Documenti di Didattica
Documenti di Professioni
Documenti di Cultura
Trabalho Quimica Tintura Naval Uezo
Caricato da
geraldo gilCopyright
Formati disponibili
Condividi questo documento
Condividi o incorpora il documento
Hai trovato utile questo documento?
Questo contenuto è inappropriato?
Segnala questo documentoCopyright:
Formati disponibili
Trabalho Quimica Tintura Naval Uezo
Caricato da
geraldo gilCopyright:
Formati disponibili
CENTRO UNIVERSITRIO ESTADUAL DA ZONA OESTE UEZO CURSO SUPERIOR EM TECNOLOGIA EM CONSTRUO NAVAL E OFFSHORE
REVESTIMENTO: PINTURA NAVAL
Trabalho elaborado pelos alunos Antnio Srgio, Bruno Amaral, Caio Sarti, Geissa Santos, Marcos Paulo de Nbrega, Smara Pinto e Vinicius Zander, 2 perodo, referente disciplina de Qumica Analtica terica.
Rio de Janeiro 2010
CENTRO UNIVERSITRIO ESTADUAL DA ZONA OESTE UEZO
REVESTIMENTO: PINTURA NAVAL
Trabalho elaborado pelos alunos Antnio Srgio, Bruno Amaral, Caio Sarti, Geissa Santos, Marcos Paulo de Nbrega, Smara Pinto e Vinicius Zander, do 2 perodo de Construo Naval do Centro Universitrio Estadual da Zona Oeste. Referente disciplina de Qumica analtica terica, lecionada pela professora Maria Macedo.
Rio de Janeiro 2010
SUMRIO 1. Introduo 2. Objetivos 3. Preparo de superfcie de ao 3.1. Contaminantes 3.2. Limpeza do casco 3.2.1. Ferramentas manuais 3.2.2. Ferramentas mecnicas 3.2.3. Mtodos abrasivos 3.2.3.1. Processos de jateamento 3.2.4. Padres de limpeza de superfcie 3.2.4.1. Graus de Corroso (enferrujamento) 3.2.4.2. Graus de Limpeza 3.2.5. Fosfatizao 3.2.6. Passivao 3.2.7. Secagem 3.2.8. Tipos de Fosfatos 3.2.9. Banhos Intermedirios 3.3. Preparos em Superfcies de Madeira 3.3.1. Pinturas em Barcos de Madeira 4. Aplicaes de tintas 4.1. Armazenamento de tintas 4.1.1 Local de armazenamento 4.1.2 Cuidados no Armazenamento 4.2 Homogeneizao das tintas 4.2.1 Tintas monocomponentes 4.2.2 Tintas bicomponentes 4.2.2.1 Tempo de induo ou espera 4.2.2.2 Intervalo entre as demos 4.2.2.3 Proporo de mistura 4.2.2.4 Vida til da mistura 4.3 Diluio 4.4 Condies de aplicao das tintas 4.4.1 Temperatura da tinta 4.4.2 Temperatura do ambiente 4.4.3 Temperatura da superfcie 4.4.4 Umidade relativa do ar (UR) 4.4.5 Ponto de orvalho 4.5 Mtodos de aplicao 4.5.1 Pintura a pincel 4.5.2 Pintura a rolo 4.5.3 Pintura por pistola 4.5.3.1 Pistola convencional 4.5.3.2 Pistola HVLP 4.5.3.3. Airless (hidrulica) 4.5.3.4 Pintura eletrosttica 4.5.3.4.1 Pintura eletrosttica com tinta lquida 4.5.3.4.2 Pintura eletrosttica com tinta em p 4.5.4 Pintura por imerso 4.5.4.1 Sem corrente eltrica, convencional 4.5.4.2 Pintura por imerso com corrente eltrica 4.5.4.2.1. Eletroforese andica ou anafortica 4.5.4.2.2. Eletroforese catdica ou catafortica 3 4 5 6 8 9 9 10 12 14 14 14 15 18 18 18 18 19 20 21 21 21 21 22 22 22 22 22 22 22 23 24 24 24 24 24 24 25 25 25 25 25 25 25 26 26 26 27 27 27 27 27
5. Tintas e vernizes 5.1 Tintas e Vernizes 5.1.1 Composio das tintas 5.1.1.1 Solventes 5.1.1.2 Resinas 5.1.1.3 Pigmentos 5.1.1.3.1 Pigmentos coloridos 5.1.1.3.2 Pigmentos anticorrosivos 5.1.1.3.3 Pigmentos inertes (cargas) 5.1.1.3.4 Aditivos 5.2 Posio da tinta no sistema de pintura 5.2.1 Tinta de fundo ou primer 5.2.2 Tinta intermediria 5.2.3 Tinta de acabamento ou esmalte 5.3 Tipos de tintas 5.3.1 Tintas alqudicas 5.3.2 Tintas acrlicas 5.3.2.1 Acrlicas base de solvente 5.3.2.2 Acrlicas base de gua 5.3.3 Tintas epoxdicas 5.3.4 Tintas poliuretnicas 5.3.5 Etil silicato de zinco 5.3.6 Tintas para altas temperaturas 5.4 Sistemas de pintura 5.4.1 Pintura em funo da agressividade do meio ambiente 5.4.1.1. Agressividade natural 5.4.1.2 Agressividade no natural 5.4.1.3 Classificao dos ambientes 5.4.2 Preparo de superfcie e espessura em funo do meio 5.5 Manuteno 6. Noes de corroso 6. 1. Conceitos bsicos 6.2. Proteo contra a corroso por pintura 6.2.1 Tintas Anticorrosivas 6.2.2 Propriedades Importantes 6.3. Mecanismo de proteo das tintas 6.3.1. Proteo por barreiras 6.3.2. Proteo Andica 6.3.3. Proteo Catdica 7. Curiosidades 7.1. Navios da Transpetro recebem Tintas WEG 7.2. O Brasil no topo da indstria de pintura naval 7.3. SW/Euronavy aposta no crescimento da Regio Nordeste 7.4. Pele de tubaro vira tinta 7.5. Multinacional holandesa inaugura um de seus centros no Recife 8. Concluso 9. Referncias
28 28 28 28 28 28 28 28 29 29 29 29 29 29 30 30 30 30 30 30 30 30 30 31 31 31 31 31 31 31 32 32 32 33 33 34 34 34 34 35 35 37 38 38 38 39 40
1.
Introduo
O cuidado com a escolha da tinta, o meio de pintura e o desenvolvimento do processo vital para que no se perca todo o trabalho e dinheiro expostos a este servio. A composio de tinta marinha compreende em um primeiro polmero contendo, de 20 a 70% em peso de unidades monomricas e de pelo menos um ster hidrolisvel de estanho ou de silcio de um cido carboxlico insaturado ou sal de cobre, zinco e clcio, de um cido carboxlico insaturado, o restante sendo unidades monomricas selecionadas do grupo que consiste de steres de cidos carboxlicos insaturados com alcois, estireno, alfa-metil estireno, vinil toluenos, e misturas dos mesmos; um segundo polmero contendo de 5 a 40% em peso de pelo menos um monmero. Falha com o sistema de pintura, ou seja, bolhas, muito freqente, devido presena de sais solveis entre o casco do navio e da pintura. Os sais mais comuns so sulfatos e cloretos. Os sulfatos ocorrem em ambientes poludos industrialmente e cloretos so tpicas de ambientes marinhos. Estes cloretos, aps a pintura, permanecem presos entre o casco de ao e revestimento de tinta. Quando o navio colocado ao mar, continua a ser submerso em gua com salinidade que varia dependendo da zona de navegao, a deteriorao da pintura muito rpida, quando o navio passa do ponto crtico da contaminao salina as bolhas osmticas aparecem. Com bolhas, ou erros eventuais o disperdcio aumentado, a pintura dever ser refeita e o investimento ser dobrado.
2. Objetivos Analisar a literatura disponvel na rea de tratamento de superfcie e pintura das construes em ao, com informaes e tabelas atualizadas, retiradas das principais fontes de referncia, como normas tcnicas brasileiras e internacionais e trabalhos de renomados especialistas brasileiros e internacionais nessa rea, nos quais sero abordados os seguintes tpicos: preparao da superfcie do ao, aplicao de tintas, tipos de tintas e vernizes, sistemas de pintura, noes de corroso e sua proteo e cuidados durante a execuo da pintura.
3. Preparo de superfcie de ao Um dos fatores de maior importncia para o bom desempenho da pintura o preparo da superfcie. As tintas aderem aos metais por ligaes fsicas, qumicas ou mecnicas. As duas primeiras ocorrem atravs de grupos de molculas presentes nas resinas das tintas que interagem com grupos existentes nos metais. A ligao mecnica se d sempre associada a uma das outras duas e implica na necessidade de uma certa rugosidade na superfcie. Preparar a superfcie do ao significa executar operaes que permitam obter limpeza e rugosidade. A limpeza elimina os materiais estranhos, como contaminantes, oxidaes e tintas mal aderidas, que poderiam prejudicar a aderncia da nova tinta. A rugosidade aumenta a superfcie de contato e tambm ajuda a melhorar esta aderncia. O grau de preparao de superfcie depende de restries operacionais, do custo de preparao, do tempo e dos mtodos disponveis, do tipo de superfcie e da seleo do esquema de tintas em funo da agressividade do meio ambiente.
3.1.
Contaminantes
O ao uma liga ferro-carbono contendo outros elementos tais como mangans, silcio, fsforo e enxofre, seja porque estes integravam as matrias primas (minrios e coque) com que foram fabricados, seja porque lhes foram deliberadamente adicionados, para lhes conferirem determinadas propriedades. Qualquer material diferente destes, mesmo se tratando de xidos ou sais do ferro sobre a superfcie do ao considerado um contaminante. Os contaminantes so classificados de acordo com a sua natureza, em: leos ou graxas - leos de usinagem, leos de prensagem ou leos protetores temporrios, lubrificantes ou combustveis espalhados ou derramados sobre a superfcie ou levados pelas mos de operadores de mquinas. Qualquer gordura, oleosidade ou material estranho superfcie prejudica a aderncia das tintas. Suor - Lquido produzido pelas glndulas sudorparas, com pH entre 4,5 e 7,5 eliminado atravs dos poros da pele. Contm gua, gorduras, cidos e sais. O ser humano chega a perder alguns litros por hora de suor visvel e at 3 g por hora de Cloreto de Sdio (NaCl) em condies de exerccios fsicos intensos e sob calor. As gorduras e oleosidades so produzidas pelas glndulas sebceas. O toque das mos em superfcies a serem pintadas produz manchas que causam bolhas nas tintas e aceleram a corroso. O manuseio das peas prontas para serem pintadas deve ser feito sempre com as mos protegidas por luvas limpas. Mesmo quando as peas j estiverem pintadas, aguardando aplicaes de demos subseqentes, no se deve toc-las com as mos desprotegidas, por que h o risco de contaminao entre as demos. Compostos solveis - Qualquer tinta, por mais moderna e de melhor desempenho que possa ter, nunca deve ser aplicada sobre superfcies contaminadas por compostos solveis, pois h um grande risco de se formarem bolhas quando as peas forem submetidas a ambientes midos ou corrosivos. As bolhas nas tintas se formam por causa da osmose[1], que a passagem de gua na forma de vapor atravs da pelcula de tinta, do lado de menor concentrao para o lado de maior concentrao de compostos solveis. Neste caso, a contaminao com sal est na superfcie metlica e o vapor atravessa a pelcula, se condensa e forma uma soluo saturada de sais. Depois, por osmose, mais gua permeia e forma uma bolha. A rea onde ocorre a bolha um ponto em potencial de corroso, por causa do destacamento, do estriamento da pelcula de tinta e por causa da presena da gua sob esta pelcula.
Figura 2.1 - Formao de bolhas por osmose Geralmente as bolhas na pintura ocorrem em locais midos ou em condies de imerso. Dependendo do meio ambiente, os produtos de corroso, podem conter os seguintes compostos solveis em gua: beira mar - cloreto de sdio e cloreto frrico, Em ambiente industrial - nitratos, cloretos e sulfatos ferrosos Em ambiente rural - xidos e hidrxidos ferrosos. Por isso que para situao de imerso ou exposio a ambientes muito midos, ou corrosivos, os compostos solveis devem ser completamente removidos antes da pintura. Por esta mesma razo, no se deve utilizar areia ou granalhas contaminadas com produtos gordurosos ou sais, nos servios de jateamento.
[1] A osmose o nome dado ao movimento da gua entre meios com concentraes diferentes de solutos separados por uma membrana semipermevel. A gua movimenta-se sempre de um meio hipotnico (menos concentrado em soluto) para um meio hipertnico (mais concentrado em soluto) com o objetivo de se atingir a mesma concentrao em ambos os meios (isotnicos) atravs de uma membrana semipermevel, ou seja, uma membrana cujos poros permitem a passagem de molculas de gua, mas impedem a passagem de outras molculas.
Carepa de laminao - um contaminante muito especial, pois o ao j sai da siderrgica com uma camada de xidos de ferro formada na superfcie do metal no processo de laminao a quente. A carepa se forma em perfis, tubos, vergalhes e chapas, na faixa de temperatura entre 1250 C e 450 C. Basta aquecer qualquer pea de ao em temperaturas dentro desta faixa que o oxignio reage com o ferro e forma-se a carepa. Na laminao o ao aquecido para torn-lo mais dctil e para que seja possvel passar as chapas entre os cilindros laminadores. Durante o resfriamento a chapa se recobre de uma camada cinza azulada. A carepa recentemente formada tem as seguintes caractersticas: aderente; impermevel; dura; lisa; Pode apresentar espessuras de 15 at vrios milhares de micrometros (a espessura depende do tempo que o ao fica exposto a temperaturas da faixa; esta a razo do porque chapas grossas tm carepas mais espessas: quanto maior a massa, mais tempo demora a esfriar).
Figura 2.2 - Chapa de ao laminado a quente onde se nota a presena da carepa Uma anlise rpida das caractersticas da carepa poderia levar a concluso de que se trata de um timo revestimento anticorrosivo. Se comparssemos uma camada de carepa com uma camada de tinta, no mesmo ambiente pelo mesmo tempo, a pintura apresentaria um desempenho superior. A explicao que a tinta apresenta flexibilidade suficiente para acompanhar os movimentos da base sem se trincar ou fissurar. A carepa no possui flexibilidade e no acompanha os movimentos do ao sobre a qual foi formada. Por possuir coeficiente de dilatao diferente do ao e com os movimentos dirios de dilatao por causa do calor do sol e com a contrao devido a temperaturas serem mais frias durante as noites, a carepa acaba se trincando e se destacando levando a tinta junto consigo. Outro problema da pintura sobre a carepa de laminao que por ser uma superfcie muito lisa, h dificuldade de aderncia da tinta. Pelos motivos acima expostos a carepa deve ser removida completamente antes da pintura, inclusive a carepa dos cordes de solda, formada pelo intenso calor gerado na operao.
Figura 2.3 - Desagregao da carepa de laminao e da pintura
3.2.
Limpeza do casco
A limpeza do casco do navio acontece pela necessidade de se retirar as incrustaes marinhas, que aumentam o peso do navio, afetam a hidrodinmica do casco, e consequentemente, diminuem o seu desempenho. Faz-se tambm pela necessidade de aumentar a vida til do mesmo. Nesta etapa, primeiramente, faz uma anlise do casco para saber em que estado ele se encontra, para ento ser feita a raspagem manual ou jateamento de gua com presso. Esta deve ser realizada logo que a embarcao entra na doca, pois quanto mais cedo e mais mida as cracas [2] ainda estiverem, menos lenta ser essa primeira parte da etapa. Aps a etapa citada acima, feita a aplicao de desengraxantes ou outros solventes para a retirada de graxa, leo ou qualquer outro contaminante. Depois da raspagem e da aplicao de desengraxantes, existem alguns tratamentos que so realizados no casco do navio de acordo com a situao em que este se encontra. Estes so classificados pelo grau de limpeza da superfcie e so referidos pelos seguintes padres: tratamento manual (ST1), sendo que este para situaes menos crticas, e processos mecnicos de preparao da superfcie, mais eficientes e tambm mais utilizados que este.
Figura 2.4 Cracas no casco de uma embarcao
[2] Craca o nome comum para os crustceos marinhos ssseis de vrios gneros, da classe cirripedia. Estes animais quando adultos tm o exoesqueleto calcificado composto por vrias placas que definem uma forma cnica. As cracas escolhem normalmente substratos rochosos, mas podem fixar-se tambm a fundos de barcos (onde causam estragos) ou a outros animais (por exemplo baleias).
3.2.1.
Ferramentas manuais
Para situaes menos crticas, onde efetuada a remoo da camada de xido e outros materiais que no esto aderidos superfcie, atravs do lixamento com lixas a prova dgua, escovao com escovas de cerdas de ao, raspagem com a utilizao de mantas no tecidas impregnada com gros abrasivos, etc. Limpeza por ferramentas manuais recomendvel onde no for possvel, por razes tcnicas ou econmicas, a aplicao de um mtodo mais eficiente de limpeza, como o jateamento abrasivo.
Figura 2.5 Equipamentos de limpeza manual
3.2.2.
Ferramentas mecnicas
As ferramentas mecnicas so equipamentos movidos a energia eltrica ou a ar comprimido (pneumticas), que por terem mais fora, proporcionam melhor rendimento e melhor qualidade na limpeza do que as manuais. So instrumentos mecnicos de limpeza de casco de embarcaes: As escovas rotativas - So utilizadas sobre ao novo ou enferrujado, no grau C da norma sueca. No so recomendadas para ao com carepa intacta, pois a carepa mais dura dos que as cerdas de ao das escovas. As lixadeiras rotativas - Promovem uma limpeza de superfcie razovel e conseguem remover carepa, porm este processo antieconmico e invivel porque o seu rendimento muito baixo. No entanto, para a remoo de ferrugem e tintas velhas e criar uma rugosidade razovel, a lixa pode ser empregada e deve ser mantida em um ngulo de 15 sobre a pea a ser trabalhada, pressionando ligeiramente. Figura 2.6 Lixadeira circular
Figura 2.7 Pistola de agulhas
A Pistola de agulhas - A pistola de agulhas, agulheira, ou desencrustador uma ferramenta a ar comprimido que percute agulhas de (carbeto de tungstnio) por meio de um martelete pneumtico. Remove ferrugens, tintas velhas e at carepas, mas tem baixa eficincia. usada s onde outros mtodos so impraticveis, pois produz muito rudo e vibrao.
3.2.3.
Mtodos abrasivos
A limpeza por jateamento abrasivo pode ser feita de duas maneiras: por ar comprimido ou por turbinas centrfugas. Os abrasivos mais usados em operaes de jateamento so: areia, granalhas de ao e xido de alumnio. A areia um abrasivo natural, proveniente de rios ou de jazidas. de baixo custo. Seu uso s recomendado em campo aberto, onde no h restries, pois possui alto teor de slica livre, que pode provocar problemas respiratrios e silicose. O impacto contra a superfcie provoca a quebra das partculas produzindo poeira. Aps o jateamento, cerca de 70 % da areia resulta em p e a sua reciclagem chega no mximo a dois ciclos. Depois disso a areia transformada em p e no possvel mais o seu aproveitamento. No caso de jateamento de tintas velhas e contendo metais pesados, o descarte do p um grande problema. Por estes motivos de sade, a areia proibida em diversos Estados brasileiros. A poeira pode ser prejudicial tambm a equipamentos eltricos e mecnicos. A areia para uso na preparao de superfcies por jateamento deve ser: isenta de sais, de umidade, de argila, de mica, de carvo e isenta de conchas. A areia usada somente em locais abertos onde no h restrio ao p. Alm destes aspectos, o uso de areia em cabinas se torna antieconmico pois o seu custo final cerca de 6 vezes mais caro do que o das granalhas. As granalhas de ao permitem reciclagens de at 350 vezes. Existem sistemas de recuperao automticos das granalhas, com piso gradeado, elevadores de canecas e sistema de purificao das granalhas. O sistema mais simples, de recuperao manual, muito penoso para o operador, pois uma p de granalhas pesa quase 15 kg. As granalhas so feitas com um tipo especial de ao, de alta dureza e so apresentadas em dois formatos, esfricas (shot) e angulares (grit).
Figura 2.8 - Perfil obtido com cada formato de granalha O abrasivo sinterball obtido da bauxita sintetizada, no contm slica (mais de 80 % de xido de alumnio). um material duro, leve e no enferruja. apresentado nas formas esfrica e angular. Pode ser usada com presses mais baixas (60 a 70 lb/pol ). Produz p preto quando usada com presses altas. Pequena poro do material fica incrustada no ao o que torna a colorao da superfcie pouco mais escura do que em uma jateada com areia ou granalha. No entanto este material incrustado no prejudica a aderncia das tintas nem causa problemas de corroso por que no metlico e por isso no causa corroso galvnica [3]. O abrasivo impulsionado por meio de ar comprimido com presses ao redor de 7 kg/cm (100 lb/pol ).
[3] A corroso qumica, conhecida como corroso galvnica, acontece quando dois metais diferentes, com potenciais distintos so conectados um ao outro e mergulhados na gua do mar. Metais menos nobres, ou mais negativos, so chamados de anodos e acabam perdendo material para os ons da gua do mar que os levam at os metais mais nobres, ou mais positivos, chamados de catodos. Dois metais distintos e imersos em gua salgada, porm no conectados entre si, tambm iro se corroer numa velocidade particular inerente s suas caractersticas.
Figura 2.9 - Equipamento completo de jateamento abrasivo
No impacto das partculas do abrasivo contra a superfcie, a carepa de laminao arrancada e parte do metal tambm. Este impacto provoca uma aspereza na superfcie. Quando se executa o processo completo de jateamento da superfcie (incluindo a lavagem inicial com gua e detergente), consegue-se limpeza e rugosidade. A rugosidade provocada pelo abrasivo na superfcie pode ser medida e chamada de perfil de rugosidade ou perfil de ancoragem. O perfil deve ser controlado, porque se for muito alto podem ficar picos fora da camada de tinta e por este motivo, a corroso se iniciar a partir destas reas e se for muito baixo a tinta pode no aderir satisfatoriamente. O perfil de rugosidade ideal aquele entre e 1/3 da espessura total da camada de tinta, somadas todas as demos. Por exemplo, se a espessura igual a 120 m, o perfil dever estar entre 30 e 40 m.
Figura 2.10 - Comparao entre perfis de rugosidade O tempo em que a superfcie jateada pode ficar sem pintura, depende das condies de clima e de localizao do ambiente onde a superfcie ficar exposta. Entre 30% e 70%, o tempo de umidade relativa do ar pode ser de 8 horas. Entre 70% e 85%, o tempo de umidade relativa do ar no deve passar de 4 horas. Ambiente industrial agressivo ou beira mar, no deve passar de 2 horas. Se houver poeira no ar ou chuvisco de torres de resfriamento, dever ser providenciada a cobertura do local com lonas e o tempo dever ser o mnimo possvel. Se a umidade relativa do ar estiver acima de 85%, no deve ser efetuado nem o servio de jateamento, nem o de pintura. Os tempos acima so apenas indicativos, pois cada situao particular deve ser avaliada quanto aos contaminantes presentes na atmosfera.
3.2.3.1.
Processos de jateamento
So os principais mtodos de jateamento abrasivo utilizado na limpeza de cascos de embarcaes: Jateamento com areia a mido - Este processo praticamente o mesmo do jateamento com ria a seco, exceto que introduzida gua na corrente de ar + areia. Existem vrios mtodos, todos baseados no molhamento da areia antes do bico, no bico, ou aps o bico. O processo em que a mistura da gua com a areia feita antes de esta chegar ao bico mais difcil de executar, pois a areia molhada pode empelotar e entupir o bico ou a mangueira, mas tambm existe no mercado. O processo que mistura a gua aps o bico, no to eficiente e consome um volume muito grande de gua, alm de ser muito pesado para o jatista. Por este motivo j deixou de ser utilizado. O processo que tem apresentado melhores resultados o que molha a areia no meio do bico. Hidrojateamento - Neste processo empregada somente gua sob alta presso. O impacto do jato de gua contra a superfcie com presso ao redor de 40.000lb/pol consegue remover ferrugens, tintas velhas e at carepa de laminao. Mas por no conter partculas slidas, a gua no produz rugosidade suficiente na superfcie. O hidrojateamento indicado para superfcies que j foram jateadas uma vez, por que removendo a tinta velha, expe a rugosidade do jateamento original. Hidrojateamento com areia - Este processo semelhante ao hidrojateamento, porm h a introduo da areia na corrente de gua. As presses so menores do que no hidro- jateamento, da ordem de 6.500 lb/pol. Consegue-se rugosidade suficiente para a aderncia das tintas.
Figura 2.11 Hidrojateamento de um flange
Limpeza por turbinas centrfugas - Outra forma de limpeza de superfcies com abrasivos, porm sem jato de ar, feito por mquinas equipadas com turbinas centrfugas (Wheel blasting). A turbina um rotor centrfugo com palhetas que ao girar em alta velocidade arremessa as partculas de ao (granalhas) contra as peas. Este mtodo muito eficiente, no produz poeira e serve para perfis, tubos, chapas e vigas e tambm para peas com geometria complicada. No primeiro caso, as peas passam pelos rotores que ficam em posies fixas. As peas com geometria complicada entram na cmara e giram na frente das turbinas centrfugas que tambm so fixas. Em algumas linhas h at 8 rotores dispostos em vrias posies, para que o abrasivo atinja as peas sob muitos ngulos diferentes. O abrasivo recolhido no fundo da cmara, separado dos resduos e retorna para as turbinas. A recuperao automtica do abrasivo permite grande nmero de reciclagens, o que torna o processo econmico. Se a cabina de pintura situada logo em seguida cmara com turbinas centrfugas na linha, a pea sai levemente aquecida, evitando a condensao de umidade e consegue-se uma melhor qualidade de pintura. Existem mquinas com turbinas centrfugas com gancheiras mveis onde as peas passam pela cmara entrando por uma porta e saindo pela outra ou so colocadas dentro por uma nica porta e mquinas maiores com mesa giratria onde as peas realizam movimento orbital. As turbinas podem operar com diversos tipos de abrasivos, mas os equipamentos mais comuns costumam operar com granalhas esfricas de ao carbono ou inox. As turbinas so construdas em ao fundido de alta liga de cromo com grande resistncia abraso, balanceadas esttica e dinamicamente, para garantirem maior produtividade. As turbinas possuem vlvulas que permite regular com preciso a quantidade de abrasivo a ser lanada pelas palhetas.
Figura 2.12 Vaso de presso para jateamento de granalha
[4] Intemperismo, tambm conhecido como meteorizao, o conjunto de fenmenos fsicos e qumicos que levam degradao e enfraquecimento das rochas. O termo intemperismo aplicado s alteraes fsicas e qumicas a que esto sujeitas as rochas na superfcie da Terra, porm esta alterao ocorre in situ, ou seja, sem deslocamento do material. Este fenmeno de grande importncia para a formao e constante mudana no relevo terrestre, junto com a eroso. O intemperismo de grande importncia tambm na formao dos solos, pois em algumas regies onde h grandes formaes rochosas a fixao de plantas mais difcil em relao a regies de solo estruturalmente menos rochoso.
3.2.4.
Padres de limpeza de superfcie
A norma Sueca SIS 05 5900 define os seguintes padres: 3.2.4.1. Graus de Corroso (enferrujamento)
Os padres de grau de corroso so definidos atravs de fotografias do estado de intemperismo em que a superfcie de ao carbono laminado a quente, se encontra para a pintura, antes da [4] limpeza. Os padres visuais fotogrficos so quatro: A - Superfcie com carepa de laminao intacta. B - Superfcie com carepa de laminao se destacando e com presena de ferrugem. C - Superfcie com corroso generalizada e sem carepa. D - Superfcie com corroso generalizada e com pontos profundos de corroso chamados pite ou alvolos, em virtude de corroso localizada. Antes do preparo de superfcie, todas as camadas espessas de ferrugem devero ser removidas por martelagem. Do mesmo modo, as oleosidades, gorduras e sujidades visveis, devem tambm ser removidas com solventes ou soluo de detergentes em gua. Os sais so dissolvidos e removidos somente com gua. 3.2.4.2. Graus de Limpeza
Os padres de graus de limpeza tambm so definidos atravs de fotografias do estado em que as superfcies ficam aps o tratamento de limpeza e remoo da poeira e partculas soltas. Os 20 padres visuais fotogrficos que so comparados imediatamente antes da aplicao da tinta, so os seguintes: St 2 - Limpeza manual - executada manualmente com ferramentas, como escovas, raspadores e lixas; St 3 - Limpeza mecnica - executada com ferramentas como escovas rotativas pneumticas ou eltricas; Sa 1 - Jato ligeiro brush off - executado de forma rpida, quase uma escovada com o jato. O rendimento aproximado desta operao, considerando o grau C de corroso entre 30 a 45 m/h por bico; Sa 2 - Jato comercial - executado de forma um pouco mais minuciosa do que no Jato ligeiro. Cerca de 65% das carepas e ferrugem so eliminadas. O rendimento aproximado de 15 a 20 m/h por bico; Sa 2 - Jato ao metal quase branco mais minucioso que o anterior, sendo 95% de carepas e ferrugens removidas. A colorao da superfcie cinza clara, sendo toleradas pequenas manchas. O rendimento aproximado de 10 a 15 m /h por bico; Sa 3 - Jato ao metal branco - 100% das carepas e ferrugens removidas. o grau mximo de limpeza. A colorao da superfcie cinza clara e uniforme. O rendimento aproximado de 6 a 2 12 m /h por bico. Determinado o estado inicial da superfcie (A, B, C ou D), definido o tipo de limpeza (designada pelas letras: St ou Sa) e o grau de limpeza (designado por nmeros) ento estabelecida a notao alfanumrica que define a especificao da limpeza de superfcie, por exemplo: B Sa 2 1/2. Obs.: possvel obter o grau St 2 de limpeza com ferramentas mecnicas basta para isto gastar menos tempo na operao e tambm possvel obter St 3 com ferramentas manuais. Logicamente este ltimo grau mais difcil de conseguir por envolver maior tempo do operador na limpeza, mas possvel.
3.2.5.
Fosfatizao
A fosfatizao cria na superfcie metlica, cristais de fosfato do metal, convertendo-a de metlica a no metlica. A finalidade da fosfatizao melhorar a aderncia de tintas e tornar a superfcie mais resistente corroso. Somente a fosfatizao, aumenta a resistncia corroso em torno de cinco vezes, porm com fosfatizao mais pintura (2 demos de tinta sinttica), o aumento de cerca de 700 vezes. A fosfatizao consiste na reao de cido fosfrico diludo e outras substncias qumicas formando uma camada de fosfato cristalino insolvel.
Figura 2.13 - Processo de fosfatizao (simplificado) So os melhores mtodos de limpeza e preparao de superfcie em processo industrial. Esse mtodo realizado segundo os seguintes estgios: 1 - Desengraxe alcalino / lavagem 2 - Decapagem cida / lavagem 3 - Refinador 4 - Fosfatizao / lavagem 5 - Passivao / lavagem com gua deionizada 6 - Secagem
Figura 2.14 - Processo de fosfatizao: Seqncia dos banhos
1- Desengraxe a operao efetuada para remover graxas, leos, solveis, lubrificantes, leos de prensagens e leos protetores que restam na superfcie aps as operaes mecnicas de usinagem, oleosidades deixadas pelo manuseio, bem como material aderido a estes como poeiras, cavacos, resduos de abrasivos, etc. Se o banho de desengraxe aquoso, tambm so removidos: sais, xidos, hidrxidos e outros compostos solveis em gua. O desengraxe pode ser efetuados por dissoluo, saponificao, emulsificao e por ao mecnica. Antes de iniciar o desengraxe necessrio conhecer o tipo de contaminante a ser removido. As graxas podem ser de origem animal, vegetal ou mineral. A maioria das graxas e leos insolvel em gua, o que torna difcil a sua remoo por simples lavagem. Existem graxas saponificveis, isto , passveis de serem removidas com produtos alcalinos, como por exemplo, soda custica. As peas neste caso, so imersas em um banho alcalino que dissolve as gorduras e depois so lavadas com gua limpa. J os leos minerais no so saponificveis e por isso exigem limpeza com solventes orgnicos apropriados, ou com solues de tensoativos (detergentes), que so mais eficientes na limpeza, pois alm das oleosidades, removem tambm sais e xidos solveis em gua. necessrio, enxaguar bem as peas com gua limpa para retirar os resduos do tensoativo. 2 - Decapagem cida A decapagem, como o prprio nome indica operao que tem por finalidade a remoo da capa de xidos que pode ter sido formada quando a chapa foi laminada a quente ou a ferrugem surgida durante o transporte e o armazenamento. Para que a operao seja eficiente necessrio que o desengraxe tenha sido bem feito, pois gorduras e oleosidades podem dificultar a ao dos decapantes. Os decapantes geralmente so cidos, como o clordrico (tambm conhecido como muritico) e o sulfrico, que reagem com os xidos produzindo sais solveis, fceis de serem removidos em meio aquoso por lavagem. Os cidos removem inclusive carepas. O cido fosfrico tambm pode remover as carepas, porm demandam muito tempo e requerem aquecimento do banho. O ataque cido, alm de remover os xidos proporciona uma certa rugosidade superfcie. Para ajudar a ao dos cidos so adicionados aditivos tensoativos aos banhos, que melhoram a penetrao do cido nas peas e facilitam a lavagem ao final do processo. Peas que trabalham sob tenso, trao ou toro, no devem ser decapadas com cidos se no houver possibilidade de coloc-las em um forno para minimizar os efeitos corrosivos do hidrognio gerado no processo e que penetra no interior das peas podendo provocar corroso intergranular. O processo de aquecimento ajuda a eliminar o hidrognio e por isso chamado de desidrogenao. O cido remove os xidos mas tambm pode atacar severamente o metal, por isso necessrio adicionar um inibidor de corroso ao banho, para que o cido se restrinja somente capa de xidos. Estes inibidores podem ser aminas, aldedos, protenas ou mercaptanas. 3 - Refinador Esta etapa do processo que antecede a fosfatizao tem por finalidade criar pontos de nucleao na superfcie metlica que induzam a formao de cristais pequenos e fortemente aderidos. O tamanho dos cristais importante para desempenho da fosfatizao. A boa eficincia do refinador, que constitudo de sais de titnio, depende de uma boa operao prvia de desengraxe e decapagem. O refinador por ser um banho levemente alcalino funciona tambm como uma decapagem alcalina com banho bem controlado, que alm de remover os xidos leves e as oleosidades, condiciona a superfcie, pois um pH residual alto, promove a precipitao dos fosfatos, formando cristais pequenos. Se a decapagem cida for muito longa e a superfcie no for bem lavada aps este banho, podero resultar cristais longos, o que tambm no interessante.
4 - Fosfatizao O objetivo da fosfatizao depositar uma camada de cristais pequenos e insolveis sobre a superfcie. A fosfatizao sozinha no tem muito valor de proteo contra a corroso nas superfcies metlicas, mas, quando associada a pintura, ela assume uma importncia muito grande, pois alm de melhorar a aderncia da tinta, converte a superfcie metlica que corrosvel, em uma superfcie no metlica, de fosfatos do metal e por isso mais resistente corroso. Os cristais se formam por reao qumica, o que lhes confere tima ligao com o metal e praticamente cobrem toda a superfcie, isolando-a dos eletrlitos que venham a permear a camada de tinta.
Figura 2.15 - Chapas metlicas ampliadas sem tratamento (a), sem refinamento (b) e fosfatizada - todas as etapas realizadas (c) Segundo o Prof. Vicente Gentil, em seu livro "Corroso", os processos de fosfatizao se classificam quanto a: Composio do banho: fosfatizao a quente - acima de 80 C fosfatizao tpida - entre 50 e 80 C fosfatizao a frio - abaixo de 50 C Tempo de permanncia no banho: fosfatizao normal - acima de 30 minutos fosfatizao acelerada - abaixo de 30 minutos fosfatizao rpida - abaixo de 5 minutos Mtodo de aplicao: Imerso - A pea cumpre uma seqncia de banhos em tanques, com controle de tempo, temperatura, concentrao de produtos qumicos e controle de contaminao destes banhos. Nos tanques so colocadas quantidades considerveis de produtos qumicos. Pulverizao - Processo que atualmente tem mostrado melhores resultados. As peas atravessam cabinas compartimentadas onde os produtos qumicos so pulverizados atravs de bicos injetores. A quantidade de produto qumico menor e por causa do impacto do jato sobre as peas, eles podem atuar com mais eficincia do que estticos dentro de tanques. A troca do produto feita muito mais rapidamente e a economia muito grande. Sem contar com o fato da linha poder ser contnua com velocidade controlada atravs da monovia onde as peas so penduradas. Durante o processo de fosfatizao ocorrem as seguintes reaes do cido fosfrico com o ferro do ao: Fe + 2H3PO4 Fe (H2PO4)2 + H2
cido fosfrico Fosfato primrio (solvel)
Fe (H2PO4)2 Fe HPO4 + H3PO4
(insolvel)
3 Fe (H2PO4)2 Fe3 (PO4)2 + 4H3PO4
(insolvel)
3 Fe HPO4 Fe3(PO4)2 + H3PO4
(insolvel)
3.2.6.
Passivao
Trata-se de uma etapa posterior fosfatizao que tem por finalidade selar os poros deixados na camada de fosfato. As solues apassivantes, constitudas por cido crmico ou cido crmico/ fosfrico, geralmente a 60 C completam as falhas na camada de fosfato, melhorando a proteo anticorrosiva. Esta etapa final de passivao tambm chamada de selagem com cromo . Hoje em dia, o cromo hexavalente (Cromo VI) sofre restries e em seu lugar usado taninato para selar ou apassivar. 3.2.7. Secagem
Aps a passivao, realizada a operao de secagem das peas, que seguem para a pintura. Geralmente as peas passam por fornos ou sopros de ar quente a temperaturas entre 100 e 150C, e toda a umidade da superfcie que poderia formar bolhas e prejudicar a pintura so eliminadas. 3.2.8. Tipos de Fosfatos
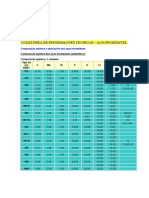
Atualmente so utilizados os seguintes fosfatos: Tipo de fosfato Fosfato de ferro Process o Pulveriz ao Colorao Propriedades
Cinza claro ou Cinza escuro Azulada
Melhor aderncia
Fosfato de zinco
Imerso ou Pulveriz ao Imerso
Melhor resistncia anticorrosiva
Fosfato de zinco, mangans e nquel
Cinza escuro Marrom escuro
So chamados de fosfatos tricationicos, com excelente resistncia anticorrosiva e aderncia. So fosfatos de ltima gerao.
3.2.9.
Banhos Intermedirios
Entre cada etapa mencionada existem banhos intermedirios necessrios: Aps o desengraxe alcalino - remove o desengraxante residual que por ter carter alcalino reagiria com o banho seguinte que cido, exigindo maior consumo de decapante. Aps a decapagem cida - remove os resduos de sais formados e o excesso de decapante que prejudicariam o refinador. Se os cidos no forem completamente removidos, os cristais nucleados podem ficar grandes, o que inconveniente. Aps a fosfatizao - removem os resduos e os excessos de fosfatos e cromatos que prejudicariam a aderncia e o comportamento da pintura. Aps a passivao - a lavagem deve ser com gua deionizada para eliminar completamente os sais solveis.
3.3.
Preparos em Superfcies de Madeira
Utilizado para pesca ou simplesmente a lazer, um barco de madeira traz de volta a nostalgia do mar aberto. Os primeiros barcos utilizados para descobrir o mundo eram de madeira. Embora hoje muitos barcos so feitos de metal e fibra de vidro, barcos de madeira tm resistido ao teste do tempo. Uma possvel desvantagem de possuir um barco de madeira a manuteno. Ela exige mais ateno para mant-lo. Para a maioria, este um trabalho de amor. Os fatores que fazem os barcos de madeira suportarem a decadncia complicado, e tentar descrev-los como eles se relacionam a um determinado barco difcil. Veremos alguns fatores que contribuem para o estado de durabilidade dos barcos de madeira: A idade dos barcos: barcos antigos sero mais propensos a ter problemas de deteriorao da madeira que os barcos mais recentes. H excees, mas isso geralmente verdade. O tipo de construo: Certos tipos de construo, tais como a caravela, so mais propensos a deteriorao da madeira e aos problemas estruturais do que outros tipos de construes. O tipo de madeira: Algumas madeiras, como a tea, so quase totalmente resistente degradao, enquanto outros, como o pinheiro branco, vai apodrecer em um instante, se as condies de cuidados no forem adequadas. Madeiras que costumavam ser bastante resistente podrido, como o cedro, raramente so encontradas. Isso ocorre porque a madeira nova normalmente no possui a mesma quantidade de resinas acumuladas do que as madeiras de arvores mais velhas. O barco do meio ambiente: Certas reas tm clima quente, gua quente, muita chuva e umidade. Estes so os fatores que incentivam o crescimento de fungos e bactrias na madeira. Em outras reas que tm gua mais fria e menos umidade, a deteriorao da madeira no to prevalente. Estragos na madeira e nos revestimentos por luz UV so prevalente onde h longos perodos de luz solar. O cuidado do barco: Como o barco usado e armazenado um fator significativo na longevidade da embarcao. Barcos de madeira que esto armazenados em abrigo coberto sofrero significativamente menos com a deteriorao do que os barcos que esto armazenados em aberto, ao relento. Barcos que permitem a circulao livre do ar atravs do interior da sua estrutura tero menos problemas do que os barcos que esto bem cobertos com lonas. Barcos que so armazenados em gua salgada tendem a ter menos podrido que os barcos na gua doce. Barcos que so inspecionados atentamente e tratados com qumica apropriada para madeira tero menos problemas do que os barcos que so apenas usados e armazenados.
Figura 2.12 Embarcao de madeira em pssimo estado
3.3.1.
Pinturas em Barcos de Madeira
A pintura de barcos de madeira dispensa a complexidade dos encontrada nas embarcaes feitas de ao. Para fazer o preparo de uma estrutura de uma embarcao de madeira para a pintura no necessita ser um grande especialista no assunto. A primeira etapa a limpeza da embarcao. Proprietrios de barcos de madeira geralmente fazem lavagem com detergente neutro e gua morna. Aps a lavagem preciso limpar e secar o barco de forma adequada. Depois da limpeza, utiliza-se lixas para polir a superfcie do barco, removendo todo o material que envolve a madeira nua. Geralmente so utilizadas lixadeiras eltricas manuais para esse tipo de procedimento. Para retirar a areia utiliza-se uma lixa de granulao 80 caso o barco nunca foi pintado. Porm, mudar para uma lixa de granulao 120, se estiver repintando um barco que tenha a pintura ainda em boas condies. Aps o lixamento, indispensvel a aplicao de um primer na superfcie a ser pintada. Primer um produto que permite uma melhor adeso da pintura ao material. Para este efeito, o primer foi concebido para aderir a superfcies e para formar uma camada de ligao que est mais bem preparada para receber a pintura. H vrias razes da utilizao de um primer antes da pintura de madeira ser obrigatrio. Primeiro de tudo, a madeira muito porosa e vai absorver o solvente das tintas, resultando na secagem da tinta prematuramente. Como a maioria das tintas sofre reaes qumicas durante o processo de secagem (por exemplo, ltex e tintas de base alqudicas), eles dependem da gua ou solvente para serem evaporados lentamente em vez de serem absorvidos rapidamente pelo material subjacente. Uma camada de primer vai ajudar a tinta a sofrer ciclo completo de scagem adequada. Em segundo lugar, sem um primer, vrias camadas de tinta podem ser necessrias para obscurecer completamente o gro de madeira e garantir at mesmo a cor. Por ltimo, se a madeira est exposta umidade, uma fina camada de tinta vai ainda ser permevel gua. O resultado final sero peas empenadas. O primer aumenta a impermeabilidade da tinta. Para preencher falhas na estrutura do barco so geralmente utilizadas resinas epxi. No geral, as colas Epoxy so conhecidas pela sua adeso, resistncia do produto qumico, capacidade em altas temperaturas e propriedades mecnicas como excelente isolador eltrico. Elas podem ser usadas em diversas aplicaes como Pinturas, revestimentos, adesivos, trabalho feito com ferramentas, compostos industriais, sistemas eltricos, aplicaes marinhas e aeroespaciais. Utilizada para pinturas e revestimentos em metais, a Epxi age contra a corroso de tubulaes de ao e encaixes usados na indstria do leo e gs. Para reforar concreto, encanamentos de transmisso de gua potvel, etc. Ao secar rapidamente fornece um revestimento resistente aos raios UV, corroso pela gua, ou ferrugem. Os revestimentos da cola Epoxy so usados tambm para melhorar a adeso de pinturas automotrizes e marinhas nas superfcies do metal onde a resistncia oxidao importante. As colas Epoxy so vendidas normalmente em lojas da ferragem, construo, distribuidoras, supermercados, armarinhos, mercearias, etc. E tambm em lojas de barco como resinas do reparo para aplicaes marinhas. As colas Epoxy no so usadas tipicamente na camada exterior de um barco porque se deterioram pela exposio a UV luz. So usados frequentemente durante o reparo e o conjunto do barco, e recoberto ento com pintura convencional ou two-part do poliuretano ou marinho que envernizam que fornecem a proteo UV. Como ultima etapa, finalmente, escolha uma cor para a embarcao e comea a pintar a estrutura do barco. Alguns barcos precisam de uma camada de base e um revestimento de topo, juntamente com a cor. Siga as instrues de fbrica para a aplicao.
4. Aplicaes de tintas Como as tintas usadas na pintura de estruturas de ao so lquidas, h necessidade de se tomar cuidado com o armazenamento das embalagens para evitar perda de material e a ocorrncia de acidentes. 4.1. Armazenamento de tintas Com exceo das tintas base de gua, a maioria das tintas utilizadas na indstria contm solventes orgnicos inflamveis. Defeitos na embalagem, danificaes sofridas durante o transporte, manuseio incorreto na estocagem ou ainda, aquecimento excessivo, podem causar vazamentos de solventes e acmulo de seus vapores no ambiente. Se houver uma fasca eltrica ou uma chama aberta, poder ocorrer um acidente. 4.1.1. Local de armazenamento
Os locais para armazenamento de tintas devem ter algumas caractersticas prprias, so elas: Caractersticas construtivas, Piso, Prateleiras, Circulao em torno das prateleiras, Acesso, Vizinhana com salas aquecidas, Local exclusivo, Extintores de incndio, Hidrantes, Treinamento da brigada de incndio, Sistema eltrico, Iluminao, Ventilao, Pra-raios, Temperatura do local de armazenamento. 4.1.2. Cuidados no Armazenamento
Recipientes fechados, Rotatividade na prateleira, Inverso de embalagens, Empilhamento, Tintas Bicomponentes e Rtulos das tintas.
4.2.
Homogeneizao das tintas
A homogeneizao das tintas antes do seu uso fundamental, pois as tintas so constitudas de produtos em suspenso e que pela fora da gravidade se sedimentam formando duas fases distintas. Uma parte lquida superior com o veculo (solvente + resina + aditivos lquidos) e a outra inferior, a sedimentao, (pigmento sedimentado + cargas e aditivos slidos). Os pigmentos das tintas so partculas muito pequenas, da ordem de 0,1 a 1,0 micrometros, mas possuem massa e acabam se depositando no fundo da lata. Por isso, necessrio mexer bem a tinta, com cuidado para que todo o pigmento seja redisperso. A homogeneizao fundamental para que a tinta fique em condies de uso. 4.2.1. Tintas monocomponentes Monocomponente significa tinta fornecida em uma nica embalagem e est pronta para o uso. No caso de aplicao pistola, pode haver necessidade de diluio. Devem-se dedicar alguns minutos para realizar a homogeneizao por que se a tinta no estiver perfeitamente uniforme, ela no ter o desempenho que se espera dela. 4.2.2. Tintas bicomponentes
Bicomponente significa tinta fornecida em duas embalagens, cujos contedos devem ser misturados momentos antes do uso, para que as reaes entre os componentes se processem. A homogeneizao deve ser feita com agitadores mecnicos, como por exemplo, furadeiras eltricas adaptadas, com motor blindado prova de exploso. 4.2.2.1. Tempo de induo ou espera
Aps a mistura, e diluio, o pintor deve fechar a lata onde a mistura foi feita e aguardar de 10 a 15 minutos. Este tempo chama-se induo ou espera, e serve para que as resinas comecem a reagir e quando forem aplicadas estejam mais homogneas e prontas para aderirem superfcie. 4.2.2.2. Intervalo entre as demos
Uma das perguntas mais freqentes que o pintor faz: Qual o intervalo entre as demos? Ou Qual o tempo para a aplicao da demo subseqente? ou ainda, Qual o tempo para repintura desta tinta? Esta informao importante para estes profissionais, por que depois de aplicada a primeira demo, o solvente da tinta comea a evaporar e h um tempo certo para aplicar a prxima demo. As fichas tcnicas informam qual esse tempo e tambm a temperatura, j que o tempo de secagem depende diretamente da temperatura do ambiente. Para o projetista a informao permite calcular o tempo para liberar a obra. O pintor no deve aplicar outra demo fora do prazo, pois poder haver problema. 4.2.2.3. Proporo de mistura
Cada componente contm resinas reativas em propores que devem ser respeitadas pelo pintor na hora da mistura, pois a falta ou excesso de um dos reagentes pode produzir uma tinta com propriedades diferentes da que foi idealizada. As propores mais comuns so 1:1 (3,6 : 3,6 ), 2:1, 4:1 (2,7 : 0,9 ) em volume. 4.2.2.4. Vida til da mistura
Vida til da mistura ou "pot life" o tempo que o pintor tem para usar a tinta bicomponente depois que as duas partes, A e B foram misturadas. Feita a mistura, as resinas dos dois componentes comeam a reagir e aps este tempo tinta gelatiniza ou endurece e no mais possvel a sua utilizao.
4.3. Diluio As tintas em geral so fornecidas mais grossas (alta viscosidade) e devem ser diludas ou afinadas no momento do uso. A viscosidade mais alta serve para manter os pigmentos em suspenso. Quando a tinta muito rala (diluda), os pigmentos se sedimentam rapidamente formando um bolo duro e compacto no fundo da lata. Para a disperso desta sedimentao necessrio um agitador mecnico, nem sempre disponvel na obra ou na oficina. A ficha tcnica indica a proporo de diluio em volume e informa qual o diluente que deve ser usado para afinar a tinta. A proporo de diluio depende das condies e do tipo de aplicao. O uso de diluente diferente do recomendado na ficha tcnica pode causar defeitos na tinta e na pintura. conveniente que o diluente seja o indicado e fornecido pelo mesmo fabricante da tinta, para evitar incompatibilidades com os solventes da tinta ou com a sua resina. Podem ocorrer os seguintes problemas: Se o diluente contiver solventes muito leves: Fervura Casca de laranja Empoamento Se o diluente contiver solventes pesados: Demora a secar; Escorrimento em superfcies verticais. Se o diluente contiver solventes com baixo poder de solvncia: Coagulao Falta de alastramento Se o diluente contiver solventes com alto poder de solvncia: Sedimentao excessiva
4.4.
Condies de aplicao das tintas 4.4.1. Temperatura da tinta
A temperatura da tinta, medida na lata, dever estar entre 16 e 30 C. A temperatura da tinta pode ser medida com um termmetro comum. 4.4.2. Temperatura do ambiente
A temperatura do ar no ambiente onde a pintura ser executada dever estar entre 16 C e 30 C. Em temperaturas abaixo de 16 C, at no mnimo 10 C e acima de 30 C, at no mximo 40 C, podero ser necessrias tcnicas especiais de diluio e de aplicao. 4.4.3. Temperatura da superfcie
A temperatura da superfcie a ser pintada dever estar entre 16 C e 30 C. Em temperaturas abaixo de 16 C at no mnimo 10 C e acima de 30, at no mximo 55 C, podero ser necessrias tcnicas especiais de diluio e aplicao. 4.4.4. Umidade relativa do ar (UR)
Quando o solvente da tinta se evapora, abaixa a temperatura da superfcie e possvel que a umidade do ar se condense, prejudicando o desempenho da tinta. Por isso, os limites normais para a umidade do ar (UR) de 30% a 60 %, para evitar a condensao. Deve-se evitar a preparao de superfcie e a aplicao de tintas quando a umidade relativa do ar estiver maior do que 85%. A umidade do ar pode ser medida com um higrmetro ou com um psicrmetro (termmetros de bulbos secos e midos). 4.4.5. Ponto de orvalho As tcnicas de boa pintura recomendam que as tintas no devem ser aplicadas se a temperatura da superfcie no estiver no mnimo 3 C acima do ponto de orvalho.
4.5. 4.5.1.
Mtodos de aplicao Pintura a pincel
Os melhores pincis para a pintura industrial com tintas anticorrosivas so feitos geralmente com plos de porco ou de orelha de boi. 4.5.2. Pintura a rolo
Os rolos podem ser fabricados com pele de carneiro ou l sinttica (acrlica) para tintas a base de gua ou de solventes e de espuma de poliuretano somente para tintas a base de gua (incham e se desmancham quando usados com tintas base de solventes orgnicos). 4.5.3. 4.5.3.1. Pintura por pistola Pistola convencional
o mtodo de aplicao mais tradicional utilizado na indstria. Pode ser empregado com caneca de suco ou tanque de presso. Para se obter melhor desempenho com a pistola convencional necessrio que o operador seja treinado e conscientizado para regular a presso, e a abertura do leque, de acordo com a pea a ser pintada. Caneca: Este tipo de pintura mais usado em oficinas de repintura de automveis ou em indstrias em que a pintura uma operao de pequena monta ou para retoques. sem dvida o acabamento mais fino que se pode obter nas pinturas a pistola. Tanque com presso: o mais usado em indstrias onde o acabamento importante, mas a produtividade necessria. O tanque permite que volume maior de tinta seja preparado de cada vez e com isso evita-se paradas mais freqentes para abastecimento. 4.5.3.2. Pistola HVLP
HVLP quer dizer alto volume e baixa presso (High Volume, Low Pressure). uma pistola com ar comprimido que por uma mudana no seu desenho interno, utiliza uma presso de pulverizao menor porm um volume de ar alto. Por este motivo, consegue uma taxa de transferncia de tinta melhor do que as pistolas convencionais. 4.5.3.3. Airless (hidrulica)
Mtodo de aplicao utilizado na pintura de grandes reas, em ambientes fechados ou abertos, dependendo da necessidade de alta produtividade (pinturas de navios, grandes painis, costado de tanques, etc.). Este tipo de pistola no usa o ar comprimido para pulverizar a tinta. A alimentao da pistola feita com bombas hidrulicas e a atomizao produzida pela passagem da tinta sob alta presso atravs de um orifcio de dimetro muito pequeno.
4.5.3.4.
Pintura eletrosttica
4.5.3.4.1. Pintura eletrosttica com tinta lquida Como o prprio nome indica, neste mtodo de aplicao esto envolvidas cargas eletrostticas. A tinta eletrizada na pistola e projetada contra a pea que est aterrada e portanto com carga de sinal contrrio. Na pistola convencional a tinta projetada e as partculas que no atingem a pea so perdidas. Na pistola eletrosttica a tinta eletrizada atrada pelo campo eletrosttico e as partculas que seriam perdidas so atradas para a pea. O aproveitamento muito maior. Existem equipamentos para aplicao de tinta lquida ou em p. A pintura eletrosttica com tinta lquida utiliza a pulverizao convencional a ar comprimido, o airless, ou a atomizao por dispositivos como o disco ou o sino. Estes dois ltimos so usados em aplicao automtica com equipamento robotizado. O ajuste ou a adaptao das tintas para aplicao por processo eletrosttico baseia-se na seleo dos aditivos e dos solventes, que iro fornecer maior ou menor polaridade. possvel mudar o equipamento convencional para eletrosttico usando a mesma tinta, somente com ajustes no solvente ou no diluente utilizado at ento. 4.5.3.4.2. Pintura eletrosttica com tinta em p A tinta em p para pintura eletrosttica produzida com matrias primas em p, processadas para aglomerar o componente A, o B e o pigmento em partculas que ao serem aquecidas em uma estufa na temperatura entre 160 e 190 C sofrem fuso, reao e cura. As tintas em p mais importantes so: epxi, poliuretano, polister e hbrido (epxi+poliuretano). Estas tintas s podem ser aplicadas em peas de tamanho pequeno e mdio, por exigir uma estufa para a sua cura.
4.5.4.
Pintura por imerso
A pintura por imerso pode ser realizada de duas maneiras: Sem corrente eltrica e com corrente eltrica. 4.5.4.1. Sem corrente eltrica, convencional
Neste processo, que o mais comum, a tinta colocada em um tanque e as peas so mergulhadas completamente. A viscosidade da tinta ajustada para que a espessura da camada seja uniforme e contnua. Para este tipo de imerso prefervel utilizar tintas monocomponentes, pois as bicomponentes, por sofrerem elevao de temperatura durante a reao, se solidificam. 4.5.4.2. Pintura por imerso com corrente eltrica
Este processo chama-se Eletroforese e pode ser andica ou catdica. Eletroforese a migrao das partculas de uma soluo coloidal (tinta na gua), sob a influncia de um campo eltrico. A tinta nos dois processos base de gua e sob ao do campo eltrico gerado pela diferena de potencial, as partculas de tinta migram do tanque para a pea e nela aderem, expulsando a gua pela eletrosmose, que a passagem do lquido de dentro para fora da pelcula da tinta. Este fenmeno a exosmose. Aps receber a tinta, as peas saem do tanque, e vo para uma estufa para sofrerem a cura. 4.5.4.2.1. Eletroforese andica ou anafortica Neste processo, a tinta e o tanque tm cargas eltricas negativas e as peas a serem pintadas so ligadas a uma monovia ou gancheira com cargas eltricas positivas. A tinta ento atrada pelo campo eltrico para as peas onde a tinta depositada. 4.5.4.2.2. Eletroforese catdica ou catafortica Neste processo, a tinta e o tanque tm cargas eltricas positivas, ao contrrio da anaforese e as peas a serem pintada so negativas. Este processo o mais utilizado hoje em dia por que tem maior penetrao nas frestas e dentro de tubos e utiliza tintas epoxdicas mais modernas e com maior desempenho dos que as da anaforese.
5. Tintas e vernizes 5.1. Tintas e Vernizes
Definies de tinta e de verniz, segundo a norma ISO 4618: Tinta um produto lquido ou em p que quando aplicado sobre um substrato, forma uma pelcula opaca, com caractersticas protetoras decorativas ou tcnicas particulares. Verniz um produto que quando aplicado sobre um substrato, forma uma pelcula slida transparente com caractersticas protetoras, decorativas ou tcnicas particulares. Outra definio clssica de tintas : Tinta uma composio lquida que depois de aplicada sobre uma superfcie, passa por um processo de secagem ou cura e se transforma em um filme slido, fino, aderente, impermevel e flexvel. Para o ao, a tinta um produto que tem tanto a funo protetiva como a decorativa. 5.1.1. Composio das tintas
As tintas so compostas por 4 grupos de matrias primas: Solventes, Resinas, Pigmentos e Aditivos. 5.1.1.1. Solventes
Os solventes utilizados nas diversas tintas para aplicao em ao so de diferentes naturezas qumicas: hidrocarbonetos alifticos (aguarrs e naftas leves), hidrocarbonetos aromticos (xileno e tolueno), glicis (etil glicol, butil glicol, acetato de etil glicol, acetato de butil glicol, acetatos (acetato de etila, acetato de butila, acetato de isopropila), cetonas (metil etil cetona-MEK, metil isobutil cetonaMIBK e ciclohexanona) e lcoois (lcool isoproplico e lcool butlico). Todos so compostos orgnicos 100% volteis, que tm a funo de dissolver a resina. So produzidos pela indstria qumica ou petroqumica mas a origem o petrleo. 5.1.1.2. Resinas
Das resinas dependem as propriedades deresistncia das tintas e o comportamento frente ao meio agressivo e as condies de uso. As resinas so conhecidas tambm como ligante ou veculo fixo e so os componentes mais importantes das tintas, pois so responsveis pelas propriedades de aderncia, impermeabilidade e flexibilidade. As resinas hoje em dia so todas orgnicas, de natureza polimrica, exceto o silicato inorgnico de zinco que se trata de um veculo inorgnico base de silicatos de sdio, potssio ou de ltio. As resinas mais importantes das tintas para pintura de ao so: Alqudicas, Acrlicas, Epoxdicas, Poliuretnicas, Etil Silicato de Zinco e Silicone. 5.1.1.3. Pigmentos
So ps muito finos. Podem ser brancos, pretos, coloridos, incolores, metlicos, anticorrosivos e inertes. Os pigmentos anticorrosivos so capazes de proteger o ao contra a corroso. Os inertes no possuem cor nem so anticorrosivos, mas so usados para conseguir propriedades, como: resistncia abraso, lixabilidade, fosqueamento das tintas, etc. 5.1.1.3.1. Pigmentos coloridos Quem d cor s tintas so os pigmentos. As cores primrias dos pigmentos mais importantes so: branca, preta, vermelha, laranja, amarela, verde, azul, prpura, alumnio e dourada. 5.1.1.3.2. Pigmentos anticorrosivos Nenhuma resina totalmente impermevel. Por isso, quando o vapor de gua e os gases corrosivos, permeiam as camadas de tintas, os pigmentos anticorrosivos produzem modificaes no agente agressivo atenuando a sua agressividade. Como os gases do meio industrial, na sua maioria, so cidos, alguns pigmentos anticorrosivos promovem uma neutralizao e em alguns casos chegam at a alcaliniz-los. Em meio alcalino o ao apassivado e praticamente no h corroso.
Outros pigmentos se dissolvem (se hidrolisam) e formam uma camada protetora que isola o substrato metlico do meio agressivo que permeou. Pigmentos anticorrosivos mais usados para superfcies de ao carbono: Cromato de zinco [4ZnO . K O . 4CrO . 3H O] Zarco [Pb O ] Zinco metlico [Zn ] Silicato de clcio Fosfato de zinco [Zn (PO ) . 2H O] xido de ferro [Fe O ] Pigmentos lamelares xido de ferro micceo 5.1.1.3.3. Pigmentos inertes (cargas) So pigmentos que no tm cor, no so opacos nem tm mecanismos de proteo anticorrosiva, mas so muito importantes nas tintas para proporcionarem propriedades especficas. Alguns dos mais importantes so: mica, talco, caulim, xido de ferro micceo, slicas, quartzo e xido de alumnio. 5.1.1.3.4. Aditivos So compostos adicionados em pequenas quantidades, da ordem de 0,1 a 1,0%, que so utilizados para melhorar o processo de fabricao, de estocagem e de aplicao das tintas. Existem vrios tipos de aditivos, mas os principais so: Dispersantes ou tensoativos ou umectantes, Espessantes, Secantes, Antibolhas, Antinata.
5.2.
Posio da tinta no sistema de pintura
De acordo com a posio da tinta no sistema de pintura a tinta pode ser de fundo, ou primer, intermediria e acabamento ou esmalte. 5.2.1. Tinta de fundo ou primer
Tinta que aplicada em primeiro lugar, tem contato direto e afinidade com o substrato metlico (o ao). Por este motivo deve conter pigmentos anticorrosivos, e ser compatvel com a intermediria e/ou o acabamento. 5.2.2. Tinta intermediria
Tem a finalidade de aumentar a espessura do esquema. No necessita de pigmentos inibidores de corroso, nem de coloridos, sendo, portanto de menor custo. Deve ter a mesma qualidade das demais tintas do esquema. 5.2.3. Tinta de acabamento ou esmalte
Tinta que d acabamento ao sistema. Deve resistir ao meio ambiente e ser compatvel com as demais tintas do sistema.
5.3. 5.3.1.
Tipos de tintas Tintas alqudicas
Conhecidas como Esmaltes ou Primers sintticos, so monocomponentes, ou seja, apresentadas em uma nica embalagem, de secagem ao ar. So usadas em interiores secos e abrigados, ou em exteriores normais, sem poluio. 5.3.2. Tintas acrlicas
So tintas monocomponentes, a base de solventes orgnicos ou de gua. 5.3.2.1. Acrlicas base de solvente
As tintas acrlicas a base de solventes orgnicos so pouco usadas, apesar de apresentarem boas propriedades, pois possuem um teor de solvente muito alto, geralmente acima de 60%. 5.3.2.2. Acrlicas base de gua
Antigamente este tipo de tinta servia apenas para paredes de alvenaria (os famosos latex acrlicos). Hoje j existem acrlicas base de gua para superfcies de ao carbono e so excelentes, pois resistem corroso e ao intemperismo. Por serem base de gua, possibilitam o uso das tintas em locais onde a evaporao dos solventes poderia ser um inconveniente por contaminar os processos em indstrias de alimentos, bebidas, laticnios, produtos farmacuticos e em hospitais. So de baixo odor e tm timo desempenho na pintura de estruturas, equipamentos, bombas, tubulaes e exteriores de tanques. 5.3.3. Tintas epoxdicas
So bicomponentes de secagem ao ar. Os componentes so chamados de parte A e parte B. A cura se realiza por reao qumica entre as resinas dos dois componentes. O componente A geralmente base de resina epxi e o B, agente de cura, pode ser base de poliamida, poliamina ou isocianato aliftico. 5.3.4. Tintas poliuretnicas
So bicomponentes de secagem ao ar e por enquanto no Brasil so encontradas apenas na verso base de solventes orgnicos. 5.3.5. Etil silicato de zinco
H dois tipos de tintas silicato inorgnico de zinco: a de etil silicato de zinco, base solventes orgnicos (lcool) e hidrossolvel, base gua. So tintas bicomponentes de secagem ao ar para serem aplicadas somente sobre ao carbono. Os dois componentes so: o A, que pode conter o hidrolizado de silicato de etila ou o Silicato inorgnico de Sdio, Ltio ou Potssio e o B, o p de zinco. 5.3.6. Tintas para altas temperaturas
As tintas resistentes a temperaturas elevadas, at 550 C, logicamente devem ser elaboradas com materiais resistentes a esta faixa de temperaturas. Tecnicamente as nicas que suportam temperaturas de at 550 C so as de silicato e as de silicone. So tintas mono ou bicomponentes.
5.4. 5.4.1.
Sistemas de pintura
Pintura em funo da agressividade do meio ambiente
Em primeiro lugar deve-se considerar a agressividade do meio ambiente: 5.4.1.1. Agressividade natural
Sol Chuva Umidade Poeiras - Nvoa salina 5.4.1.2. Agressividade no natural
Os poluentes atmosfricos mais comuns so os emitidos pelos veculos e pelas chamins de indstrias, hospitais, hotis e entidades que queimam combustveis fsseis contendo pequenas quantidades de compostos de enxofre. Na queima destes combustveis, h produo principalmente de Dixido de Carbono, tambm conhecido como Gs Carbnico (CO ), Dixido de Enxofre, tambm 2 conhecido como Anidrido Sulfuroso(SO ), Trixido de Enxofre, tambm conhecido como Anidrido Sulfrico (SO ) e Vapor de gua (H O). Os problemas maiores so causados pelo SO , SO e pelo 2 3 vapor de gua, que produzem cido sulfrico e tornam a atmosfera cida. 5.4.1.3. Classificao dos ambientes
Podemos classificar os ambientes em: Rural (baixos teores de poluentes naturais) - Sol, chuva, umidade e poeiras do solo. Urbano (depende da intensidade do trfego e do porte da cidade) - Sol, chuva, umidade, fuligem e SO . Industrial - Sol, chuva, umidade, fuligem, poeiras de produtos qumicos, SO , NO, NO , CO e H S. Martimo - Sol, chuva, umidade, poeiras de areia e nvoa salina (predominncia de cloreto de sdio NaCl). 5.4.2. Preparo de superfcie e espessura em funo do meio
O especificador deve fixar o grau de limpeza da superfcie, a tinta e a espessura do sistema de pintura, em funo da agressividade do ambiente. 5.5. Manuteno Na manuteno, como a prpria palavra indica, deveriam ser mantidas as mesmas tintas do esquema original. Portanto nos trabalhos peridicos de retoques, o sistema inicial deve, na medida do possvel, ser recomposto. A manuteno da pintura consiste de trabalhos de retoques ou repinturas sobre tintas j existentes. Portanto estas tintas envelhecidas, devero estar em boas condies de integridade, sem destacamentos ou desgastes, para poderem receber as novas tintas. Pode ser necessria at mesmo a substituio total da pintura, isto , a remoo da pintura antiga, se ela estiver comprometida. importante tambm que os sistemas novos e os antigos sejam compatveis entre si.
6. Noes de corroso 6.1. Conceitos bsicos
Corroso pode ser definida como sendo a deteriorao que ocorre quando um material (normalmente um meta) reage com seu ambiente, levando a perda de suas propriedades. O processo de corroso pode ser visto como sendo o inverso da metalurgia extrativa. No processo siderrgico, muita energia gasta para transformar o oxido de ferro em um produto final. O minrio de ferro entra no alto-forno tanto na forma sinterizada quanto bitolada e em conjunto com o coque metalrgico, fundentes e ar insulado, forma uma liga impura conhecida como ferro-gusa. O ferro-gusa processado, em seguida, na aciaria, onde os teores de certos elementos qumicos so reduzidos (como carbono, o silcio, o fsforo e o enxofre) e outros elementos so adicionados para transferir certas propriedades ao ao. A liga , em seguida, conformada em chapas, perfis, etc. A corroso o processo inverso ao da siderigia, ou seja, o ferro retorna de forma espontnea aos xidos que lhe deram origem. Reaes : Siderurgia: As reaes bsicas que so formadas em alto forno so: 2 C + O2 -> 2 CO2 (o coque reage com o oxignio do ar insuflado) C + H2O -> CO + H 2 (o vapor de gua reage com o coque) Fe3 O4 + 4 CO -> 3 Fe + 4 CO2 Fe3O4 + 4 H2 -> 3 Fe + 4 H2 O O ferro-gusa lquido retirado da parte inferior do alto-forno. Corroso O processo de corroso por outro lado, leva o metal sua forma oxidada: 4 Fe + 3 O2 + 2 H2O -> 2 Fe2O3 . H2O (ferrugem) Como se observa na reao de corroso, imprescindvel a presena de oxignio e gua. O oxignio est no ar atmosfrico (constitudo, aproximadamente, por oxignio (20%), nitrognio(79%) e quantidades ligeiramente variveis de vapor d'gua, dixido de carbono, argnio e outros gases nobres) e a gua pode estar na forma lquida ou de vapor. A simples umidade relativa do ar fornece a gua necessria para que a reao se realize. Pode-se dizer que os alimentos bsicos da corroso so: o oxignio e a gua. 6.2. Proteo contra a corroso por pintura
A pintura sem dvida o mtodo mais barato e apropriado para proteo de estruturas e equipamentos de ao contra a corroso. A facilidade de aplicao e de manuteno faz da pintura o mtodo mais vivel para a proteo destas superfcies. A tinta muito eficiente na proteo anticorrosiva, basta verificar que as pelculas mais espessas de esquemas de pintura para ao exposto corroso atmosfrica, so da ordem de de mm, ou 250 micrometros. No entanto necessrio escolher bem as tintas apropriadas para executar esta tarefa de proteger a superfcie metlica. Por isso vamos conhecer como as tintas atuam e como so seus mecanismos de ao.
6.2.1.
Tintas Anticorrosivas
Chamamos de tintas anticorrosivas aquelas que so exclusivas para superfcies etlicas, de secagem ao ar e que podem ser mono ou bicomponentes. Podem ser de alto ou baixo slidos, de alta ou baixa espessura e base de gua ou de solventes orgnicos. Quando so tintas de fundo ou dupla funo, isto , fundo e acabamento (epoximastic), necessrio que tenham pigmentos anticorrosivos em sua composio. 6.2.2. Propriedades Importantes
Para que possam ter alto desempenho, estas tintas devem possuir pelo menos trs propriedades importantes: aderncia, impermeabilidade e flexibilidade. Aderncia fundamental que a tinta tenha boa aderncia, pois se houver qualquer falha na pelcula ou danos durante a sua vida til, em que o metal base foi exposto, a corroso que se inicia nesta regio no avana, pois a aderncia restringe o seu movimento por baixo da pelcula. Em qualquer tinta a aderncia uma propriedade importante, mas nas tintas anticorrosivas ela maior ainda, pois no se concebe uma tinta anticorrosiva que no tenha boa aderncia. Impermeabilidade Nas tintas anticorrosivas a impermeabilidade outra propriedade fundamental, pois os agentes corrosivos devem ser mantidos afastados do metal. Quanto mais impermevel, maior a durabilidade da pintura. O oxignio e o vapor de gua permeiam as tintas, pois no h ainda uma resina totalmente impermevel. Umas so mais permeveis e outras menos permeveis. Por isso o formulador de tintas tem que contar com resinas, o mais impermeveis possvel, para que a tinta anticorrosiva tenha vida til longa. Pela ordem, das mais permeveis s mais impermeveis, podemos classificar as tintas alqudicas, as epoxdicas e as poliuretnicas. Para uma tinta ser anticorrosiva, preciso que a sua resina tenha aderncia, seja impermevel, que a sua formulao seja balanceada para impedir ocorrncia de poros, que os pigmentos usados sejam de formato lamelar (minsculas plaquetas que proporcionam uma barreira mais eficiente) e que a tinta seja de alta espessura (para retardar o caminho do meio agressivo at o metal base). Com base nestas afirmaes, podemos dizer que as tintas epoxdicas, so as que mais atendem as exigncias das tintas anticorrosivas. As resinas epoxdicas possuem tima flexibilidade, so muito impermeveis e por causa da sua natureza qumica aderem firmemente aos substratos metlicos. As tintas epoxdicas, dependendo do catalisador utilizado na formulao, so excelentes para usos especficos, como: Catalisador: epoxi-poliamida - Para interiores de tanques de gua, inclusive potvel, ou em lugares muito midos. Catalisador: epoxi-poliamina - Para interiores de tanques de produtos qumicos, dependendo da concentrao e da temperatura de trabalho do tanque e tambm para a imerso em solventes, combustveis e leos lubrificantes. Catalisador: epoxi-isocianato - Para aderncia sobre galvanizado, alumnio e outros metais no ferrosos. As tintas epoxi-betuminosas so as mais apropriadas para peas que trabalham imersas em guas de processo (no potvel) ou efluentes industriais ou simplesmente peas enterradas, por oferecerem excelente proteo por barreira, j que so de alta espessura e de alta impermeabilidade. Flexibilidade Aparentemente, esta propriedade das tintas no tem muita importncia se considerarmos que uma viga ou uma coluna ou uma pea metlica no sofrero dobramentos ou flexes durante a sua vida til. Mas no podemos deixar de lembrar que com a variao da temperatura da noite para o dia, do inverno para o vero, a superfcie metlica ir sofrer dilatao e contrao e a tinta dever acompanhar os movimentos da base sem se fissurar ou trincar. Onde houver uma fissura, o meio agressivo encontrar o caminho mais fcil para alcanar o metal. As tintas, portanto devem ter boa flexibilidade inicial e permanecer com boa flexibilidade durante toda a vida til da pintura, por longos perodos.
6.3.
Mecanismo de proteo das tintas
6.3.1. Proteo por barreiras Qualquer tinta faz uma barreira e isola o metal do meio corrosivo. As mais eficientes, entretanto so as mais espessas e com resinas de alta impermeabilidade e alta aderncia. Quanto mais tempo o vapor de gua, o oxignio e os gases corrosivos levam para atravessar a pelcula, melhor a tinta. As melhores tintas anticorrosivos que protegem por barreira devem ser formuladas com aditivos tensoativos eficazes, com pigmentos lamelares, e capazes de serem aplicadas em alta espessura para conferirem aos equipamentos pintados grande durabilidade, mesmo em ambientes de extrema agressividade. 6.3.2. Proteo Andica As tintas que protegem por proteo andica so aquelas que possuem em sua composio os pigmentos anticorrosivos de inibio andica. Inibio andica a ao dos pigmentos que tm a propriedade de alterar a agressividade do meio corrosivo e formar camadas isolantes junto ao metal, quando os agentes corrosivos atravessam a pelcula da tinta. Exemplos: zarco, cromato de zinco, fosfato de zinco, silicato de clcio, etc. 6.3.3. Proteo Catdica No se trata de proteger a rea catdica do ao, mas de tornar o ao catdico por contato com um metal menos nobre. Este metal o zinco e o mecanismo chamado de revestimento de sacrifcio. Enquanto houver zinco em quantidade suficiente na superfcie, o ao no sofrer corroso. O zinco andico e o ferro, passa a ser catdico, da o nome de proteo catdica. O zinco sacrificado para que o ao permanea intacto. A proteo s funciona com alto teor de pigmento zinco metlico na pelcula seca. So as famosas tintas Ricas em Zinco. Estas tintas, tambm so chamadas de galvanizao frio. Se houver um risco na superfcie haver consumo do Zinco e no do Ao e o corte ficar por muito tempo sem corroso. Se o risco for muito profundo ou muito largo, o zinco no ter como proteger o ao por que ele estar fora do seu campo de ao. Ao contrrio do que se pode pensar, o alumnio no um pigmento que d proteo catdica. Apesar de ser mais eletronegativo do que o ferro e at mais do que o zinco, o alumnio reage muito rapidamente com o oxignio e outros agentes corrosivos da pasta na qual fabricada, que possui estearato, produzindo uma camada superficial, que isola as partculas, impedindo o contato eltrico entre elas. Por isso, o alumnio pode proporcionar uma tima proteo por barreira, mas no proteo catdica. Somente o zinco entre os pigmentos metlicos pode atuar em tintas produzindo excelente proteo catdica.
7. Curiosidades 7.1. Navios da Transpetro recebem Tintas WEG
Oito Navios da Transpetro tero seus tanques e cascos protegidos pelas tintas Lackpoxi 76 Wet , WEG Ecoloflex SPC 200 e Wet Surface 89 PW.Tecnologia WEG na resistncia salinidade e umidade. Normalmente, a entrega desses produtos realizada alguns dias antes das docagens. A WEG leva o material no depsito da Transpetro, situado no Caju, Rio de Janeiro. L, o cliente providencia o envio das tintas para o estaleiro onde a obra ser feita ou a bordo do navio, nos casos onde a docagem realizada fora do pas. O Fornecimento de tintas, que comeou em agosto de 2008, deve encerrar no ms de junho de 2010, tendo assim a WEG Tintas participado dos seguintes projetos da Transpetro: Marta, Masa e Avar (Niteri-RJ), Cantagalo (Cantagalo-RJ), Dilya (Rio de Janeiro -RJ), Tanagar (Mar Del Plata Argentina), Guaruj (SP) e Guar (Mar Del Plata-Argentina).
Figura 7.1 Navio Maisa recebendo a proteo da tinta Lackpoxi 76 Wet Surface em Niteri/RJ
Os cascos dos navios da Transpetro sero protegidos com a tinta especial Lackpoxi 76 Wet Surface, uma soluo eficiente para aplicaes em ambientes com umidade relativa do ar acima de 85%. Todo o trabalho de pintura dos Navios da Transpetro ser monitorado por um tcnico da WEG Tintas, que estar atento para a preparao da superfcie, forma de aplicao e questes relacionadas garantia do produto.
Figura 7.2 Navio Maisa recebendo tintura
Figura 7.3 Navio Guaruj em processo de reparo Niteri - RJ
7.2.
O Brasil no topo da indstria de pintura naval
Jorge da Silva Sardinha um metalrgico aposentado e empresrio no ramo naval, especializado na atividade de pintura de navios, nascido em 1954, carioca de Padre de Miguel. Ainda aos 16 anos de idade deu incio a sua carreira, onde j demonstrava a vocao para metalrgica e mudou para o ramo naval no Arsenal de Marinha como tcnico de estrutura (navios), onde ento, nasce a paixo pela atividade naval, e finalmente decidiu em que setor da metalurgia ele iria trabalhar, ficou l at 1989. Em meados de 1989 foi trabalhar no antigo estaleiro EMAQ Engenharia e Mquinas S/A com o cargo de coordenador de obras. Em 1996 Sardinha recebeu uma proposta do presidente do estaleiro para ter sua prpria empreiteira na transio do estaleiro EMAQ para o atual EISA Estaleiro Ilha S/A. Estudou a proposta e tornou-se um empregador desde o ano de 1998 e chegou at aqui como empregador hoje de 170 funcionrios.
A Ahnidras Pinturas Navais Ltda. a sucessora da J.S.P. Reparos Navais Ltda. M.E., constituda em 1999, no ano de 2005 passou a operar com seu nome atual, detendo, portanto ao longo desses sete anos constantes atividades de prestao de servio no setor naval, agregando assim valores: qualidade dos servios, satisfao do cliente, cumprimento de prazo, aperfeioamento contnuo dos processos de trabalho e solidez. Principais obras que a Ahnidras esteve presente com a sua mo-de-obra: - Petrobras; - PDVSA PDV Marina S/A; - STX Europe;- Log-In Logstica Intermodal;- UP Offshore Apoio Martimo Ltda;Gypsum; - Norsul. A pintura do navio que ficou por conta da Ahnidras [Sardinha de trs pra frente] foi do Eisa (Estaleiros Ilha S.A.- Praia da Rosa, 02 Bancrios Ilha do Governador - Rio de Janeiro RJ Brasil) que marcou posio em outro nicho de mercado que deve voltar a crescer no Brasil, o de construo de embarcaes militares. O estaleiro venceu licitao e assinou contrato com a Marinha do Brasil para a construo de quatro navios-patrulha de 500 toneladas em prazo de quatro anos. O primeiro navio deve ser concludo em maro de 2012 enquanto que os demais sero entregues a cada seis meses. Eles sero utilizados na movimentao anual de seis milhes de toneladas de bauxita entre o porto de Trombetas e o porto de Vila do Conde, ambos no Par.
7.3.
SW/Euronavy aposta no crescimento da Regio Nordeste
A Sherwin-Williams/Euronavy, lder em revestimentos e proteo martima para aplicao em navios, plataformas off-shore, tanques de armazenamento, ao, concreto e pavimentao, aposta no aquecimento do setor de pintura martima no Nordeste, durante o ano de 2010. O Programa de Modernizao e Expanso da Frota da Transpetro (Promef) propiciar o crescimento econmico nos Estados desta Regio, alm de incentivar o progresso e o desenvolvimento de novas tecnologias em diversas indstrias. O primeiro navio do Promef, um dos principais projetos do PAC (Programa de Acelerao do Crescimento), foi lanado no incio de maio. A embarcao, chamada Joo Cndido, tem 274 metros de comprimento e capacidade para transportar um milho de barris de petrleo. O navio recebeu 300 mil litros de tinta e conta, portanto, com a durabilidade e a resistncia necessria para este tipo de navio. A previso a de que sejam construdos aproximadamente 50 navios no Brasil. 7.4. Pele de tubaro vira tinta
Um grupo de cientistas alemes anunciou recentemente estar tentando copiar o truque de uma samambaia para manter-se seca para criar um revestimento binico para navios, ajudando-os a economizar at 1% de todo o combustvel fssil consumido no planeta. Mas seus colegas do Instituto Fraunhofer, tambm na Alemanha, acreditam que os tubares so uma aposta com melhores possibilidades de ganhos a curto prazo. De olho no apenas nos navios os pesquisadores criaram um novo sistema de pintura que imita a pele dos tubares, diminuindo a resistncia ao arrasto e, por decorrncia, fazendo-os gastar menos combustvel ou gerar mais eletricidade. A inspirao para a criao da nova tinta veio das escamas dos tubares. Essas escamas, que evoluram ao longo de milhes de anos para permitir que o animal nade muito rpido, diminuem a resistncia contra o fluxo de um fluido. O maior desafio enfrentado pela equipe da Dra. Yvonne Wilke foi aprimorar o sistema de revestimento para que ele pudesse resistir s altas velocidades, intensa radiao ultravioleta e s flutuaes de temperatura. As nanopartculas do tinta as suas caractersticas de resistncia radiao ultravioleta, s variaes de temperatura e carga a que est submetida toda a superfcie do navio. O segredo da tcnica est em aplicar a tinta lquida de forma totalmente uniforme, em uma fina camada sobre o estncil e, ao mesmo tempo garantir que o estncil possa ser novamente retirado. A dificuldade reside em que necessrio a aplicao de radiao ultravioleta para que o revestimento seque e endurea. Mas os pesquisadores afirmam ter vencido esta etapa. Eles testaram o revestimento em navios, obtendo um ganho de 5% na reduo do atrito. Mas as algas e cracas que grudam no casco dos navios representam um desafio parte e os cientistas ainda esto trabalhando em busca da melhor soluo para esse problema. 7.5. Multinacional holandesa inaugura um de seus centros no Recife.
No rastro da retomada da indstria naval no Brasil, a gigante holandesa vai reforar sua unidade de tintas martimas no Pas com a inaugurao de dois centros de distribuio prprios fora do Rio de Janeiro. Recife e Blumenau (SC) foram as cidades escolhidas para sediar. A implantao dos centros vai otimizar a distribuio das tintas martimas, que atualmente feita por representantes. O mercado nacional e pases sul-americanos como Argentina, Chile e Peru so atendidos pela fbrica da AkzoNobel em So Gonalo, no Rio de Janeiro. O volume de produo da indstria suficiente para atender a toda a demanda atual do mercado brasileiro. Isso sem falar que o parque fabril ainda pode triplicar de tamanho. O centro de Recife tem capacidade para armazenar at 200 mil litros de tintas navais. Com 84 anos de atuao no setor de tintas martimas, a AkzoNobel faz uma aposta no mercado brasileiro, atenta ao renascimento da construo naval. S a Transpetro est encomendando 49 navios para a renovao e modernizao de sua frota. A escolha de Pernambuco e Santa Catarina se d em funo da pulverizao do setor, antes concentrado no Rio de Janeiro. Estima-se que o Nordeste responda por 30% do negcio de tintas para a indstria naval nos prximos anos.
8. Concluso As embarcaes precisam de tintas resistentes e especiais que ofeream muita proteo, pois ficam sempre expostas a salinidade marinha, que acelera o processo de corroso do metal. Quanto maior a espessura da pelcula de tinta, mais o aparecimento de bolhas osmticas retardado, pois o aumento da espessura da pelcula de tinta reduz a sua permeabilidade. Um navio petroleiro chega a consumir 300 mil litros de tinta para ser todo pintado. As tintas precisam ter caractersticas que no agridam o meio ambiente, como ser livre de solvente. O setor aposta em inovaes tecnolgicas, como as pinturas de silicone que so as nicas que no apresentaram crescimento de algas, porm so duas vezes mais caras que a anteriormente utilizada. Isto acontece em virtude das quantidades relativamente pequenas exigidas atualmente, ou produzidas internacionalmente, mas este investimento mostra como, a ecologia e a economia, podem andar de mos dadas. O desenvolvimento de novas tintas permite uma economia de at 19% no consumo de combustvel dos navios, por conta da reduo do atrito na gua. Antes e durante o uso de tintas, observe as etiquetas de segurana no recipiente. Use sob boas condies de ventilao. No ingerir, no inalar a nevoa e evitar o contato com a pele e os olhos. Siga todos os regulamentos de segurana locais ou nacionais. Tome precaues contra eventuais riscos de incndio ou exploses.
9. Referncias - DIAS, LUIS ANDRADE DE MATTOS - "Estruturas de ao: conceitos, tcnicas e linguagem", Zigurate Editora, 1997 - So Paulo - FAZANO, CARLOS ALBERTO T.V. - "Tintas - Mtodos de controle de pinturas e superfcies", Hemus Editora Ltda - So Paulo - FAZENDA, JORGE M.R. - "Tintas e Vernizes - cincia e tecnologia", Publicao ABRAFATI Associao Brasileira dos Fabricantes de Tintas - So Paulo - GENTIL, VICENTE - "Corroso", Editora Guanabara - Rio de Janeiro - GNECCO, CELSO - "Pintura de manuteno industrial", Publicao IPT n 1558, Instituto de Pesquisas Tecnolgicas - So Paulo - GROSS, W.F. - "Applications manual for painting and protective coatings", New York, Mac Graw- Hill - KEANE, J.D. - "Good painting practice", 2 Ed. Pittsburgh, Steel Structures Painting Council - KEANE, J.D. - "Systems and specifications", 3 Ed. Pittisburgh, Steel Structures Painting Council - MUNGERS, CHARLES G. - "Corrosion prevention by protective coatings", Houston, National Association of Corrosion Engineers NACE - NUNES, LAERCE DE P. & ALFREDO C.O.LOBO - "Pintura industrial na proteo anticorrosiva", Livros Tcnicos - Rio de Janeiro - NUNES NEY VIEIRA - "Pintura industrial aplicada", Maity Comunicao e Editora Ltda - Rio de Janeiro - PANOSSIAN, ZEHBOUR - "Corroso atmosfrica de metais no Estado de So Paulo", Publicao IPT n. 1826 - Instituto de Pesquisas Tecnolgicas - So Paulo - PARKER, D.H. - "Principles of surface coating technology", New York, Interscience Publishers - PAYNE, H.F. - "Organic coating technology", 4 Ed. - New York, John Wiley - SCHMID, ERIC V. - "Exterior durability of organic coatings", Surrey, England, FMJ International Publications Limited - SOUZA, UBIRACI E. L. DE & CELSO GNECCO - "Proteo contra a corroso", Publicao tcnica PT 07 - Ncleo de Tecnologia da Construo Metlica - Escola Politcnica da USP - SWARD, G.G. - "Paint testing manual", 13 Ed. Philadelphia, American Society for Testing and Materials - TANAKA, DENIOL K. - "Corroso e proteo contra corroso de metais", Publicao IPT n 1127 Instituto de Pesquisas Tecnolgicas - So Paulo - WEISMANTEL, G.E. - "Paint handbook", New York, Mac Graw Hill - WOLYNEC, STEPHAN - "Proteo contra corroso durante armazenamento e transporte", Publicao IPT 1997 - Instituto de Pesquisas Tecnolgicas - So Paulo http://www.weg.net/br/Media-Center/Noticias/Produtos-e-Solucoes/Navios-da-Transpetrorecebem-Tintas-WEG - http://www.portosenavios.com.br/site/noticiario/geral/6117-recife-tera-centro-de-distribuicao-detinta
Potrebbero piacerti anche
- Apresentação MGDocumento20 pagineApresentação MGgeraldo gilNessuna valutazione finora
- Decreto N 10.422, de 13 de Julho de 2020Documento2 pagineDecreto N 10.422, de 13 de Julho de 2020geraldo gilNessuna valutazione finora
- 1722 Folheto A4 Minitruck 3T e Meia-14ST-DT Preview 2807Documento2 pagine1722 Folheto A4 Minitruck 3T e Meia-14ST-DT Preview 2807geraldo gilNessuna valutazione finora
- Bascula NteDocumento2 pagineBascula Ntegeraldo gilNessuna valutazione finora
- Nota Do Confea Sobre As EleiçõesDocumento2 pagineNota Do Confea Sobre As EleiçõesMetropolesNessuna valutazione finora
- Ficha de Segurança de Esmalte LaranjaDocumento4 pagineFicha de Segurança de Esmalte Laranjageraldo gilNessuna valutazione finora
- Eibach E10!20!014!01!22 Pro-Kit de Molas RebaixadasDocumento2 pagineEibach E10!20!014!01!22 Pro-Kit de Molas Rebaixadasgeraldo gilNessuna valutazione finora
- SEI MINFRA - 2574616 - Minuta de Portaria OCD Consulta PublicaDocumento6 pagineSEI MINFRA - 2574616 - Minuta de Portaria OCD Consulta Publicageraldo gilNessuna valutazione finora
- NIE-Cgcre-140 - 27 (14 - 07 - 2020)Documento10 pagineNIE-Cgcre-140 - 27 (14 - 07 - 2020)geraldo gilNessuna valutazione finora
- Port Aria 35842019Documento1 paginaPort Aria 35842019geraldo gilNessuna valutazione finora
- Accord 2006 PDFDocumento248 pagineAccord 2006 PDFgeraldo gilNessuna valutazione finora
- 1722 Folheto A4 Minitruck 3T e meia-12DT Preview 2906Documento2 pagine1722 Folheto A4 Minitruck 3T e meia-12DT Preview 2906geraldo gilNessuna valutazione finora
- Rede Ar Comprimido RevDocumento44 pagineRede Ar Comprimido RevThiago HermesNessuna valutazione finora
- Resolucao012 98 PDFDocumento4 pagineResolucao012 98 PDFgabao123Nessuna valutazione finora
- Pasta em Uso o Arquivo Esta Aberto em Outro Programa 14691 Mmoq6oDocumento3 paginePasta em Uso o Arquivo Esta Aberto em Outro Programa 14691 Mmoq6ogeraldo gilNessuna valutazione finora
- Epi - Kit Transporte de Carga PerigosaDocumento4 pagineEpi - Kit Transporte de Carga PerigosaCarla FreitasNessuna valutazione finora
- Bozza - Carrinho para Transferência e Filtragem de ÓleoDocumento1 paginaBozza - Carrinho para Transferência e Filtragem de Óleogeraldo gilNessuna valutazione finora
- Revista Lumière Electric Iluminação Industrial 05 2011Documento5 pagineRevista Lumière Electric Iluminação Industrial 05 2011Jean PonchiroliNessuna valutazione finora
- Apresentação DRTDocumento13 pagineApresentação DRTvictorernandesNessuna valutazione finora
- ABNT - Vasos de PressãoDocumento15 pagineABNT - Vasos de PressãoEmílio BeckerNessuna valutazione finora
- Carros EletricosDocumento32 pagineCarros Eletricosgeraldo gilNessuna valutazione finora
- Inspeção de válvulas de segurança e alívioDocumento25 pagineInspeção de válvulas de segurança e alívioluizhroNessuna valutazione finora
- Composicao-Quimica Dos AçosDocumento9 pagineComposicao-Quimica Dos AçosLuam OliveiraNessuna valutazione finora
- Aços de CaldeirasDocumento2 pagineAços de CaldeirasricardoastriederNessuna valutazione finora
- 04 Dilatação LinearDocumento5 pagine04 Dilatação Linearwilton_e_marcelleNessuna valutazione finora
- Importância Do Prontuario NR-13Documento2 pagineImportância Do Prontuario NR-13geraldo gilNessuna valutazione finora
- Astm D445 - Metodos de Determinação de ViscosidadeDocumento7 pagineAstm D445 - Metodos de Determinação de Viscosidadegeraldo gilNessuna valutazione finora
- Chassi 17-05-2010Documento21 pagineChassi 17-05-2010geraldo gilNessuna valutazione finora
- Apostila de Questões Do SusDocumento205 pagineApostila de Questões Do Susgeraldo gilNessuna valutazione finora
- Bruno Boc Chip P Gem Original 2016Documento131 pagineBruno Boc Chip P Gem Original 2016Rodrigo FilhoNessuna valutazione finora
- Normas técnicas instalações hidráulicasDocumento6 pagineNormas técnicas instalações hidráulicasLimaNessuna valutazione finora
- FISPQ RHODOLINE 999Documento13 pagineFISPQ RHODOLINE 999pekena_fer2059Nessuna valutazione finora
- Manual Tu-700Documento20 pagineManual Tu-700Yande StepanNessuna valutazione finora
- WD-40 - Ficha TecnicaDocumento2 pagineWD-40 - Ficha TecnicaTiago oliveiraNessuna valutazione finora
- Sistema de manifesto de resíduos no Rio de JaneiroDocumento9 pagineSistema de manifesto de resíduos no Rio de Janeiroraissa0211Nessuna valutazione finora
- Maquina de GeloDocumento27 pagineMaquina de Gelofernando Andrade100% (1)
- NBR 11146 - Valvula de Escoamento Sem Ladrao para Lavatorios e PiasDocumento7 pagineNBR 11146 - Valvula de Escoamento Sem Ladrao para Lavatorios e PiasCristiane SimplesmentecrysNessuna valutazione finora
- NBR 15923Documento24 pagineNBR 15923Madson Rodrigo75% (4)
- MOVITRAC® 31C - Instruções de Operação - 2005 - BPDocumento82 pagineMOVITRAC® 31C - Instruções de Operação - 2005 - BPEuojr100% (1)
- Etapa 2Documento53 pagineEtapa 2Garcia Pereira RogerioNessuna valutazione finora
- Vmax: Condensador remoto de ar com alta eficiência e baixo ruídoDocumento10 pagineVmax: Condensador remoto de ar com alta eficiência e baixo ruídoWellington SilvaNessuna valutazione finora
- 3653269-Vol 1Documento922 pagine3653269-Vol 1Gilbert Oliveira100% (7)
- Pasta técnica para lojas do Boulevard Shopping CamaçariDocumento65 paginePasta técnica para lojas do Boulevard Shopping CamaçariCivil CivilbNessuna valutazione finora
- Esquema de VentiladorDocumento10 pagineEsquema de VentiladorcaquirinoNessuna valutazione finora
- Dimensionamento de Transformadores e Ramais de Distribuição PrimáriaDocumento23 pagineDimensionamento de Transformadores e Ramais de Distribuição PrimáriaSergio Padua100% (1)
- Métodos separação misturasDocumento29 pagineMétodos separação misturaseng civil Paulo Vitor MedeirosNessuna valutazione finora
- Registros e válvulas para controle de fluxoDocumento48 pagineRegistros e válvulas para controle de fluxoInajá FerreiraNessuna valutazione finora
- Modelo de PlanilhaDocumento41 pagineModelo de PlanilhaLucas Mutti SantanaNessuna valutazione finora
- Processos Industriais de Transferência de MassaDocumento14 pagineProcessos Industriais de Transferência de MassaJoyce TchmolaNessuna valutazione finora
- Catálogo 570TM - Tubo Eletromagnético de VazãoDocumento8 pagineCatálogo 570TM - Tubo Eletromagnético de VazãoAntonio Eduardo Viana FrancoNessuna valutazione finora
- Porque Não Gosto Das Facas Tipo Scandi!Documento5 paginePorque Não Gosto Das Facas Tipo Scandi!Helio Cabral jr100% (1)
- Completo Historia Embalagem - Stand Pouch 210909 PDFDocumento84 pagineCompleto Historia Embalagem - Stand Pouch 210909 PDFsaccaro100% (1)
- Ofertas VSTI de Soluções de TI Completas com Equipamentos, Manutenção e Seguro em Janeiro/2019Documento31 pagineOfertas VSTI de Soluções de TI Completas com Equipamentos, Manutenção e Seguro em Janeiro/2019Daniel GonçalvesNessuna valutazione finora
- Motor Zetec 1.6 Flex PDFDocumento156 pagineMotor Zetec 1.6 Flex PDFRodrigo Hirschmann100% (3)
- Cinzas de biomassa: aplicações e potencialidadesDocumento12 pagineCinzas de biomassa: aplicações e potencialidadesFilipe FilipeNessuna valutazione finora
- Plano de gerenciamento de resíduos da Mega FiosDocumento32 paginePlano de gerenciamento de resíduos da Mega FiosRafael Marques100% (1)
- Leitura FundamentalDocumento139 pagineLeitura FundamentalJackson ReisNessuna valutazione finora
- 0291 - MDSReport - 1030392179Documento4 pagine0291 - MDSReport - 1030392179mac pcpNessuna valutazione finora