Potrebbero piacerti anche
- Manou FAIM2022Documento8 pagineManou FAIM2022George VosniakosNessuna valutazione finora
- 3DCP Conference Liu Final SubmissionDocumento8 pagine3DCP Conference Liu Final Submissionmike mikeNessuna valutazione finora
- Applicability of Image Processing For Evaluation of Surface RoughnessDocumento8 pagineApplicability of Image Processing For Evaluation of Surface RoughnessIOSRJEN : hard copy, certificates, Call for Papers 2013, publishing of journalNessuna valutazione finora
- Implementation of Surface Roughness Measurements Using Wavelets With Back Propagation AlgorithmDocumento6 pagineImplementation of Surface Roughness Measurements Using Wavelets With Back Propagation Algorithmpurushothaman sinivasanNessuna valutazione finora
- Sciencedirect: E Ffect of Rake Angle On Strain Field During Orthogonal Cutting of Hardened Steel With C-BN ToolsDocumento6 pagineSciencedirect: E Ffect of Rake Angle On Strain Field During Orthogonal Cutting of Hardened Steel With C-BN ToolsAnonymous pcioIM6Nessuna valutazione finora
- Non-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodDocumento8 pagineNon-Destructive Testing of Continuously Cast Billets by Means of The Laser Triangulation MethodSyed HasniNessuna valutazione finora
- Mechanical Systems and Signal Processing: Kunpeng Zhu, Xiaolong YuDocumento12 pagineMechanical Systems and Signal Processing: Kunpeng Zhu, Xiaolong YuRodrigo CabralNessuna valutazione finora
- Sensors: Automatic Identification of Tool Wear Based On Convolutional Neural Network in Face Milling ProcessDocumento17 pagineSensors: Automatic Identification of Tool Wear Based On Convolutional Neural Network in Face Milling ProcessAmine SassiNessuna valutazione finora
- 2D Imagenes - CompressedDocumento13 pagine2D Imagenes - CompressedEdgar Enrique Vilca RomeroNessuna valutazione finora
- Advanced Characterisation of Surface AppearanceDocumento4 pagineAdvanced Characterisation of Surface AppearanceSerhan ÜnverNessuna valutazione finora
- A Tool Path Generation Strategy For Three-Axis Ball-End Milling of Free-FormDocumento5 pagineA Tool Path Generation Strategy For Three-Axis Ball-End Milling of Free-FormNipo Produção TextualNessuna valutazione finora
- Two-Dimensional Digital Image Correlation For In-Plane Displacement and Strain Measurement A ReviewDocumento18 pagineTwo-Dimensional Digital Image Correlation For In-Plane Displacement and Strain Measurement A ReviewIhab El SawiNessuna valutazione finora
- 3-D Measurement and Evaluation of Surface Texture ProducedDocumento9 pagine3-D Measurement and Evaluation of Surface Texture ProducedKevin Delrio SerpaNessuna valutazione finora
- Tool Wear Monitoring - v20180412Documento30 pagineTool Wear Monitoring - v20180412SuzanaPetrovicNessuna valutazione finora
- A Simple Low Cost 3d Scanning System Using The Laser Light Sectioning Method 2008Documento6 pagineA Simple Low Cost 3d Scanning System Using The Laser Light Sectioning Method 2008Gerardo SanchezNessuna valutazione finora
- A W, J W: Lbert Eckenmann Ohannes EickmannDocumento10 pagineA W, J W: Lbert Eckenmann Ohannes Eickmannkalvino314Nessuna valutazione finora
- 3-Axis NC Tool Path Generation and Machining Simulation For Subdivision Surface of Complex ModelsDocumento9 pagine3-Axis NC Tool Path Generation and Machining Simulation For Subdivision Surface of Complex ModelssaaNessuna valutazione finora
- Layer Contour Verification in Additive ManufacturiDocumento24 pagineLayer Contour Verification in Additive Manufacturigarin wisnu murtiNessuna valutazione finora
- A Generic Automated Surface Defect Detection Based PDFDocumento17 pagineA Generic Automated Surface Defect Detection Based PDFAnmesh ChoudhuryNessuna valutazione finora
- Iterative 3D Laser FormingDocumento10 pagineIterative 3D Laser Formingasit_kgpNessuna valutazione finora
- Filtering Denoising GrindingDocumento15 pagineFiltering Denoising GrindingBilelennourNessuna valutazione finora
- Edge Detection For Face Image Using Multiple FiltersDocumento14 pagineEdge Detection For Face Image Using Multiple Filterseditor ijeratNessuna valutazione finora
- Photografy DeformationDocumento12 paginePhotografy DeformationMirkoNessuna valutazione finora
- M2. Mechanical RE RevIIDocumento40 pagineM2. Mechanical RE RevIIhani100% (1)
- SC Book 2014-027Documento18 pagineSC Book 2014-027Khaled ToffahaNessuna valutazione finora
- Automatic Reconstruction of 3D CAD Models From Digital ScansDocumento35 pagineAutomatic Reconstruction of 3D CAD Models From Digital Scansirinuca12Nessuna valutazione finora
- Development of An Inspection System For Defect Detection in Pressed Parts Using Laser Scanned DataDocumento6 pagineDevelopment of An Inspection System For Defect Detection in Pressed Parts Using Laser Scanned DataKhaled ToffahaNessuna valutazione finora
- Reverse Engineering: Submitted ToDocumento24 pagineReverse Engineering: Submitted Tovarun.119100% (1)
- Application of The Optical 3D Measurement Methods in Sheet Metal ProcessingDocumento4 pagineApplication of The Optical 3D Measurement Methods in Sheet Metal Processingkalvino314Nessuna valutazione finora
- Application of Digital Image Processing Tech-Nology in InterferometerDocumento4 pagineApplication of Digital Image Processing Tech-Nology in InterferometerFauzi WestliferNessuna valutazione finora
- 269 837 1 PBDocumento13 pagine269 837 1 PBsidharththerrothNessuna valutazione finora
- Manufacturing Process 1 (Surface Finish (B.eng) - 02092014Documento63 pagineManufacturing Process 1 (Surface Finish (B.eng) - 02092014bananaNessuna valutazione finora
- Validation of The Measurement Performance of A Three Dimensional Vision Sensor by Means of A Coordinate Measurement MachineDocumento4 pagineValidation of The Measurement Performance of A Three Dimensional Vision Sensor by Means of A Coordinate Measurement Machinepm089Nessuna valutazione finora
- Shearography An Optical Measurement TechDocumento27 pagineShearography An Optical Measurement Techaeromac33Nessuna valutazione finora
- 3d ScanningDocumento15 pagine3d ScanningRodrigo Bagatin100% (1)
- Reverse EngineeringDocumento27 pagineReverse Engineeringzeyadhr70Nessuna valutazione finora
- An Online Surface Defects Detection System For AWAM Based On Deep LearningDocumento17 pagineAn Online Surface Defects Detection System For AWAM Based On Deep LearningLinku sahooNessuna valutazione finora
- Base PaperDocumento12 pagineBase PaperRenji RajNessuna valutazione finora
- Measurement of 3-D Tool Wear Based On Focus Error and Micro-Coordinate Measuring SystemDocumento4 pagineMeasurement of 3-D Tool Wear Based On Focus Error and Micro-Coordinate Measuring SystemFaizur RahmanNessuna valutazione finora
- Fast CNNDocumento14 pagineFast CNNgate44Nessuna valutazione finora
- Metrology Lab ReportDocumento10 pagineMetrology Lab ReportKhairul NajmiNessuna valutazione finora
- Non Contact Surface Roughness Measurement InstrumeDocumento10 pagineNon Contact Surface Roughness Measurement InstrumeStefan NikolićNessuna valutazione finora
- Computer Aided Spur Gear Data Extraction Based On Image Processing TechniqueDocumento12 pagineComputer Aided Spur Gear Data Extraction Based On Image Processing TechniqueAli AbbarNessuna valutazione finora
- Size Detection of Firebricks Based On Machine Vision TechnologyDocumento4 pagineSize Detection of Firebricks Based On Machine Vision TechnologyMekaTronNessuna valutazione finora
- Vertical Lane Line Detection Technology Based On Hough TransformDocumento7 pagineVertical Lane Line Detection Technology Based On Hough Transformpepethefrogg45Nessuna valutazione finora
- Iryani 2014Documento6 pagineIryani 2014Mauricio JaramilloNessuna valutazione finora
- UnknownDocumento7 pagineUnknownKhurshed Alam IndiaNessuna valutazione finora
- Applied Sciences: Research On A Surface Defect Detection Algorithm Based On Mobilenet-SsdDocumento17 pagineApplied Sciences: Research On A Surface Defect Detection Algorithm Based On Mobilenet-SsdRunning UpNessuna valutazione finora
- Implementation of 3D Optical Scanning Technology ForDocumento13 pagineImplementation of 3D Optical Scanning Technology ForDinesh KumarNessuna valutazione finora
- Freeform Surface Measurement and Characterisation Using A Toolmakers MicroscopeDocumento8 pagineFreeform Surface Measurement and Characterisation Using A Toolmakers MicroscopeGgNessuna valutazione finora
- Automatic Segmentation and Enhancement of PavementDocumento9 pagineAutomatic Segmentation and Enhancement of PavementLuis AlfaroNessuna valutazione finora
- Reverse Engineering and Its Application in Rapid Prototyping and Computer Integrated ManufacturingDocumento8 pagineReverse Engineering and Its Application in Rapid Prototyping and Computer Integrated ManufacturingRomdhane Ben KhalifaNessuna valutazione finora
- Real-Time Laser Profile Edge Detection by VotingDocumento8 pagineReal-Time Laser Profile Edge Detection by Votingharsha3250Nessuna valutazione finora
- Neural Network Approach For Automatic Image Analysis of Cutting Edge WearDocumento11 pagineNeural Network Approach For Automatic Image Analysis of Cutting Edge WearShaqueena KFNessuna valutazione finora
- Coon's PatchDocumento4 pagineCoon's PatchKarthick DuraiNessuna valutazione finora
- Wenhan Zeng - AMTDocumento18 pagineWenhan Zeng - AMTsubhromondal2017Nessuna valutazione finora
- A Hybrid Analytical-And Discrete-Based Methodology For Determining Cutter-Workpiece Engagement in Five-Axis MillingDocumento2 pagineA Hybrid Analytical-And Discrete-Based Methodology For Determining Cutter-Workpiece Engagement in Five-Axis MillingEdinNessuna valutazione finora
- Automatic Number Plate Recognition SystemDocumento10 pagineAutomatic Number Plate Recognition SystemsnehalNessuna valutazione finora
- Topics On Optical and Digital Image Processing Using Holography and Speckle TechniquesDa EverandTopics On Optical and Digital Image Processing Using Holography and Speckle TechniquesNessuna valutazione finora
- Materials Science and Technology of Optical FabricationDa EverandMaterials Science and Technology of Optical FabricationNessuna valutazione finora
- TRB Polytechnic 2017 Admit Card - 532377 PDFDocumento1 paginaTRB Polytechnic 2017 Admit Card - 532377 PDFmayilsamythangarajuNessuna valutazione finora
- 2017 29 Not HorticulturalDocumento27 pagine2017 29 Not HorticulturalmayilsamythangarajuNessuna valutazione finora
- Anand Institute of Higher Technology Department of Mechanical Engineering List of Electives For The Odd Sem 2013-2014Documento1 paginaAnand Institute of Higher Technology Department of Mechanical Engineering List of Electives For The Odd Sem 2013-2014mayilsamythangarajuNessuna valutazione finora
- Mechanics of StructureDocumento1 paginaMechanics of StructuremayilsamythangarajuNessuna valutazione finora
- Computer Vision: Mubarak Shah Computer Vision Lab University of Central Florida Orlando, FL 32816Documento24 pagineComputer Vision: Mubarak Shah Computer Vision Lab University of Central Florida Orlando, FL 32816mayilsamythangarajuNessuna valutazione finora
- Sardar Raja College of Engineering, AlangulamDocumento5 pagineSardar Raja College of Engineering, AlangulammayilsamythangarajuNessuna valutazione finora
- Ge2111 Eg Jan 2012 QPDocumento2 pagineGe2111 Eg Jan 2012 QPChandrasekar KalyanasundaramNessuna valutazione finora
- Anna Univ Part Time Mech SylabusDocumento69 pagineAnna Univ Part Time Mech SylabusmayilsamythangarajuNessuna valutazione finora
- Competency Based Learning MaterialsDocumento82 pagineCompetency Based Learning MaterialsAlberto T. ToledoNessuna valutazione finora
- GB Catalog Update 2013-1 Inlay LRDocumento296 pagineGB Catalog Update 2013-1 Inlay LRsaotinhyeu307783Nessuna valutazione finora
- Glock Rifle BarrelsDocumento9 pagineGlock Rifle BarrelsJohn CrumpNessuna valutazione finora
- Robot ABB IRB 6660, PremecanizadosDocumento2 pagineRobot ABB IRB 6660, PremecanizadosWalter HerreraNessuna valutazione finora
- Training Handbook ENGDocumento391 pagineTraining Handbook ENGnagaNessuna valutazione finora
- NC&CNCDocumento29 pagineNC&CNCIntekhab AlamNessuna valutazione finora
- Steam Engine PlansDocumento20 pagineSteam Engine Planstszabi26100% (2)
- Lantek Expert Punch 1p (EN-US)Documento2 pagineLantek Expert Punch 1p (EN-US)LantekNessuna valutazione finora
- Comparative Study of CNC Controllers Used in CNC Milling MachineDocumento9 pagineComparative Study of CNC Controllers Used in CNC Milling MachineAJER JOURNALNessuna valutazione finora
- Machine Tool 2007Documento15 pagineMachine Tool 2007simioncristescuNessuna valutazione finora
- 2014-10-07 Produkt Katalog PG B en LRDocumento25 pagine2014-10-07 Produkt Katalog PG B en LRuripssgmailNessuna valutazione finora
- 35 Basic Interview QuestionsDocumento8 pagine35 Basic Interview QuestionsVivek BajpaiNessuna valutazione finora
- SolidCAM 2020 Whats NewDocumento62 pagineSolidCAM 2020 Whats NewильяNessuna valutazione finora
- Ut Calibration Blocks DetailsDocumento44 pagineUt Calibration Blocks Detailsmdsajidalam100% (4)
- Workshop Practice II LAB Manual by Bilal ZamanDocumento24 pagineWorkshop Practice II LAB Manual by Bilal ZamanJawad NadeemNessuna valutazione finora
- Question Bank - All UnitsDocumento11 pagineQuestion Bank - All UnitsParamasivam Veerappan100% (1)
- CNC MaintenanceDocumento206 pagineCNC MaintenanceArjun M Betageri100% (1)
- Raj EnterpriseDocumento10 pagineRaj EnterpriseStarlord PlazaNessuna valutazione finora
- Machine Tools Design and Numerical Control by M. K. Mehta PDFDocumento560 pagineMachine Tools Design and Numerical Control by M. K. Mehta PDFPranav Thorat100% (3)
- PowerMILL 9 Whats - New PDFDocumento186 paginePowerMILL 9 Whats - New PDFcharan eslateNessuna valutazione finora
- Onsrud Catalog - Milling and Drilling ToolsDocumento40 pagineOnsrud Catalog - Milling and Drilling ToolsDaniel AustinNessuna valutazione finora
- SKF SpindleDocumento6 pagineSKF SpindlebhadriptNessuna valutazione finora
- EME MicroprojectDocumento6 pagineEME MicroprojectprathaNessuna valutazione finora
- Axel - Kilian - Fabrication of Double CurvedDocumento15 pagineAxel - Kilian - Fabrication of Double CurvedsantopinoNessuna valutazione finora
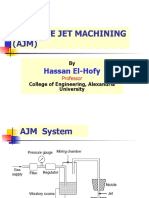
- Abrasive Jet Machining (AJM) : Hassan El-HofyDocumento29 pagineAbrasive Jet Machining (AJM) : Hassan El-Hofypeci 4646Nessuna valutazione finora
- Bangalore Sub - Dealer Mailing ListDocumento76 pagineBangalore Sub - Dealer Mailing Listsasiguna100% (1)
- Project ME 21021 7 9 2023Documento12 pagineProject ME 21021 7 9 2023pyae23062005Nessuna valutazione finora
- B574 Plfy402430879val PDFDocumento6 pagineB574 Plfy402430879val PDFCarlosIkedaNessuna valutazione finora
- CNC Machining The Complete Engineering GuideDocumento41 pagineCNC Machining The Complete Engineering GuideHarry0% (1)
- SKF LubriLean Minimal Quantity LubricationDocumento4 pagineSKF LubriLean Minimal Quantity LubricationEdwin Casadiego AvilaNessuna valutazione finora