JournalofMetallurgicalEngineering,Volume2Issue2,April2013www.mejournal.
org
RepairProcessforTurbineCasting
SGK.Manikandan1*, D.Sivakumar2, K.Prasad Rao3, M.Kamaraj4
1,2 3,4
Indian Space Research Organization, Trivandrum Indian Institute of Technology Madras, Chennai *nehakutty06@rediffmail.com; d_sivakumar@vssc.gov.in; kpr@iitm.ac.in; kamaraj@iitm.ac.in
Abstract Alloy706isusedasexhaustcasingmaterialingasturbinesof cryogenic rocket engines in view of its excellent properties. Thedefectivezonesinsuperalloycastingsusuallyarerepair welded in solution treated condition to obtain good room temperature and high temperature properties. However a need cameup to carry out insitu repair welding in one of the gas turbinecastings made ofaged Alloy706incryogenic rocketenginewithalimitationthatthecomponentcannotbe subjected to any heat treatment cycle subsequent to the repair welding. Hence it became necessary to develop process and process parameters with reduced strength mismatch and HAZ free from microfissures in order to obtain required mechanical properties and further high temperature service associated with high pressure hydrogen environment.Thishasbeenapproachedwithprocesscontrol using reduced heat input and alloying control.In order to reduce the heat input, two processes such as GTA welding and GTA braze welding have been adopted with multi pass technique. Keywords GTAwelding,GTABrazewelding,Heatinput,Alloy706casting
solution treated condition to obtain good room temperature and high temperature properties. However, in this case there existed in a need to carry out insitu repair welding in one of the gas turbine castingsofaged706Eqincryogenicrocketenginewith a limitation that the component cannot be subjected to any heat treatment cycle subsequent to the repair welding.Sincethecastingconsistsofrotatingelements and soft seals nearby with close tolerances, no insitu heat treatment operations can be done. In the repaired zone of casting, there will be a mismatch in hardness value between adjacent base material and fusion zone (FZ)withHAZ. Moreover, the cast material is more prone to micro fissuring due to segregation. The solvus temperature of Laves phase in 706Eq is 1020C. Optimized mechanicalpropertieswereobtainedwithamaximum solution treatment temperature of 1000C. And hence Laves phase are not fully dissolved. The presence of MCtypecarbidesandLavesphaseintheinterdenritic region of the casting leads to the formation of inter granular eutectic type liquid during welding due to rapid heating. This is a favorable condition for HAZ microfissuring. Hence there is a need to develop processandprocess parameters with reducedstrength mismatch and HAZ free from microfissures in order to obtain the required mechanical properties and further high temperature service associated with high pressure hydrogen environment. C.L.Ou et. al., has described the advantages of repair brazing for age hardenable stainless steel to fix shallow cracks. Since thedefectivezonepresentintherocketengineconsists of various materials with range of melting temperature which cannot be furnace brazed. J.H.G.Mattheij et. al., described the repair process for various types of defects and/or damages in the gas turbines in which brazing and allied processes are considered to be standard repair/regeneration technique. Hence an alternate method of braze weldingprocessisselected.
Introduction The nickeliron based superalloy, Alloy706 (706Eq) is used as exhaust casing material in gas turbines of cryogenic rocket engines because of its good mechanical properties up to intermediate temperatures(~700C)andexcellentmanufacturability. This precipitationstrengthened alloy contains FCC austenitic matrix (phase) which is a NiFeCr solid solution.Thepredominantstrengtheningprecipitateis the coherent, ordered A3B type phase (Ni3AlL12 crystal structure) and phase (Ni3NbDO22 structure). The volume fraction of phase is more thanthatofphaseduetohigherTicontent.Astable phase (Ni3NbDOa structure) and ordered A3B type phase (Ni3Tiordered hcp structureDO24 structure) can also be formed in 706Eq depending on processing conditions. Detailed microstructural analysis of Alloy 706 has been reported by Moll et. al., and the heat treatment behaviour has been discussed by Heck et. al.,. Superalloy castings are usually repair welded in
61
www.mejournal.orgJournalofMetallurgicalEngineering,Volume2Issue2,April2013
Repair welding simulation experiments have been conducted in two modes with multipass Gas Tungsten Arc (GTA) welding and GTA Braze welding with 120 m thick braze foil (by employing special attachments to avoid oxidation of braze foil) using rapid heat extraction by external heat sink. Slow but moderate heating rate and rapid cooling rate have been employed to avoid microfissuring. Both weldmentandbrazeweldmentwerequalifiedto100% Xray radiography. Micrographs of GTA weldment reveals HAZ microfissuring while GTA braze weldments are free from the same. Comparable mechanical properties for both the cases have been achieved at room temperature and at high temperature (477C). Ductility of braze weldment is better by 31% than that of weldment at room temperature. Strength mismatch has been observed to be less in braze weldment than that in weldment. To understand the mechanism, experiments on heat transfer during process have been conducted and it was found that the instantaneous cooling rate is relatively higher while the instantaneous heating rate is slow in GTA braze welding than that in GTA welding. Slower heating rate ensures complete dis solution of precipitates and thereby minimizing the incipient melting of precipitates in HAZ, while rapid coolingraterefinesthemicrostructure Based on the experimental studies on process and process variables, process parameters have been developed for braze welding. The same have been successfullyemployedfortheinsiturepairweldingof aged 706Eq gas turbine castings in cryogenic rocket engine. The braze weldment has been successfully subjected to high temperature service associated with high pressure hydrogen environment. This paper describes about the simulation trials, characterization of fusion zone, mechanical property evaluation and implementationofprocess. Experimental Setup Repair welding simulation experiments have been conducted in two modes with multipass Gas Tungsten Arc (GTAW) welding and GTA Braze welding (GTABW) in a 4mm thickness cast billet of Alloy706 in heat treated condition. Details of the heat treatmentareasfollows: Homogenisation treatment at 1125C25C with3+0.5Hrsholdingtimeandthenaircooled
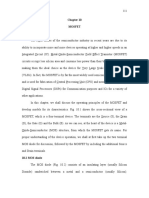
Solution treatment at 1000C10C with 3+0.5Hrsholdingtimeandthenaircooled First step aging treatment at 750C10C with 8+0.5Hrsholdingtimeandthenaircooled Second step aging treatment at 650C10C with8+0.5Hrsholdingtimeandthenaircooled GTABW process was employed with 120 m thick braze foil, by developing special attachments to avoid oxidation of braze foil. Rapid heat extraction was achieved through external heat sink in order to avoid heat buildup. Heating rate is rapid in welding processes than that in casting processes. This leads to incipient melting of MC type carbides and promotes HAZ microfissuring and/or liquation cracking. Hence slow to moderate heating rate and relatively rapid cooling rate have been employed to avoid micro fissuring. The complete elimination of the defective zone is not possible, since the rotating parts have very minimum radial clearances and there exists in a possibility of contaminants entering the turbine housing, which leads to catastrophic failure. Thus a backup of 0.83mm was retained in the 4mm thickness casting shell as shown in Figure(i). A J type groove waspreparedsothattheaccessibilityinrootofweldis better and bead width is also lower. This type of weld joint configuration reduces shrinkage stresses, thereby minimizingthesusceptibilityforHAZmicrofissuring.
FIG.(i)DETAILSOFWELDJOINTANDGROOVE
The repair welded samples were qualified with 100% Xray radiography and Dye penetrant test. Transverse section samples were prepared and polished with standard procedure. After polishing, samples were electrolytically etched with 10% oxalic acid at 57VDC for 2min. Material characterization techniques such as optical metallography (OM) and scanning electron microscopy (SEM) were used. Weldment alone was separated from the fabricated specimen and Xray diffraction analysis (XRD) was carried out in both transverse direction and longitudinal direction using
62
JournalofMetallurgicalEngineering,Volume2Issue2,April2013www.mejournal.org
CuK radiation. In order to distinguish the texture effect during solidification, XRD was carried out in both longitudinal and transverse directions. To understand the mechanism and heat buildup characteristics, heat transfer experiments have been conducted during joining process. Scheme for temperature measurement is shown in Figure(ii)a. Twelve numbers of thermocouples were capacitor discharge welded on the top surface of the cast plate. The first 5 nos of thermocouples were positioned at a distance of 2mm from the bead edge and the subsequent 4nos and 3 nos of thermocouples were placed 5mm and 10mm away from the first row of thermocouples respectively. These temperature measurements (T1 T12) were used for studies by cooling rate and temperature gradient. K type thermocouples were fixed by capacitor discharge welded on the surface. To avoid the temperature rise due to radiative heat transfer from the welding arc, thermocouples(TA1toTA12)wereinsultedwithhigh temperature, thermally insulative ceramic cement. Thermal data were recorded with 1 sec sampling rate usingdatalogger. Tensile test samples were prepared according to ASTM E8M for room temperature and ASTM E2109 for high temperature (477C). Details of tensile test samples are shown in Figure(ii) b and c. Tensile testing was carried out in the as welded condition as per ASTM. Fractographic analysis of the tested sampleshasbeencarriedout.
FIG.(ii)CTENSILETESTSAMPLEFOR477C
Details of the chemical composition for base material, fillermetalandbrazefoilareasgiveninTableI.
TABLEIDETAILSOFCHEMICALCOMPOSITION Description C Cr Ni Ti Mo Al Nb V Co Mn B Si Fe Alloy706 0.04 14.2 42.23 1.73 1.77 0.45 2.66 0.31 <0.5 <0.5 Balance Brazefoil 19 8.5 35 0.1 0.8 1.5 Fillermetal 0.06 16 62 16 2 0.5 5
FIG.(ii)ASCHEMEFORTEMPERATUREMEASUREMENT
FIG.(ii)BTENSILETESTSAMPLEFOR23C
Braze foil contains higher manganese content. J.R.Davis stated that Mn is beneficial in minimising microfissuring.Additionsofupto9wt%Mnisusedin commercial welding electrodes. As stated in AWS Brazing manual, Mn improves wetting and bonding. Since wettability is improved by addition of Mn, the crack healing will be effective. And at the same time the bonding is ensured. It also aids for subsequent heat treatment. Addition of Co promotes volume fraction of and increases antiphase boundary energy of /. Addition of Mo decreases lattice mismatch of /. Since the objective of this study includes minimising HAZ microfissuring and filling of the crack, braze foil is selected with higher Mn content.SimilarlytheweldingfillermetalhaslowerFe and Cr content, which reduces susceptibility for the
63
www.mejournal.orgJournalofMetallurgicalEngineering,Volume2Issue2,April2013
formation of Laves phase, and higher Mo content provides better solid solution effect. Since post weld aging is not possible, more solute elements are added throughfillermetal. Results and Discussion MicrostructureAnalysis The particular casting underwent the qualification test in which the service temperatures were shooting up (1000C) beyond the aging temperature (750C) for a short time of the order of less than 100ms. A phase change occurs in Alloy 706 at the service temperature of 1000C with the time hold of 8 hrs. Since the exposure time at such high temperature (1000C) duringthequalificationtestingisverymuchnegligible, it is assumed that the casting experienced only a thermal shock. In order to further decide upon the repairprocessandassessmentonphasechange,ifany, the thickness and hardness survey on the defective zone and adjacent zones were carried out. The details aregiveninTableIIandFigure(iii).
TABLEIIHARDNESSANDTHICKNESSSURVEY Measuredthickness(mm) Location Ascastcondition Afteremery polish 3.68/3.89 3.19/3.43
The defective zone was analysed with insitu metallography to work out the repair plan and branchedcrackswerefoundinthecastingasshownin Figures (iv) (a) and (b). The thickness of the casting shell is 4mm and the surface of the casting was prepared for insitu metallographic analysis. Since the defect was found in the assembled condition with closertorotatingparts,theseverityofthedefectinthe thicknessdirectioncouldnotberevealedbyanyofthe NDTmethods.AnyNDTmethodcanonlygiveresults with overlapped signals/image from the rotating assemblybelowthecastinginnerwall.
(a)
(b)
FIG.iv(a)And(b)OPTICALMICROGRAPHOFTHECRACK MORPHOLOGYINTHEDEFECTIVEZONEOFCASTING(ALLOY 706)
SpotI SpotII
3.91/4.04 3.24/3.60
The base material microstructure reveals (Figuresv and vi) dendritic structure, which indicates the limitation in the homogenization temperature as already mentioned. Also the micrographs show the Laves phase and MC type carbides. The presence of these particles has been confirmed with Xray diffractionanalysisofbasematerial.
Laves MC
SpotIII SpotIV
3.26/3.50 3.19/3.38
NR NR
NRNotrequired,sincetheselocationswerenondefective zonesandhenceemerypolshingwasnotdone
FIG.vMICROGRAPHOFAGE HARDENEDBASEMATERIAL SHOWSONLYMCTYPE CARBIDES FIG.viMICROGRAPHOF AGEHARDENEDBASE MATERIALSHOWSONLY LAVESPHASE
FIG.(iii)SCHEMATICFORHARDNESSANDTHICKNESS SURVEY
In the case of braze welding, braze metal flows by capillaryaction through the existing crackand fills the cavity, whereas in the case of welding route, crack can be completely eliminated with the full penetration. Thefullpenetrationinthejointisnotallowed,inview of the restriction of lower clearances in the inner rotating assemblies. Hence partial penetration was employed. Optical micrographs of the repair simulations with braze welding and welding are showninFiguresviiandviiirespectively.
64
JournalofMetallurgicalEngineering,Volume2Issue2,April2013www.mejournal.org
FIG.viiOPTICALMICROGRAPHSOFBRAZEWELDFUSIONZONE
FIG.viiiOPTICALMICROGRAPHSOFWELDFUSIONZONE
FIG.ixSEMIMAGESOFWELDHAZ
FIG.x:SEMIMAGESOFBRAZEWELDHAZFREEFROM LIQUATION
FIG.xi:SEMIMAGEOFWELD FUSIONZONE FIG.xii:SEMIMAGEOFBRAZE WELDFUSIONZONE
FIG.xiiiSEMIMAGEOFWELD FUSIONZONESHOWING CRACKS
FIG.xivSEMIMAGESOFBRAZE WELDFUSIONZONEFREE FROMCRACKS
Grain boundary liquationobservedinwelds isshown in Figuresviii and ix. Upon solidification, this leads to HAZ microfissuring. N.L.Richards et. al, and O.A.Idowu et. al, stated that the reason for this liquation phenomenon is the thermal stresses induced in HAZ by heat input and thermal gradient further enhances incipient melting of MC type carbides at grain boundary during welding process. S.Kou et. al, inferred that HAZ microfissuring does not occur, when sufficient grain boundary liquid is not available or in the presence of excessive grain boundary liquid. Fengetal.developedthecorrelationforweldcracking with the stressstrain evolution during weld cooling. They considered only transverse and longitudinal stresses as a function of weld cooling. Cracking at a position will be promoted if a weak microstructure and/orasufcientlyhightensilestressexists.Dyeetal. proposeda numerical method for the prediction of the processing conditions to produce defects during welding such as constitutional liquation, solidication crackinganda centreline grain formation. Mayor etal., investigated the characteristics of Inconel 718 and 706 joints, welded by GTAW (gas tungstenarc welding), nding an excellent weldability and good tensile strength at both room and elevated temperature. The thermal effects of welding operations have been observed to affect the desirable structure of the heat treatable alloys by producing heataffected zones with poor mechanical properties. Li et al., stated that the microssuring sensitivity is inuenced not only by the chemical composition of the alloy but also by the thermal stresses arising during cooling. Increased heat input prevents HAZ microfissuring by reducing thermalstressesatHAZ.Thethermalstressesdecrease with reduction of welding speed and thickness of the material. The strain rate in the HAZ is related to the welding speed. The thermal stresses are developed at fusion zone and HAZ by the difference in the temperature distribution during metal joining processes. When increasing the heat input, the temperature gradient becomes shallow and hence the difference in temperature between fusion zone at the start ofsolidification andHAZis reduced. In this case, the weld cooling rate is reduced, which promotes more of Laves phase. Heat input rate can be varied with welding speed for the given heat input. This reduces the heat input rate even for higher heat input. Hence a compromise is made between heat input, thermalgradient and cooling rate by manipulating the welding speed. Therefore liquation phenomenon fails to be observed with braze welding process, (Figurex),
65
www.mejournal.orgJournalofMetallurgicalEngineering,Volume2Issue2,April2013
because the heating rate is moderate and cooling rate is slightly higher though heat input falls on the lower rangeinbothweldingandbrazeweldingmodes.Thus the incipient melting of grain boundary carbides is minimized with braze welding process. Detailed discussion on the effect of heating rate and cooling rate is described using heat transfer studies in subsequent section. Ferro et al., has studied the effect of high energy density welding process (EBW) on HAZ microfissuring of wrought Inconel 706. It is found that HAZ microfissures are formed due to the thermal stresses developed during cooling. He also compared the numerical model of other researchers with EBW process where heating rate and cooling rate are higher than that with GTAW process. It is inferred that slower heating rate reduces the incipient melting of carbides and moderate cooling rate with extraction of heat using external heat sink reduces the buildup of temperature. And hence the thermal stresses are balanced.
TABLEIIILAVESVOLUMEFRACTIONUSINGIMAGEANALYSIS Process Brazewelding Welding Lavesvolumefraction2%# 11.5 27.1
shown in Figurexiv. It is clearly seen that the cracks propagate through the interdendritic region in FZ. The volume fraction of interdenritic region laves phase has been calculated using image analysis. DetailsaregivenintableIII. XrayDiffractionAnalysis The Xray diffraction studies on braze welded sample have shown minor peaks of laves phase compared to that in welded sample (Figurexv). Thereby it is confirmed that the volume fraction of laves phase is less than that in braze welded sample. Since the braze foilcontainsMn,manganesecarbidesarelikely.Traces ofEtaphasesareobserved.
#Valuesareaverageof30nosofSEMmicrographs
SEM micrographs of welded sample (Figurexi) show blocky, thick and continuous Laves network. Braze welded microstructure shows fine and globular Laves particles (Figurexii), which is the indication of increased undercooling. Further probing of the microstructures of fusion zone (FZ) in certain samples of welding route shows cracks in the interdendritic region (Figurexiii). The fusion zone of braze welding does not exhibit any crack in any of the samples as
FIG.xvXRAYDIFFRACTIONPATTERNSFORBASEMATERIAL, WELDEDSAMPLEANDBRAZEWELDEDSAMPLE
In general, braze welded sample contains high temperature carbides which inhibit grain growth at elevated temperatures. Welded samples show presence of laves phase and also the peaks are prominent. Details of phases with crystallographic orientationsarelistedinTableIV.
TABLEIVINDEXINGOFXRDPATTERNS Observed diffractiondetails I/I0 dspacing (A0) 2.072 1.801 BaseMaterial 1.2718 3.101 1.147 2.53 1.648 1.395 100 63.35 24.72 13.34 1.21 0.68 4.56 1.63 Ortho Ni3Nb FCC NbC (011) a=5.116 b=4.26 c=4.565 a=4.471
Description
Indexeddiffractiondetails Crys. Struc. Ni3Al FCC Crys. planes (111)(200) (220) Latticepara. (A0) a=3.597 a=3.571
Legendin Figurexv
(111)(220) (311)(222)
66
JournalofMetallurgicalEngineering,Volume2Issue2,April2013www.mejournal.org
1.272 2.072 2.53 5.111 1.272 2.052 1.786 1.266 3.101 1.147 2.54 1.621 1.361 1.293 2.125 2.442 1.537 BrazeWelding 1.266 2.052 1.159 1.451 2.317 2.052 1.451 1.293 1.147 1.938 2.125 2.052 1.786 1.361 2.052 2.125 1.786 2.057 1.789 1.267 3.037 1.125 Welding 2.491 1.602 1.336 1.296 2.098 2.491 1.525 1.267
24.72 100 0.68 3.36 24.72 100 31.34 17.91 8.11 3.08 0.68 4.56 1.99 0.73 10.35 0.17 5.51 17.91 100 6.92 7.97 7.45 100 7.97 0.73 3.08 2.72 10.35 100 31.34 1.99 100 10.35 31.34 100 39.41 20.12 38.24 1.36 15.2 20.82 1.02 4.26 18.29 15.2 9.85 20.12 FCC TiN (200)(111) (220)(311) a=4.238 Orthorh. Ni3Nb FCC NbC (011) a=5.116 b=4.26 c=4.565 a=4.471 FCC (111)(200) (220) a=3.597 a=3.571 FCC Mn23C6 (511)(422) (531) a=10.59 Hex. Ni3Ti (202)(201) (004)(203) (205) a=5.096 c=8.304 BCC Fe9.64Ti0.3 6 FCC CrC (110)(211) (200) a=2.877 FCC TiN (200)(111) (220)(311) a=4.238 Ortho Ni3Nb FCC NbC (011) a=5.116 b=4.26 c=4.565 a=4.471 FCC (111)(200) (220) a=3.597 a=3.571 FCC TiN (200)(111) (220)(311) a=4.238
(111)(220) (311)(222)
(111)(200) (220)(311) (222)
a=4.03
(111)(220) (311)(222)
67
www.mejournal.orgJournalofMetallurgicalEngineering,Volume2Issue2,April2013
2.057 1.125 1.434 2.283 2.098 1.473 1.296 1.125 2.057 1.873 1.789 1.92 2.098 2.219 2.057 1.92 2.219 2.057 2.283 1.92
100 1.36 15.12 19.86 18.29 2.37 4.26 3.08 100 18.75 39.41 10.72 18.29 0.64 100 10.72 0.64 100 19.86 10.72
BCC Fe9.64Ti0.3 6
(110)(211) (200)
a=2.877
FCC CrC (111)(200) (220)(311) (222)
a=4.03
BCT Ni4Mo (121)(310) (002) a=5.72 c=3.564 a=5.064 b=4.224 c=4.448 a=4.796 c=7.833 (112)(103) (201) a=4.813 c=7.849
Orthorh. Ni3Mo Hexago nal Fe2Ti Hexago nal Fe2Nb
(211)(020)
(112)(103) (201)
HeatTransferStudies To understand the mechanism of the segregation and the microstructure formation during repair welding, temperature measurement has been employed. The instantaneous cooling rate is slightly high (30.55C/s) in braze welding which minimizes the segregation duringsolidification.Theinstantaneouscoolingratein welding is found to be 26.45C/s (Figuresxvi to xix). Hencesegregationismoderatelyhigherinthewelding route. As already discussed, compromise between thermal stresses and cooling rate minimizes HAZ micro fissuring.ItalsocontrolstheformationofLavesphase. Braze welding process for the set variables exhibits a maximum instantaneous cooling rate of 30.550C/s and a corresponding heating rate of 30.50C/s. The heating rate ranges from 6.95 to 130.10C/s and cooling rate ranges from 2.15 to 30.55 0C/s for braze welding process. An average heating rate of 41.54 0C/s and averagecoolingrateof15.650C/sareobservedinbraze welding process.Similarly in the welding process for the set variables, maximum instantaneous cooling rate is of 26.450C/s and a corresponding heating rate is 30.50C/s.Theheatingraterangesfrom6.95to67.750C/s and cooling rate ranges from 2.15 to 26.45 0C/s for welding process. An average heating rate of 31.2 0C/s and average cooling rate of 8.57 0C/s are observed in brazeweldingprocess.
Alloy 706 - Braze welding
300 250 200 150 100 50 50 100 150 200 250 300
0
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12
T2
500
35 28
Temperature ( )
Temperature ( )
T=247.4
300
14 7 0
200
-7
-14 100 -21 -28 -35 1150 1200 1250 1300 1350 1400 1450 1500
Time (sec)
Time (sec)
FIG.xviCOOLINGCURVESFOR BRAZEWELDING
500
T1 T2 T3 T4 T5 T6 T7 T8 T9 T10 T11 T12
FIG.xviiCOOLINGRATEIN BRAZEWELDINGFORTHESET PARAMETERS
Welding of Alloy 706
300 10
T1
Temperature ( )
400
TEMPERATURE ( )
0 200
300
max=26.45 /sec
T = 199.7
100
-10
200
-20
100
1200
1300
1400
1500
100
200
-30 300
Time (sec)
Time (sec)
FIG.xviiiCOOLINGCURVESFOR WELDING
FIG.xixCOOLINGRATEIN WELDINGFORTHESET PARAMETERS
From the experiment results, it is evident that equal amounts of instantaneous heating and cooling rates are effective in controlling the segregation. The area under the heating and cooling curves is the corresponding energies spent for dissolution and segregation respectively. The heating rate energy is directly proportional to dissolution and cooling rate
68
dT/dt( /sec)
dT/dt( /sec)
400
max=30.55 /sec
21
JournalofMetallurgicalEngineering,Volume2Issue2,April2013www.mejournal.org
energy is inversely proportional to segregation. Heating rate energy in braze welding is 50.95 Joules and 25.65 Joules for welding. Similarly cooling rate energy in braze welding is 43.34 Joules and 102.35 Joules for welding process. Hence in braze welding, there is a reduction in segregation in the inter dendritic region. Since energy is equalized, thermal stresses are also balanced. Thus HAZ microfissuring isavoided. MechanicalTestingandFractographicAnalysis The room temperature tensile test results of braze welded samples show comparable joint strength with that of welded samples. The ductility of braze welded joints is higher than that of welded samples by 31%. The details of the room temperature and elevated temperature(477C)tensiletestsareshownintableV.
TABLEVMECHANICALPROPERTIESAT298K&750K Test temperat ure (C) 23 Welding 477 Braze Welding 23 477# 517.67 600 480 317 313 305 12.73 HAZ 17.6 12 Mechanicalproperties# UTS (MPa ) 622.67 0.2%Y S (MPa) 359.33 % Elongatio n 13.47
FIG.xx(a)&(b)SEMFRACTOGRAPHSOFBWSAMPLE TESTEDAT23C
FIG.xxi(c)&(d)SEMFRACTOGRAPHSOFBWSAMPLE TESTEDAT477C
Process
Failure locatio n
FIG.xxii(a)&(b)SEMFRACTOGRAPHSOFWELDED SAMPLETESTEDAT23C
#Dualneckingobserved.Allthetestvaluesaretheaverageofthree samples
Room temperature mechanical properties of repaired specimens have been compared with those of as cast samples.89.46%weldefficiencywithweldingrouteon ultimate tensile strength and 86.21% weld efficiency with braze welding route on similar conditions was found. Room temperature tensile test fracture surfaces of braze welded samples (Figuresxx a & b) show more of dimple structure, which reflects in the ductility of fusion zone. In case of welded sample (Figures xxi a&b),mixedstructures(Cleavageanddimple)areseen. The volume fraction of dimple structure in braze welded sample is higher than that in welded sample. Similarly,theelevatedtemperaturetensiletestfracture surfaces of braze welded samples (Figuresxxii a & b) show transgranular fracture surface with wavy slip mode. This mode of deformation is promoted by the presence of nonshearable carbides. In case of welded sample (Figuresxxiii a & b), intergranular fracture is promotedbythepresenceofbrittlelavesphase.
FIG.xxiii(a)&(b)SEMFRACTOGRAPHSOFWELDED SAMPLETESTEDAT477C
Conclusion Based on the experiments conducted on the aged cast alloy 706 billets with braze welding and welding processes,thefollowingcanbeconcluded: Joint strength by braze welding route is comparable with that obtained in welding route Ductility of braze weldment is better than that in fusion zone and thereby having more of creepcrackgrowthresistance
69
www.mejournal.orgJournalofMetallurgicalEngineering,Volume2Issue2,April2013
Insitucrackscanberepairedbybrazewelding process with minimal damage to the base material and lesser strength mismatch in case ofasweldedcondition
ACKNOWLEDGEMENTS
Dye, D., Hunziker,O., and Reed,R.C., Acta Mater. 49 (2001) 683697. Feng,Z., David, S.A., Zacharia, T., and Tsai,C.L.,Sci. Technol. Weld.Join.2(1997),1119. Heck, K.A.,Superalloys 718, 625, 706 and Various Derivatives.TMS,(1994) Idowu,O.A.,Ojo,O.A.,andChaturvedi,M.C:Mater.Sci.Eng. A,(2007),vol.454,pp.38997 INCONEL alloy 706 Technical Bulletin, Special Metals Corporation,(2004) Kou,S., Welding Metallurgy, Edn2, John Wiley and sons, (1987),pp303318 Li,Z.,Gobbi,S.L.,andLoreau,J.H.,J.Mater.Process.Technol. 65(1997)183190. Matheij,J.H.G.,Mater.Sci.&Tech.(1985)1:pp608612 Mayor,R.A.,Weld.J.Weld.Res.Suppl.55(1976)269s275s
The authors would like to thank Director/ LPSC and AD/LPSC (M) for giving this opportunity to work on this problem. Meanwhile authors thank Shri.CH.Kunhikamaran for his valuable technical guidance during this work. They would also appreciate, Dr.P.Ramesh Narayanan, Dr.SVS.N.Murthy, Dr.VMJ.Sharma,Dr.Biju.S.Nair and Mr.Sudharsan Rao of VSSC, Mr.Thomas Tharian and Mr.P.Palvannan of LPSC for their support in micro structuralcharacterization.
REFERENCES
AmericanSocietyofTestingMaterialsE8,E2109 AmericanWeldingSocietyBrazingmanual,1963 Carlson, R.G.,Superalloy 716Metallurgy and
Mel.M.Schwartz, BrazingIInd edition, ASM International (2003) Moll, J.H., Maniar, G.N.,and Muzyka, D.R. , Met. Trans., (1971)2,#8,pp2143 Ou,C.L., Liaw, D.W., Du, Y.C., and Shiue, R.K., J. Mater. Sci. (2006)41:pp63536361 Radhakrishnan, B., and Thompson, R. G., Metallography (1988)21:pp453471 Richards,N.L, Nakkalil,R., and Chaturvedi,M.C.,: Metall. Mater.Trans.A,(1994),vol.25A,pp.173345
Applications,The Minerals, Metals & Materials Society, (1989) Cieslak, M. J., Knorovsky, G. A., Headley, T. J., and Romig, Jr., A. D., Superalloy 716Metallurgy and
Applications,The Minerals, Metals & Materials Society, (1989) Davis.,J.R,ASMSpecialityhandbook:Nickel,Cobaltandtheir alloys,ASMInternational(2000)
70
Potrebbero piacerti anche
- Influence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearDocumento13 pagineInfluence of Aluminum Oxide Nanofibers Reinforcing Polyethylene Coating On The Abrasive WearSEP-PublisherNessuna valutazione finora
- Effect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesDocumento11 pagineEffect of Slip Velocity On The Performance of A Magnetic Fluid Based Squeeze Film in Porous Rough Infinitely Long Parallel PlatesSEP-PublisherNessuna valutazione finora
- Improving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesDocumento5 pagineImproving of Motor and Tractor's Reliability by The Use of Metalorganic Lubricant AdditivesSEP-PublisherNessuna valutazione finora
- Contact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentDocumento7 pagineContact Characteristics of Metallic Materials in Conditions of Heavy Loading by Friction or by Electric CurrentSEP-PublisherNessuna valutazione finora
- Experimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesDocumento8 pagineExperimental Investigation of Friction Coefficient and Wear Rate of Stainless Steel 202 Sliding Against Smooth and Rough Stainless Steel 304 Couter-FacesSEP-PublisherNessuna valutazione finora
- Microstructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingDocumento5 pagineMicrostructure and Wear Properties of Laser Clad NiCrBSi-MoS2 CoatingSEP-PublisherNessuna valutazione finora
- Mill's Critique of Bentham's UtilitarianismDocumento9 pagineMill's Critique of Bentham's UtilitarianismSEP-PublisherNessuna valutazione finora
- Microstructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesDocumento7 pagineMicrostructural Development in Friction Welded Aluminum Alloy With Different Alumina Specimen GeometriesSEP-PublisherNessuna valutazione finora
- FWR008Documento5 pagineFWR008sreejith2786Nessuna valutazione finora
- Device For Checking The Surface Finish of Substrates by Tribometry MethodDocumento5 pagineDevice For Checking The Surface Finish of Substrates by Tribometry MethodSEP-PublisherNessuna valutazione finora
- Enhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentDocumento6 pagineEnhancing Wear Resistance of En45 Spring Steel Using Cryogenic TreatmentSEP-PublisherNessuna valutazione finora
- Reaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesDocumento9 pagineReaction Between Polyol-Esters and Phosphate Esters in The Presence of Metal CarbidesSEP-PublisherNessuna valutazione finora
- Quantum Meditation: The Self-Spirit ProjectionDocumento8 pagineQuantum Meditation: The Self-Spirit ProjectionSEP-PublisherNessuna valutazione finora
- Delightful: The Saturation Spirit Energy DistributionDocumento4 pagineDelightful: The Saturation Spirit Energy DistributionSEP-PublisherNessuna valutazione finora
- Technological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsDocumento9 pagineTechnological Mediation of Ontologies: The Need For Tools To Help Designers in Materializing EthicsSEP-PublisherNessuna valutazione finora
- Mindfulness and Happiness: The Empirical FoundationDocumento7 pagineMindfulness and Happiness: The Empirical FoundationSEP-PublisherNessuna valutazione finora
- Social Conflicts in Virtual Reality of Computer GamesDocumento5 pagineSocial Conflicts in Virtual Reality of Computer GamesSEP-PublisherNessuna valutazione finora
- Enhanced Causation For DesignDocumento14 pagineEnhanced Causation For DesignSEP-PublisherNessuna valutazione finora
- Cold Mind: The Released Suffering StabilityDocumento3 pagineCold Mind: The Released Suffering StabilitySEP-PublisherNessuna valutazione finora
- Isage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophyDocumento8 pagineIsage: A Virtual Philosopher System For Learning Traditional Chinese PhilosophySEP-PublisherNessuna valutazione finora
- Ontology-Based Testing System For Evaluation of Student's KnowledgeDocumento8 pagineOntology-Based Testing System For Evaluation of Student's KnowledgeSEP-PublisherNessuna valutazione finora
- Metaphysics of AdvertisingDocumento10 pagineMetaphysics of AdvertisingSEP-PublisherNessuna valutazione finora
- Architectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldDocumento5 pagineArchitectural Images in Buddhist Scriptures, Buddhism Truth and Oriental Spirit WorldSEP-PublisherNessuna valutazione finora
- A Tentative Study On The View of Marxist Philosophy of Human NatureDocumento4 pagineA Tentative Study On The View of Marxist Philosophy of Human NatureSEP-PublisherNessuna valutazione finora
- The Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateDocumento8 pagineThe Effect of Boundary Conditions On The Natural Vibration Characteristics of Deep-Hole Bulkhead GateSEP-PublisherNessuna valutazione finora
- Computational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpDocumento6 pagineComputational Fluid Dynamics Based Design of Sump of A Hydraulic Pumping System-CFD Based Design of SumpSEP-PublisherNessuna valutazione finora
- Legal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialDocumento4 pagineLegal Distinctions Between Clinical Research and Clinical Investigation:Lessons From A Professional Misconduct TrialSEP-PublisherNessuna valutazione finora
- Damage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationDocumento10 pagineDamage Structures Modal Analysis Virtual Flexibility Matrix (VFM) IdentificationSEP-PublisherNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Final ExamDocumento5 pagineFinal ExamSteveDubeNessuna valutazione finora
- Magnetism of Nanoparticles: Effects of Size, Shape, and InteractionsDocumento2 pagineMagnetism of Nanoparticles: Effects of Size, Shape, and Interactionsyanilagi5048Nessuna valutazione finora
- Heat Exchanger DesignDocumento15 pagineHeat Exchanger DesignCharito Sollera AlbaricoNessuna valutazione finora
- Experiment-3 Study of Critical Heat Flux (Boiling Heat Transfer)Documento7 pagineExperiment-3 Study of Critical Heat Flux (Boiling Heat Transfer)Mukul ChandraNessuna valutazione finora
- Synthetic Fibres and PlasticsDocumento17 pagineSynthetic Fibres and PlasticsSakina ChechatwalaNessuna valutazione finora
- L1 - Introduction and History of Biomaterials - FMDocumento65 pagineL1 - Introduction and History of Biomaterials - FMSamNessuna valutazione finora
- Breedon Superior DS 08.17 NewDocumento4 pagineBreedon Superior DS 08.17 Newsawmyo2007Nessuna valutazione finora
- Cantilever ReportDocumento7 pagineCantilever ReportDenny MoranNessuna valutazione finora
- Title: Suspension Polymerization: The College of Engineering Department of Petrochemicals Module: PolymerDocumento4 pagineTitle: Suspension Polymerization: The College of Engineering Department of Petrochemicals Module: PolymerSafwan BakrmanyNessuna valutazione finora
- Test On Strength of MaterialDocumento9 pagineTest On Strength of MaterialJonathan Green100% (1)
- Wetting of Structured Packing Elements - CFD and Experiment PDFDocumento139 pagineWetting of Structured Packing Elements - CFD and Experiment PDFahmedsalemyNessuna valutazione finora
- An Introduction To Superconductors and It's PropertiesDocumento11 pagineAn Introduction To Superconductors and It's PropertiesDRISTIE KALITA100% (1)
- Distribution of Shear Stresses in Circular ShaftsDocumento5 pagineDistribution of Shear Stresses in Circular ShaftsSnehasish IsharNessuna valutazione finora
- FPSO Related Piping and Pipe Stress AspectsDocumento43 pagineFPSO Related Piping and Pipe Stress AspectsSmith780512100% (3)
- Evaporators Design PDFDocumento5 pagineEvaporators Design PDFBapu612345Nessuna valutazione finora
- Prezentare Grosan Marius Bogdan An 2 ADSCSDocumento25 paginePrezentare Grosan Marius Bogdan An 2 ADSCSGanea Marius BogdanNessuna valutazione finora
- Product Catalog: PBGA IC Substrate PCBDocumento6 pagineProduct Catalog: PBGA IC Substrate PCBhhaiddaoNessuna valutazione finora
- Graphene Magnetoplasmonic Principles, Structures and DevicesDocumento2 pagineGraphene Magnetoplasmonic Principles, Structures and Deviceslogivert immobilierNessuna valutazione finora
- Principal Stresses and PlanesDocumento5 paginePrincipal Stresses and PlanesGanesh PeketiNessuna valutazione finora
- Light PropertiesDocumento10 pagineLight PropertiesUsamakhan009Nessuna valutazione finora
- 10 Steps To A Better Rheological Measurement PDFDocumento44 pagine10 Steps To A Better Rheological Measurement PDFHílary VpbNessuna valutazione finora
- Sol Xe Doc s88 Exs020 High 1Documento2 pagineSol Xe Doc s88 Exs020 High 1Hafid Papeda SaguNessuna valutazione finora
- TorquingDocumento7 pagineTorquingVicky KumarNessuna valutazione finora
- Enscape Tutorial Guide CompressDocumento27 pagineEnscape Tutorial Guide CompresspaingsoemoeNessuna valutazione finora
- Synthesis and Characterization of Zinc Ferrite Nanoparticles Obtained by Self-Propagating Low-Temperature Combustion MethodDocumento6 pagineSynthesis and Characterization of Zinc Ferrite Nanoparticles Obtained by Self-Propagating Low-Temperature Combustion MethodIetha Sunshine Of LoveeNessuna valutazione finora
- Taperla, NANOTECHNOLOGY Week 10 - 11Documento4 pagineTaperla, NANOTECHNOLOGY Week 10 - 11kevin cagud PhillipNessuna valutazione finora
- BEE Tutorial 8Documento2 pagineBEE Tutorial 8Atharva NairNessuna valutazione finora
- Covalent CompoundsDocumento4 pagineCovalent Compoundsrayan.ashroffNessuna valutazione finora
- Ideal MOS CapDocumento16 pagineIdeal MOS CapVijay JalneelaNessuna valutazione finora