaciónAlejandro CarreónNessuna valutazione finora
- Porcentaje CO2 bebidaDocumento9 paginePorcentaje CO2 bebidaEduardo Saint60% (5)
- Capitulo 4Documento33 pagineCapitulo 4Marco Antonio Dominguez71% (14)
- Relación entre presión de escobillas y altura de pastaDocumento2 pagineRelación entre presión de escobillas y altura de pastaHerotck50% (2)
- Trabajo Grupal 3 TOTALDocumento10 pagineTrabajo Grupal 3 TOTALismyliveNessuna valutazione finora
- L DFCDocumento8 pagineL DFCDianira Cabanillas Montenegro0% (1)
- EjerciciosDocumento9 pagineEjerciciosDaniel Guevara100% (3)
- 11 en La Elaboración de Envases de Plástico Es Necesario Garantizar Que Cierto Tipo de Botella en Posición Vertical Tiene Una Resistencia Mínima de 50 KG de FuerzaDocumento1 pagina11 en La Elaboración de Envases de Plástico Es Necesario Garantizar Que Cierto Tipo de Botella en Posición Vertical Tiene Una Resistencia Mínima de 50 KG de Fuerzajefferson endaraNessuna valutazione finora
- Grafica XRDocumento5 pagineGrafica XRJose De Jesus Espinoza VazquezNessuna valutazione finora
- Cartas de Control para AtributosDocumento10 pagineCartas de Control para AtributosDulce Clemente Guerrero0% (1)
- Ejercicio 9 de ControlDocumento7 pagineEjercicio 9 de ControlCesar Diaz100% (3)
- Cuestionario R&RDocumento3 pagineCuestionario R&RZeus RamirezNessuna valutazione finora
- Ejercicio 9 CalidadDocumento4 pagineEjercicio 9 CalidadYeimer RamirezNessuna valutazione finora
- Ejercicios Curva de AprendizajeDocumento7 pagineEjercicios Curva de AprendizajeCarmen Argüelles100% (2)
- Actividad 3 Cuestionario de IshikawaDocumento2 pagineActividad 3 Cuestionario de IshikawaFany Meza PulidoNessuna valutazione finora
- Estadística y Control de Calidad Urreta ITVERDocumento15 pagineEstadística y Control de Calidad Urreta ITVERClaudia Salazar100% (5)
- Ejercicios - Probabilida y EstadisticaDocumento7 pagineEjercicios - Probabilida y EstadisticaAlejandro CejaNessuna valutazione finora
- 19 Febrero 2023Documento6 pagine19 Febrero 2023David Robayo MartínezNessuna valutazione finora
- 19 Septiembre 2020Documento5 pagine19 Septiembre 2020David Robayo MartínezNessuna valutazione finora
- 19 Marzo 2023Documento5 pagine19 Marzo 2023David Robayo MartínezNessuna valutazione finora
- 05 Marzo 2023Documento6 pagine05 Marzo 2023David Robayo MartínezNessuna valutazione finora
- Canticos para El Domingo 17Documento5 pagineCanticos para El Domingo 17David Robayo MartínezNessuna valutazione finora
- 01 Agosto 2021Documento5 pagine01 Agosto 2021David Robayo MartínezNessuna valutazione finora
- Popurri NavideñoDocumento3 paginePopurri NavideñoDavid Robayo MartínezNessuna valutazione finora
- 08 Enero 2023Documento5 pagine08 Enero 2023David Robayo MartínezNessuna valutazione finora
- Oh Santisimo FelicisimoDocumento1 paginaOh Santisimo FelicisimoDavid Robayo MartínezNessuna valutazione finora
- 02 Mayo 2021Documento5 pagine02 Mayo 2021David Robayo MartínezNessuna valutazione finora
- Canciones Navidad 2018Documento7 pagineCanciones Navidad 2018David Robayo MartínezNessuna valutazione finora
- Letras Alabanzas 18 Oct.Documento5 pagineLetras Alabanzas 18 Oct.David Robayo MartínezNessuna valutazione finora
- 73.-Ve, Dilo en Las MontañasDocumento8 pagine73.-Ve, Dilo en Las MontañasEsteban Gabriel Misahuamán CórdovaNessuna valutazione finora
- 04 Octubre 2020Documento5 pagine04 Octubre 2020David Robayo MartínezNessuna valutazione finora
- 05 Septiembre 2020Documento5 pagine05 Septiembre 2020David Robayo MartínezNessuna valutazione finora
- Alabanzas para El Domingo 16Documento6 pagineAlabanzas para El Domingo 16David Robayo MartínezNessuna valutazione finora
- Alabanzas 11 OctubreDocumento5 pagineAlabanzas 11 OctubreDavid Robayo MartínezNessuna valutazione finora
- Alabanzas DomingoDocumento6 pagineAlabanzas DomingoDavid Robayo MartínezNessuna valutazione finora
- Domingo de Resurrecion 2020Documento5 pagineDomingo de Resurrecion 2020David Robayo MartínezNessuna valutazione finora
- Domingo 22 CongregaciónDocumento5 pagineDomingo 22 CongregaciónDavid Robayo MartínezNessuna valutazione finora
- Alabanzas Domingo 19 de JulioDocumento5 pagineAlabanzas Domingo 19 de JulioDavid Robayo MartínezNessuna valutazione finora
- Alabanzas Domingo 26Documento5 pagineAlabanzas Domingo 26David Robayo MartínezNessuna valutazione finora
- 17 Mayo 2020Documento4 pagine17 Mayo 2020David Robayo MartínezNessuna valutazione finora
- 09 Agosto 2020Documento4 pagine09 Agosto 2020David Robayo MartínezNessuna valutazione finora
- 28 de Junio 2020Documento4 pagine28 de Junio 2020David Robayo MartínezNessuna valutazione finora
- 19 Abril 2020Documento4 pagine19 Abril 2020David Robayo MartínezNessuna valutazione finora
- 14 Junio 2020Documento5 pagine14 Junio 2020David Robayo MartínezNessuna valutazione finora
- 12 Julio 2020Documento4 pagine12 Julio 2020David Robayo MartínezNessuna valutazione finora
- 26 de Julio 2020Documento5 pagine26 de Julio 2020David Robayo MartínezNessuna valutazione finora
- 10 de Enero 2021Documento5 pagine10 de Enero 2021David Robayo MartínezNessuna valutazione finora
- Catalogo 25 AbrilDocumento44 pagineCatalogo 25 AbrilfranciscaNessuna valutazione finora
- Factores de Carga TermicaDocumento8 pagineFactores de Carga TermicaCarlomagnoBautistoOrtizNessuna valutazione finora
- Informe ExperimentosDocumento6 pagineInforme ExperimentosjhandryNessuna valutazione finora
- Teorema de EulerDocumento5 pagineTeorema de EulerRoberto NepomucenoNessuna valutazione finora
- Catalogo Wembley Julio 2023Documento64 pagineCatalogo Wembley Julio 2023Sebastian GandurNessuna valutazione finora
- Inversa de Una Matriz en C++Documento4 pagineInversa de Una Matriz en C++Alfredo ProañoNessuna valutazione finora
- Tarea 1 de Diseño MecánicoDocumento3 pagineTarea 1 de Diseño MecánicoDiegoNessuna valutazione finora
- Taller 3 Mecanica de FluidosDocumento2 pagineTaller 3 Mecanica de FluidosBrayan LindarteNessuna valutazione finora
- Ejercicios Dinamica 1Documento8 pagineEjercicios Dinamica 1CharaGutierrezRolandoCarlosNessuna valutazione finora
- HojaSeguridadEsmalteSinteticoDocumento3 pagineHojaSeguridadEsmalteSinteticoJerson PortocarreroNessuna valutazione finora
- Teoría atómica y leyes ponderalesDocumento12 pagineTeoría atómica y leyes ponderalesKeinNessuna valutazione finora
- Instantáneas estancas mixtas Themaclassic F 24 EDocumento20 pagineInstantáneas estancas mixtas Themaclassic F 24 EManuel Fernandez MoraNessuna valutazione finora
- Brochure Completo Cont - RaDocumento28 pagineBrochure Completo Cont - RaJohnny QuispeNessuna valutazione finora
- Problemas Planteados de Electricidad FÍSICA GENERALDocumento35 pagineProblemas Planteados de Electricidad FÍSICA GENERALKelvinJhoniCarranzaHerreraNessuna valutazione finora
- Baker HouseDocumento2 pagineBaker HouseGeronimo FarinaNessuna valutazione finora
- Requisitos calidad fragmentos roca mamposteríaDocumento5 pagineRequisitos calidad fragmentos roca mamposteríaangelof10Nessuna valutazione finora
- Curso Java Netbeans igual CDocumento5 pagineCurso Java Netbeans igual CRick PiantoNessuna valutazione finora
- Fabrica Johnson WaxDocumento4 pagineFabrica Johnson WaxJhan ColoradoNessuna valutazione finora
- Normas de seguridad en el laboratorioDocumento4 pagineNormas de seguridad en el laboratorioEilithNessuna valutazione finora
- Backus Trabajo BackusDocumento20 pagineBackus Trabajo BackusLesli GuerraNessuna valutazione finora
- Maximas AvenidasDocumento32 pagineMaximas AvenidasKevin Arnold Hayacc AquinoNessuna valutazione finora
- Trabajo QuimicaDocumento6 pagineTrabajo QuimicaRamirez BeiNessuna valutazione finora
- Recomendaciones Santa Cruz de La SierraDocumento15 pagineRecomendaciones Santa Cruz de La SierrajpjazzpianoNessuna valutazione finora
- CDU: 621.43.045 MC 08.02-201: (Continúa)Documento5 pagineCDU: 621.43.045 MC 08.02-201: (Continúa)patriciorubio95Nessuna valutazione finora