Potrebbero piacerti anche
- Catalogo Viti ItDocumento276 pagineCatalogo Viti ItFederico.Iori100% (1)
- Studiare BeneDocumento61 pagineStudiare BeneClaudio RajolaNessuna valutazione finora
- 21b Frese Hss DLC PDFDocumento2 pagine21b Frese Hss DLC PDFGeronimo PrincipeNessuna valutazione finora
- External LightDocumento142 pagineExternal LightGeronimo PrincipeNessuna valutazione finora
- EsempioJava PDFDocumento12 pagineEsempioJava PDFGeronimo PrincipeNessuna valutazione finora
- EsempioJava PDFDocumento12 pagineEsempioJava PDFGeronimo PrincipeNessuna valutazione finora
- Imac Early2008 Manuale Utente PDFDocumento72 pagineImac Early2008 Manuale Utente PDFGeronimo PrincipeNessuna valutazione finora
- MonticelloDocumento46 pagineMonticelloGeronimo PrincipeNessuna valutazione finora
- Frese VGX Bimu 2010Documento23 pagineFrese VGX Bimu 2010Geronimo PrincipeNessuna valutazione finora
- La Stampa 20.06.2013Documento1 paginaLa Stampa 20.06.2013Geronimo PrincipeNessuna valutazione finora
- 482 01 LocandinaSALARIODocumento1 pagina482 01 LocandinaSALARIOGeronimo PrincipeNessuna valutazione finora
- 01 Aperture PDFDocumento7 pagine01 Aperture PDFGeronimo PrincipeNessuna valutazione finora
- La Stampa 18.06.2013Documento1 paginaLa Stampa 18.06.2013Geronimo PrincipeNessuna valutazione finora
- 730-2012 IstruzioniDocumento84 pagine730-2012 IstruzioniGeronimo PrincipeNessuna valutazione finora
- Prodotti Chimici Tenax - 773Documento32 pagineProdotti Chimici Tenax - 773Geronimo PrincipeNessuna valutazione finora
- 5 Fresatura PDFDocumento26 pagine5 Fresatura PDFGeronimo PrincipeNessuna valutazione finora
- Prova Di Italiano - 2013Documento7 pagineProva Di Italiano - 2013Riccardo Busach BusacchiNessuna valutazione finora
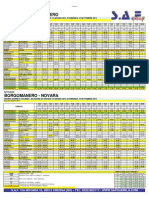
- 2013 6 13-9 15-Novara-Borgomanero - 2013 6 17Documento1 pagina2013 6 13-9 15-Novara-Borgomanero - 2013 6 17Geronimo PrincipeNessuna valutazione finora
- Ministero Dell'istruzione, Dell' Università e Della Ricerca: M070 - Esame Di Stato Di Istituto Tecnico IndustrialeDocumento2 pagineMinistero Dell'istruzione, Dell' Università e Della Ricerca: M070 - Esame Di Stato Di Istituto Tecnico IndustrialeGeronimo PrincipeNessuna valutazione finora
- Declinoorinnovamento 100523095002 Phpapp02Documento36 pagineDeclinoorinnovamento 100523095002 Phpapp02Geronimo PrincipeNessuna valutazione finora
- Prova Di Italiano - 2013Documento7 pagineProva Di Italiano - 2013Riccardo Busach BusacchiNessuna valutazione finora
- Prova Di Italiano - 2013Documento7 pagineProva Di Italiano - 2013Riccardo Busach BusacchiNessuna valutazione finora
- Città Di Borgomanero: Verbale Di Deliberazione Della Giunta Comunale N. 193 Del 30 DICEMBRE 2010Documento4 pagineCittà Di Borgomanero: Verbale Di Deliberazione Della Giunta Comunale N. 193 Del 30 DICEMBRE 2010Geronimo PrincipeNessuna valutazione finora
- Polis 2011 2012Documento3 paginePolis 2011 2012Geronimo PrincipeNessuna valutazione finora
- Prova Di Italiano - 2013Documento7 pagineProva Di Italiano - 2013Riccardo Busach BusacchiNessuna valutazione finora
- Prova Di Italiano - 2013Documento7 pagineProva Di Italiano - 2013Riccardo Busach BusacchiNessuna valutazione finora
- 30096Documento14 pagine30096Geronimo PrincipeNessuna valutazione finora
- Polis 2011 2012Documento3 paginePolis 2011 2012Geronimo PrincipeNessuna valutazione finora
- PQ Pregeo Rev5Documento11 paginePQ Pregeo Rev5Geronimo PrincipeNessuna valutazione finora
- 5° Incrudimento E Ricristallizzazione SlidesDocumento16 pagine5° Incrudimento E Ricristallizzazione SlidesFrancisco FranciscusNessuna valutazione finora
- #1 Lavorazioni Per Deformazione PlasticaDocumento143 pagine#1 Lavorazioni Per Deformazione PlasticaAlessandroPastoreNessuna valutazione finora
- Analisi Chimica QualitativaDocumento7 pagineAnalisi Chimica QualitativaEdoardo SeccoNessuna valutazione finora
- OMAP MandriniDocumento40 pagineOMAP MandriniMassimo MoroniNessuna valutazione finora
- Hanry FordDocumento8 pagineHanry FordPeppe EdenoNessuna valutazione finora
- Catalogo Listino Sezione IiDocumento154 pagineCatalogo Listino Sezione IiSfaer SrlNessuna valutazione finora
- Guida Assogrigliati Agg 2012 PDFDocumento74 pagineGuida Assogrigliati Agg 2012 PDFfrancoNessuna valutazione finora
- Elenco Norme Di Competenza Unsider Pubblicate o RitirateDocumento15 pagineElenco Norme Di Competenza Unsider Pubblicate o RitiratemionomeNessuna valutazione finora
- Catalogo de Bridas Segun ASMEDocumento8 pagineCatalogo de Bridas Segun ASMELimbert Rodriguez PintoNessuna valutazione finora
- R02Documento21 pagineR02Sting TejadaNessuna valutazione finora
- Cae RaccordiDocumento97 pagineCae RaccordiAguinaldo OliveiraNessuna valutazione finora
- Tabelle Leghe AlDocumento4 pagineTabelle Leghe AlEric Cocks100% (1)
- ALLUMINIODocumento5 pagineALLUMINIOstaedtlerpNessuna valutazione finora
- Catalogo TeslaDocumento72 pagineCatalogo TeslaWaqas AmjadNessuna valutazione finora
- TRACTEL Listino 2010Documento148 pagineTRACTEL Listino 2010scribddisantoNessuna valutazione finora
- Caratteristiche VitiDocumento2 pagineCaratteristiche VitiCkaal74Nessuna valutazione finora