Potrebbero piacerti anche
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementDa EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNessuna valutazione finora
- Catalogo Generador Cat 3512Documento6 pagineCatalogo Generador Cat 3512pamg50% (1)
- Structural Health MonitoringDa EverandStructural Health MonitoringDaniel BalageasNessuna valutazione finora
- SBPT Catalogue DC CouplingDocumento11 pagineSBPT Catalogue DC CouplingEserNessuna valutazione finora
- Eaton Fuller T-11605A Gear Box Parts ManualDocumento31 pagineEaton Fuller T-11605A Gear Box Parts Manualmohammed mostafaNessuna valutazione finora
- K-WINCH 5000 Series Measuring HeadDocumento1 paginaK-WINCH 5000 Series Measuring Headu2006262918Nessuna valutazione finora
- OMM DOBA BrakeDocumento24 pagineOMM DOBA BrakeRakhmat yusuf100% (2)
- Operating Instructions: Sugar Mill Drive Gear Box Flender Duored SVVL 700Documento277 pagineOperating Instructions: Sugar Mill Drive Gear Box Flender Duored SVVL 700yosfetNessuna valutazione finora
- Manual Pro Test 1500 InglesDocumento19 pagineManual Pro Test 1500 InglesAnonymous SSp6xSPQNessuna valutazione finora
- Clutch Troubleshooting and Warranty Analysis Guide - UnknownDocumento84 pagineClutch Troubleshooting and Warranty Analysis Guide - Unknownbotan_mihaiNessuna valutazione finora
- GeislingerDocumento5 pagineGeislingerSameh Jeep100% (1)
- ABC CatalogueDocumento28 pagineABC CatalogueSns Equipamiento100% (1)
- 3600 AlignmentDocumento3 pagine3600 Alignmentவனச்செல்வன் நாடார்Nessuna valutazione finora
- IO-Grundfos-O&M Plate Heat Exchanger PDFDocumento23 pagineIO-Grundfos-O&M Plate Heat Exchanger PDFCarlos SopasNessuna valutazione finora
- Manual GeislingerDocumento36 pagineManual GeislingerEge CNessuna valutazione finora
- Goltens Brochure FinalDocumento20 pagineGoltens Brochure FinalMichele LeeNessuna valutazione finora
- Crankshaft AssemblyDocumento51 pagineCrankshaft AssemblySlobodanNessuna valutazione finora
- P086ti 1Documento2 pagineP086ti 1Serhan AysanNessuna valutazione finora
- LEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionDocumento79 pagineLEVALIGN Ultra Is Handbook DOC 40 201-05-2013 en WebversionCano EndemoniadoNessuna valutazione finora
- GearsDocumento30 pagineGearsBernard MusonaNessuna valutazione finora
- TDI Marine Air Starters PDFDocumento15 pagineTDI Marine Air Starters PDFMayor Paz GonzálezNessuna valutazione finora
- Test Pressure Head PDFDocumento4 pagineTest Pressure Head PDFbabyNessuna valutazione finora
- Product Sheet - TDI T30Documento2 pagineProduct Sheet - TDI T30klashincoviskyNessuna valutazione finora
- 04-Bearing Retention and Clearances PDFDocumento31 pagine04-Bearing Retention and Clearances PDFchanayireNessuna valutazione finora
- Helical Inline Geared Motors Manual PDFDocumento24 pagineHelical Inline Geared Motors Manual PDFHEMANTKHERA0% (2)
- Tire TaperDocumento10 pagineTire Taperdroessaert_stijnNessuna valutazione finora
- Work Shop Manual DV 29Documento180 pagineWork Shop Manual DV 29Saeid SharifiNessuna valutazione finora
- qr25 Service ManualDocumento38 pagineqr25 Service ManualAUDRANNessuna valutazione finora
- Gas Engine - MountingDocumento22 pagineGas Engine - MountingMauro DiazNessuna valutazione finora
- Torques Con Lubricante y UpgradeDocumento17 pagineTorques Con Lubricante y UpgradeJed MayNessuna valutazione finora
- Fallas en CojinetesDocumento2 pagineFallas en CojinetesAlfredo OrellanaNessuna valutazione finora
- Motovario MaintenanceDocumento72 pagineMotovario Maintenancearachman297988Nessuna valutazione finora
- Seal BrochureDocumento29 pagineSeal BrochureAziz AbdullahNessuna valutazione finora
- Renold Giunti Cat Gen Eng PDFDocumento96 pagineRenold Giunti Cat Gen Eng PDFInformational kya kaiseNessuna valutazione finora
- Toothed Coupling Installation and Maintenance Guide PDFDocumento18 pagineToothed Coupling Installation and Maintenance Guide PDFrazvanNessuna valutazione finora
- CE2393 R2 CompaniadeMinasBuenaventura UnidadTambomayo ILR2000BA 160111Documento29 pagineCE2393 R2 CompaniadeMinasBuenaventura UnidadTambomayo ILR2000BA 160111jcNessuna valutazione finora
- Rótulas SKFDocumento136 pagineRótulas SKFxataraNessuna valutazione finora
- Work Shop Manual DV 24Documento206 pagineWork Shop Manual DV 24Tansu MavunacıNessuna valutazione finora
- Crankshaft MeasurementDocumento1 paginaCrankshaft Measurementesa masivNessuna valutazione finora
- Voith CouplingDocumento100 pagineVoith Couplingadarsh pushpanNessuna valutazione finora
- 2142 Vacuumarator Jets 15MB-D - ENGDocumento2 pagine2142 Vacuumarator Jets 15MB-D - ENGMarcelo Pereira0% (1)
- Byron Jackson Type M Double Mechanical Seal Submersible Pumping UnitDocumento68 pagineByron Jackson Type M Double Mechanical Seal Submersible Pumping Unitgk218Nessuna valutazione finora
- TDI Catalog TurboStartTwo Brochure PDFDocumento4 pagineTDI Catalog TurboStartTwo Brochure PDFEva Karia colorado MartinezNessuna valutazione finora
- Gasketed Plate Heat Exchangers Installation PDFDocumento23 pagineGasketed Plate Heat Exchangers Installation PDFCastoriadisNessuna valutazione finora
- Torque Wrench CalibratorDocumento1 paginaTorque Wrench CalibratorChandra Sekhar BoyinaNessuna valutazione finora
- Lowara Cat GeralDocumento288 pagineLowara Cat GeralVitor Padrão100% (1)
- Simplex WT-Series ManualDocumento9 pagineSimplex WT-Series ManualTitanplyNessuna valutazione finora
- Fenaflex Tyre CouplingsDocumento12 pagineFenaflex Tyre CouplingsGUZMANNessuna valutazione finora
- Journal BearingsDocumento32 pagineJournal Bearingsa_salehiNessuna valutazione finora
- Bombas AllweilerDocumento14 pagineBombas AllweilerCARLOS ANDRES CARVAJAL SUAREZNessuna valutazione finora
- Engine Misfires, Runs Rough or Is UnstableDocumento4 pagineEngine Misfires, Runs Rough or Is UnstableFaresNessuna valutazione finora
- Fisher Diaphragm Rotary ActuatorDocumento12 pagineFisher Diaphragm Rotary Actuatordennis_ugarteNessuna valutazione finora
- Detailed 3D Ring Pack Analysis by Federal MogulDocumento13 pagineDetailed 3D Ring Pack Analysis by Federal MogulthisisjineshNessuna valutazione finora
- Air Starters - Series 150bmpDocumento16 pagineAir Starters - Series 150bmpAntonio SerranoNessuna valutazione finora
- Eliminator™ FilterDocumento35 pagineEliminator™ FiltertstkupdhNessuna valutazione finora
- Tooth Design: Forces Acting On Spur GearsDocumento77 pagineTooth Design: Forces Acting On Spur GearsJitendra KumarNessuna valutazione finora
- Mechatronics Syllabus PDFDocumento77 pagineMechatronics Syllabus PDFVenkateshSrinivasanNessuna valutazione finora
- Buttfusion OperationDocumento8 pagineButtfusion OperationIan lawrenz LeeNessuna valutazione finora
- Manual For Filastruder ENGLISH PDFDocumento10 pagineManual For Filastruder ENGLISH PDFstavroula zarkadoulaNessuna valutazione finora
- Plate Type Heat Exchangers: Operation & Maintenance ManualDocumento24 paginePlate Type Heat Exchangers: Operation & Maintenance ManualasjkhjshdjkashdashNessuna valutazione finora
- X17CrNi16 2Documento2 pagineX17CrNi16 2madodandembeNessuna valutazione finora
- Construction Method Statement: in Relation With The Formation of A New Basement @Documento10 pagineConstruction Method Statement: in Relation With The Formation of A New Basement @Sunway GandariaNessuna valutazione finora
- Bearing and Lubracant StorageDocumento2 pagineBearing and Lubracant StoragemadodandembeNessuna valutazione finora
- 1.1fluke 190 Series - Product SpecificationDocumento18 pagine1.1fluke 190 Series - Product SpecificationmadodandembeNessuna valutazione finora
- RB25009 - Inspection ReportDocumento2 pagineRB25009 - Inspection ReportmadodandembeNessuna valutazione finora
- Quality Control TempleteDocumento24 pagineQuality Control TempleteFidel CastroNessuna valutazione finora
- Boiler Tube GradesDocumento12 pagineBoiler Tube Gradesfelram100% (1)
- WMS Structural Steel Structual Steel Erection PDFDocumento7 pagineWMS Structural Steel Structual Steel Erection PDFEKNessuna valutazione finora
- Demo Weld Cost Calc XLDocumento10 pagineDemo Weld Cost Calc XLKhalid Ahmod ShibleeNessuna valutazione finora
- Hardox® 400: General Product DescriptionDocumento2 pagineHardox® 400: General Product Descriptionmini p shendeNessuna valutazione finora
- ASME VIII Flange CalculationDocumento15 pagineASME VIII Flange Calculationmadodandembe100% (2)
- Boiler Cleaning ProcedureDocumento4 pagineBoiler Cleaning ProceduremadodandembeNessuna valutazione finora
- Piping & Engineering Piping & Engineering: BJ BJDocumento28 paginePiping & Engineering Piping & Engineering: BJ BJWilson Xavier Orbea BrachoNessuna valutazione finora
- Roq Last Data SheetDocumento5 pagineRoq Last Data SheetmadodandembeNessuna valutazione finora
- ChutesDocumento48 pagineChutesSema Jain100% (1)
- Corrosion SpecificationDocumento1 paginaCorrosion SpecificationmadodandembeNessuna valutazione finora
- Miller RMD PipeWeldingHandbookDocumento44 pagineMiller RMD PipeWeldingHandbookJustin Morse100% (4)
- Corrosion SpecificationDocumento1 paginaCorrosion SpecificationmadodandembeNessuna valutazione finora
- BS5906 2005 PDFDocumento32 pagineBS5906 2005 PDFsaruthanNessuna valutazione finora
- Heat Input CalculationDocumento2 pagineHeat Input CalculationmadodandembeNessuna valutazione finora
- Cálculo Flange ASME VIII 1 Apendice 2Documento5 pagineCálculo Flange ASME VIII 1 Apendice 2Anonymous gfR3btyUNessuna valutazione finora
- As 1365-Tolerance HandbookDocumento17 pagineAs 1365-Tolerance Handbooktruongphuong12Nessuna valutazione finora
- ASME VIII CalculationDocumento15 pagineASME VIII CalculationJoao Osmar Correa100% (1)
- Cálculo Flange ASME VIII 1 Apendice 2Documento5 pagineCálculo Flange ASME VIII 1 Apendice 2Anonymous gfR3btyUNessuna valutazione finora
- Generic QMS TemplateDocumento62 pagineGeneric QMS Templatemadodandembe100% (1)
- Data Sheet 152uk Hardox 500 20180212 184 371857150 enDocumento2 pagineData Sheet 152uk Hardox 500 20180212 184 371857150 enszystNessuna valutazione finora
- 1985 - Moor - A Reliable High EfficiencyDocumento8 pagine1985 - Moor - A Reliable High EfficiencymadodandembeNessuna valutazione finora
- MSS SP-6 (2001)Documento6 pagineMSS SP-6 (2001)Vijay KumarNessuna valutazione finora
- Air Heater PDFDocumento2 pagineAir Heater PDFmadodandembeNessuna valutazione finora
- Detailed Specifications - LiftsDocumento27 pagineDetailed Specifications - LiftsmadodandembeNessuna valutazione finora
- Corrosion in Hydrochloric AcidDocumento2 pagineCorrosion in Hydrochloric AcidbbmokshNessuna valutazione finora
- Fries Bar ManualDocumento23 pagineFries Bar ManualJOHNNY PARRADO RODRIGUEZ100% (3)
- Nema-Gd-1-2019-Evaluating-Water-Damaged-Electrical-Equipment-Guide - 9 - 4 - 2020 12 - 21 - 10 AM PDFDocumento11 pagineNema-Gd-1-2019-Evaluating-Water-Damaged-Electrical-Equipment-Guide - 9 - 4 - 2020 12 - 21 - 10 AM PDFMiller VivasNessuna valutazione finora
- DLT 5072-2007-EnDocumento74 pagineDLT 5072-2007-EnCourage MurevesiNessuna valutazione finora
- EAD-230008-00-0106 (2016) Double Twisted Steel Wire Mesh Reinforced or Not With Ropes PDFDocumento23 pagineEAD-230008-00-0106 (2016) Double Twisted Steel Wire Mesh Reinforced or Not With Ropes PDFRoshanRSVNessuna valutazione finora
- AlfaCon EnglishDocumento17 pagineAlfaCon EnglishCar Alb JoseNessuna valutazione finora
- Aria PDFDocumento172 pagineAria PDFPrashantNessuna valutazione finora
- Failure Analysis in Subsystem Design For Space MissionsDocumento17 pagineFailure Analysis in Subsystem Design For Space Missionscary01Nessuna valutazione finora
- Astm A1065-09Documento6 pagineAstm A1065-09ing_fernandogalvez2015Nessuna valutazione finora
- Component Maintenance Manual, Cargo HookDocumento38 pagineComponent Maintenance Manual, Cargo HookrobbertmdNessuna valutazione finora
- Low Heat Input SMAW Welding ElectrodesDocumento62 pagineLow Heat Input SMAW Welding ElectrodesShukla SuyashNessuna valutazione finora
- Gold Extraction From Electronic ScrapDocumento7 pagineGold Extraction From Electronic ScrapAFLAC ............100% (2)
- Corrosion 1Documento45 pagineCorrosion 1Lakshya Sadana100% (1)
- Oisd STD 131Documento25 pagineOisd STD 131Nanu PatelNessuna valutazione finora
- PaintsDocumento5 paginePaintsDeepak DhakalNessuna valutazione finora
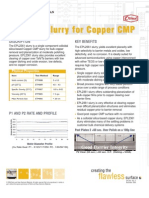
- CMP CopperDocumento2 pagineCMP CopperPablo PachecoNessuna valutazione finora
- Cutsheet Archer Zone1 LED Linear FEL-GDocumento10 pagineCutsheet Archer Zone1 LED Linear FEL-Gthe hawakNessuna valutazione finora
- I and II Semester Syllabus CSE (ACCET Karaikudi)Documento40 pagineI and II Semester Syllabus CSE (ACCET Karaikudi)Cse Rockstars100% (2)
- TL245 English 2004Documento8 pagineTL245 English 2004Elliott RussellNessuna valutazione finora
- ANSI/ISA-71.04-2103: Environmental Conditions For Process Measurement and Control Systems: Airborne ContaminantsDocumento38 pagineANSI/ISA-71.04-2103: Environmental Conditions For Process Measurement and Control Systems: Airborne Contaminantsramy100% (1)
- Degradation Assessment and Failure Prevention of Pipeline SystemsDocumento248 pagineDegradation Assessment and Failure Prevention of Pipeline SystemscarlosNessuna valutazione finora
- Applied Metallurgy and CorrosionDocumento2 pagineApplied Metallurgy and Corrosiongetavijit.asheshNessuna valutazione finora
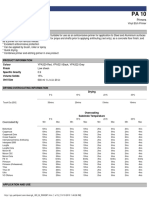
- Pa 10Documento3 paginePa 10LymeParkNessuna valutazione finora
- Lit Guide To Fabricating 2 PDFDocumento40 pagineLit Guide To Fabricating 2 PDFAmeeraNessuna valutazione finora
- 2 CUI PRODUCTS (Merged)Documento17 pagine2 CUI PRODUCTS (Merged)jechurchNessuna valutazione finora
- BS en 12568-2010Documento32 pagineBS en 12568-2010Mohamed Ali100% (1)
- ECSS Q ST 70 71C (15october2014)Documento39 pagineECSS Q ST 70 71C (15october2014)jsadachiNessuna valutazione finora
- Dynetek Luxfer Container and Modules 2013 Rev 3Documento40 pagineDynetek Luxfer Container and Modules 2013 Rev 3spbgcng.dnpNessuna valutazione finora
- Astm B604 PDFDocumento10 pagineAstm B604 PDFcarlosNessuna valutazione finora
- MMABR1016Documento24 pagineMMABR1016Uday GokhaleNessuna valutazione finora