Potrebbero piacerti anche
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5794)
- (AL Shabab) : Painting Procedure P-04Documento12 pagine(AL Shabab) : Painting Procedure P-04Omar Nabil80% (5)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Maxi-Jolly Chain Length CalculationDocumento3 pagineMaxi-Jolly Chain Length Calculationnaseema1Nessuna valutazione finora
- Weld Fitting DimensionsDocumento5 pagineWeld Fitting DimensionsteguheafNessuna valutazione finora
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Viewing and Interpretation of RadiographsDocumento30 pagineViewing and Interpretation of RadiographsNatrajiNessuna valutazione finora
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (895)
- Seamless Welding Fittings-DataDocumento24 pagineSeamless Welding Fittings-DataeASMENessuna valutazione finora
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- Buttweld FittingsDocumento3 pagineButtweld FittingsAshok Kumar100% (1)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Kaiflex MasterSpecificationDocumento8 pagineKaiflex MasterSpecificationnaseema1Nessuna valutazione finora
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (588)
- Itp For Storge TankDocumento23 pagineItp For Storge Tanknaseema1Nessuna valutazione finora
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- Sproule WR 1200 Perlite TDSDocumento2 pagineSproule WR 1200 Perlite TDSnaseema1Nessuna valutazione finora
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (266)
- Piping System Installation Page 4 Thru 8Documento5 paginePiping System Installation Page 4 Thru 8naseema1Nessuna valutazione finora
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- AWI Heat Input CalculatorDocumento2 pagineAWI Heat Input CalculatorMohammad ElhedabyNessuna valutazione finora
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Materials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding FittingsDocumento1 paginaMaterials Comparison DIN / EN / ASTM: Pipes / Tubes Flanges Buttwelding Fittingsnaseema1Nessuna valutazione finora
- Pittsburgh Corning Foamglass Cold Process Piping Installation GuidelineDocumento7 paginePittsburgh Corning Foamglass Cold Process Piping Installation Guidelinenaseema1Nessuna valutazione finora
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (73)
- Kaiflex Specification DomesticDocumento5 pagineKaiflex Specification Domesticnaseema1Nessuna valutazione finora
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- Insulation InspectionsDocumento1 paginaInsulation Inspectionsnaseema1Nessuna valutazione finora
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Insulation InspectionsDocumento1 paginaInsulation Inspectionsnaseema1Nessuna valutazione finora
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2259)
- Kooltherm PipeDocumento8 pagineKooltherm Pipenaseema1Nessuna valutazione finora
- Pipe and Equipment Insulation 0910Documento14 paginePipe and Equipment Insulation 0910naseema1Nessuna valutazione finora
- Pipe, Duct and Equipment InsulationDocumento6 paginePipe, Duct and Equipment Insulationnaseema1Nessuna valutazione finora
- ProcedureDocumento11 pagineProcedurePoonam AshwinNessuna valutazione finora
- Kooltherm PipeDocumento8 pagineKooltherm Pipenaseema1Nessuna valutazione finora
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- UAS Engineering & Ship Repair ServicesDocumento1 paginaUAS Engineering & Ship Repair Servicesnaseema1Nessuna valutazione finora
- r1Documento3 paginer1naseema1Nessuna valutazione finora
- InsulationDocumento4 pagineInsulationnaseema1Nessuna valutazione finora
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- U.I.P. System: Submittal DataDocumento2 pagineU.I.P. System: Submittal Datanaseema1Nessuna valutazione finora
- Post WeldDocumento4 paginePost Weldnaseema1Nessuna valutazione finora
- Fcaw 16 THKDocumento5 pagineFcaw 16 THKparesh2387Nessuna valutazione finora
- Jhl1 5 RepairDocumento2 pagineJhl1 5 Repairnaseema1Nessuna valutazione finora
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (120)
- B - 8.8 - ZSS006 STD Spec For Piping Flushing Testing InspectionDocumento9 pagineB - 8.8 - ZSS006 STD Spec For Piping Flushing Testing Inspectionnaseema1Nessuna valutazione finora
- Norsok L-004-CR Ror OgDocumento29 pagineNorsok L-004-CR Ror OgWissam Jarmak100% (2)
- 3D Printing 1605240054 SiddharthDocumento25 pagine3D Printing 1605240054 SiddharthCURRENT AFFAIRS with KARANNessuna valutazione finora
- New Low-Cost Manufacturing Methods To Produce SiliDocumento9 pagineNew Low-Cost Manufacturing Methods To Produce Sililyxuannam lyNessuna valutazione finora
- BS 499Documento154 pagineBS 499AgungNessuna valutazione finora
- Chap 13 Dew Point CorrosionDocumento8 pagineChap 13 Dew Point CorrosionGustavoNessuna valutazione finora
- Plastic SyllabusDocumento11 paginePlastic SyllabusrajatNessuna valutazione finora
- Unit 5.10 SublimationDocumento13 pagineUnit 5.10 SublimationMutale InongeNessuna valutazione finora
- SolutionDocumento3 pagineSolutionMohammed Alryani100% (1)
- The Pulp and Paper IndustryDocumento3 pagineThe Pulp and Paper IndustrysukanyagggNessuna valutazione finora
- Mold Cleaners LubricantsDocumento3 pagineMold Cleaners LubricantsEliasNessuna valutazione finora
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Belazo Elastomeric Roof PaintDocumento2 pagineBelazo Elastomeric Roof PaintrumahsketchNessuna valutazione finora
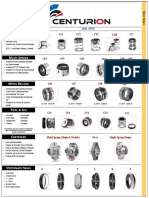
- Single Spring: CT2 CT1 C21 C57 C31 C1MDocumento2 pagineSingle Spring: CT2 CT1 C21 C57 C31 C1MOscar GalindoNessuna valutazione finora
- Quenching and Tempering Check Sheet - Issue 1Documento8 pagineQuenching and Tempering Check Sheet - Issue 1Sakthi VelNessuna valutazione finora
- 67047-Ch14 BaruDocumento48 pagine67047-Ch14 BaruDanielNessuna valutazione finora
- Serma LonDocumento1 paginaSerma LonIrwanzNessuna valutazione finora
- Methods and Procedures in Making Fashion Accessory ProjectsDocumento14 pagineMethods and Procedures in Making Fashion Accessory Projectsmarinella borbon80% (5)
- IPC Standards TreeDocumento1 paginaIPC Standards TreeMirnaNessuna valutazione finora
- Tutorial Magnum Spy PistolDocumento6 pagineTutorial Magnum Spy PistolchopenNessuna valutazione finora
- ASTM A795 Type E, Grade A PipeDocumento1 paginaASTM A795 Type E, Grade A PipeNelson IglesiasNessuna valutazione finora
- Dear Sir: Basekrete MD/HD Polyurethane Mortar FlooringDocumento3 pagineDear Sir: Basekrete MD/HD Polyurethane Mortar FlooringBlind SpotNessuna valutazione finora
- Supply Range of AISI M42 Tool Steel High SpeedDocumento4 pagineSupply Range of AISI M42 Tool Steel High SpeedSama UmateNessuna valutazione finora
- JMT Steel Intro PDFDocumento10 pagineJMT Steel Intro PDFMaitrik DoshiNessuna valutazione finora
- Design of A Rotary Kiln For The ReductionDocumento16 pagineDesign of A Rotary Kiln For The ReductionMadhav Krishna M100% (2)
- Procedimiento de Instalación Launders OutotecDocumento18 pagineProcedimiento de Instalación Launders OutotecWIFFO1970Nessuna valutazione finora
- Mod 1-Introduction To The Cement IndustryDocumento125 pagineMod 1-Introduction To The Cement Industrylovjnx100% (2)
- Introduction To Jig & Fixture Design by KempsterDocumento54 pagineIntroduction To Jig & Fixture Design by Kempstersk9145100% (10)
- Iso 8502 6 2020Documento9 pagineIso 8502 6 2020Aswin NashNessuna valutazione finora
- Thermoforming Design Guidelines-020810Documento46 pagineThermoforming Design Guidelines-020810AmolPagdal100% (1)
- Casing RepairDocumento44 pagineCasing RepairMouRes100% (2)
- Process Descr Flow HMDocumento1 paginaProcess Descr Flow HMremeenNessuna valutazione finora
- Submerged Arc Welding-SAWDocumento64 pagineSubmerged Arc Welding-SAWjhas988Nessuna valutazione finora