Potrebbero piacerti anche
- Time Sheet For Daily Work at MCS-TB1 2016Documento5 pagineTime Sheet For Daily Work at MCS-TB1 2016Roland NicolasNessuna valutazione finora
- IT Security Training - 20151204Documento21 pagineIT Security Training - 20151204Roland NicolasNessuna valutazione finora
- Thai Binh Thermal Power Plant Weekly Construction ReportDocumento2 pagineThai Binh Thermal Power Plant Weekly Construction ReportRoland NicolasNessuna valutazione finora
- Primavera (Exercise 6) .Pdf0Documento7 paginePrimavera (Exercise 6) .Pdf0RAKESH RANJANNessuna valutazione finora
- SUBJECT: STG#2 Thermal Insulation Works ID No. (JEL) ID No. (MPS R3)Documento2 pagineSUBJECT: STG#2 Thermal Insulation Works ID No. (JEL) ID No. (MPS R3)Roland NicolasNessuna valutazione finora
- EOT Due To Typhoon-2016Documento1 paginaEOT Due To Typhoon-2016Roland NicolasNessuna valutazione finora
- HFO System Delay Due To PR-1 & PS-4Documento1 paginaHFO System Delay Due To PR-1 & PS-4Roland NicolasNessuna valutazione finora
- Guide to Preparing Comprehensive Extension of Time ClaimsDocumento9 pagineGuide to Preparing Comprehensive Extension of Time Claimsgrtuna100% (1)
- Dental Services J.R. Borja HospitalDocumento3 pagineDental Services J.R. Borja HospitalRoland NicolasNessuna valutazione finora
- Comparative Study of Extension of Time Claims With Case StudiesDocumento5 pagineComparative Study of Extension of Time Claims With Case StudiesRoland NicolasNessuna valutazione finora
- EOT Due To Typhoon-2016Documento1 paginaEOT Due To Typhoon-2016Roland NicolasNessuna valutazione finora
- Denso Petrolatum Products SpecDocumento4 pagineDenso Petrolatum Products SpecRoland NicolasNessuna valutazione finora
- HFO System Delay Due To PR-1 & PS-4Documento2 pagineHFO System Delay Due To PR-1 & PS-4Roland NicolasNessuna valutazione finora
- Provisional Receipt For Transportation-To ManilaDocumento1 paginaProvisional Receipt For Transportation-To ManilaRoland NicolasNessuna valutazione finora
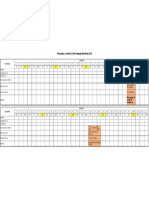
- Weekly Progress Data (6jul2016) PDFDocumento1 paginaWeekly Progress Data (6jul2016) PDFRoland NicolasNessuna valutazione finora
- Notice 2015 JanDocumento2 pagineNotice 2015 JanRoland NicolasNessuna valutazione finora
- Primavera Resource Loading (Labor & Materials)Documento4 paginePrimavera Resource Loading (Labor & Materials)Roland NicolasNessuna valutazione finora
- Changing P6 Settings To Import Budget Costs From Excel Into P6Documento11 pagineChanging P6 Settings To Import Budget Costs From Excel Into P6jorgemachigueNessuna valutazione finora
- Total Q'tyDocumento32 pagineTotal Q'tyRoland NicolasNessuna valutazione finora
- Att. 10.7 Status of Drawings SubmittedDocumento2 pagineAtt. 10.7 Status of Drawings SubmittedRoland NicolasNessuna valutazione finora
- A Cad 2006 Dynamic Blocks 1Documento9 pagineA Cad 2006 Dynamic Blocks 1Farid JerkzNessuna valutazione finora
- Vietnamese Labor Inspections Announced to Verify Foreign Worker PermitsDocumento1 paginaVietnamese Labor Inspections Announced to Verify Foreign Worker PermitsRoland NicolasNessuna valutazione finora
- OEC ProcessingDocumento5 pagineOEC ProcessingRoland NicolasNessuna valutazione finora
- Phil Insurance Commission Resolution (PPLIC Protector NCB Case)Documento3 paginePhil Insurance Commission Resolution (PPLIC Protector NCB Case)Roland NicolasNessuna valutazione finora
- HP II DWG Status Summary Sheet Rev.36 For MPR Mar-2011Documento45 pagineHP II DWG Status Summary Sheet Rev.36 For MPR Mar-2011Roland NicolasNessuna valutazione finora
- Testing & Commissioning Procedure (Electrical)Documento100 pagineTesting & Commissioning Procedure (Electrical)Roland Nicolas100% (1)
- Free Tutorials - Model Space & Paper Space - 1Documento8 pagineFree Tutorials - Model Space & Paper Space - 1Roland NicolasNessuna valutazione finora
- Autocad 2008 3D TutorialDocumento29 pagineAutocad 2008 3D TutorialMarisete de Azevedo92% (13)
- Fever ChartDocumento1 paginaFever ChartRoland NicolasNessuna valutazione finora
- Sample Shutdown Schedule For Heat Exchanger Cleaning and InspectionDocumento2 pagineSample Shutdown Schedule For Heat Exchanger Cleaning and InspectionSobu George75% (4)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeDa EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeValutazione: 4 su 5 stelle4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingDa EverandThe Little Book of Hygge: Danish Secrets to Happy LivingValutazione: 3.5 su 5 stelle3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceDa EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceValutazione: 4 su 5 stelle4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeDa EverandShoe Dog: A Memoir by the Creator of NikeValutazione: 4.5 su 5 stelle4.5/5 (537)
- Grit: The Power of Passion and PerseveranceDa EverandGrit: The Power of Passion and PerseveranceValutazione: 4 su 5 stelle4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureDa EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureValutazione: 4.5 su 5 stelle4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)Da EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Valutazione: 4 su 5 stelle4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnDa EverandTeam of Rivals: The Political Genius of Abraham LincolnValutazione: 4.5 su 5 stelle4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItDa EverandNever Split the Difference: Negotiating As If Your Life Depended On ItValutazione: 4.5 su 5 stelle4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerDa EverandThe Emperor of All Maladies: A Biography of CancerValutazione: 4.5 su 5 stelle4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryDa EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryValutazione: 3.5 su 5 stelle3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaDa EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaValutazione: 4.5 su 5 stelle4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersDa EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersValutazione: 4.5 su 5 stelle4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealDa EverandOn Fire: The (Burning) Case for a Green New DealValutazione: 4 su 5 stelle4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyDa EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyValutazione: 3.5 su 5 stelle3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaDa EverandThe Unwinding: An Inner History of the New AmericaValutazione: 4 su 5 stelle4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreDa EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreValutazione: 4 su 5 stelle4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)Da EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Valutazione: 4.5 su 5 stelle4.5/5 (119)
- Her Body and Other Parties: StoriesDa EverandHer Body and Other Parties: StoriesValutazione: 4 su 5 stelle4/5 (821)
- Dynamic Mooring AnalysisDocumento2 pagineDynamic Mooring AnalysishossamNessuna valutazione finora
- Microwave Path Availability and Error Performance - What Is The DifferenceDocumento4 pagineMicrowave Path Availability and Error Performance - What Is The DifferenceKevin_INessuna valutazione finora
- Downtime-Optimized DMO: Introduction: Using SUM 2.0 SP 12 and HigherDocumento35 pagineDowntime-Optimized DMO: Introduction: Using SUM 2.0 SP 12 and Highergdelma76Nessuna valutazione finora
- TADM70 - EN - Col19-6Documento7 pagineTADM70 - EN - Col19-6Krishna ChaitanyaNessuna valutazione finora
- What Matters Is How IT Is Managed - Are You at Risk?Documento1 paginaWhat Matters Is How IT Is Managed - Are You at Risk?dexterNessuna valutazione finora
- Analysis of Air Conditioner Precision (PAC) Machine Using Overall Equipment Efectiveness (OEE) Method (Case Study at Data Center XYZ Company Jakarta)Documento10 pagineAnalysis of Air Conditioner Precision (PAC) Machine Using Overall Equipment Efectiveness (OEE) Method (Case Study at Data Center XYZ Company Jakarta)International Journal of Innovative Science and Research TechnologyNessuna valutazione finora
- VMware VSphere Optimization Assessment QuickStart GuideDocumento2 pagineVMware VSphere Optimization Assessment QuickStart GuidewhhornNessuna valutazione finora
- Maintenance Strategies: Decision Making Grid Vs Jack-Knife DiagramDocumento18 pagineMaintenance Strategies: Decision Making Grid Vs Jack-Knife DiagramCristian GarciaNessuna valutazione finora
- AIDE - Case StudyDocumento19 pagineAIDE - Case StudyShri Narayan Agnihotri EPGDMAI Batch 1Nessuna valutazione finora
- Refinery Maintenance ReportDocumento8 pagineRefinery Maintenance Reporteaang55Nessuna valutazione finora
- ClusterLion Provides Automatic Switchover for NetApp MetroClusterDocumento20 pagineClusterLion Provides Automatic Switchover for NetApp MetroClusterSuresh KumarNessuna valutazione finora
- Ratingmanual Prod PDFDocumento134 pagineRatingmanual Prod PDFHemantSharmaNessuna valutazione finora
- Repararea Turbinelor Cu Abur Remont Parovie Turbin ENGDocumento324 pagineRepararea Turbinelor Cu Abur Remont Parovie Turbin ENGnueste100% (1)
- Final QoS Reg - Eng1Documento49 pagineFinal QoS Reg - Eng1Noor KamalNessuna valutazione finora
- Ascot Roller Shutter General BrochureDocumento16 pagineAscot Roller Shutter General Brochureiask5275Nessuna valutazione finora
- IT Infrastructure Monitoring For DummiesDocumento49 pagineIT Infrastructure Monitoring For DummiesadminakNessuna valutazione finora
- 4-SUM The Tool For System Conversion To SAP S4HANADocumento21 pagine4-SUM The Tool For System Conversion To SAP S4HANAAbdallah ZaineeldenNessuna valutazione finora
- Thermal Power Plant RehabilitationDocumento51 pagineThermal Power Plant Rehabilitationsenthil031277Nessuna valutazione finora
- AP IndonesiaDocumento42 pagineAP IndonesiaChany MaiaaNessuna valutazione finora
- Oracle Paas and Iaas Public Cloud Services: Pillar Document December 2019Documento30 pagineOracle Paas and Iaas Public Cloud Services: Pillar Document December 2019Kaps BlazeNessuna valutazione finora
- 18 - 016 Altanium Mold Controllers 8.5x11 07 11 2018 FINALDocumento5 pagine18 - 016 Altanium Mold Controllers 8.5x11 07 11 2018 FINALjorge leobardoNessuna valutazione finora
- The 12 Essential Elements of Data Center Facility OperationsDocumento43 pagineThe 12 Essential Elements of Data Center Facility OperationsAzriNessuna valutazione finora
- Consolidated Queries ResponseDocumento201 pagineConsolidated Queries ResponseRuchir Chaturvedi100% (1)
- Manufacturing Excellence Footwear Sourcing RefreshmentDocumento39 pagineManufacturing Excellence Footwear Sourcing RefreshmentAkankshaNessuna valutazione finora
- Cable LimiterDocumento6 pagineCable Limiterjavedsmg1Nessuna valutazione finora
- EWEC 2008 - Harman - Availability TrendsDocumento8 pagineEWEC 2008 - Harman - Availability TrendshonyNessuna valutazione finora
- ABB MACHsense-R - Customer PresentationDocumento13 pagineABB MACHsense-R - Customer PresentationDaniel Christian SihombingNessuna valutazione finora
- What Is Preventive Maintenance and How It Works With SAPDocumento11 pagineWhat Is Preventive Maintenance and How It Works With SAPsaaisun100% (1)
- 2611 Mobile Asset Management SAPs Solution Portfolio and RoadmapDocumento37 pagine2611 Mobile Asset Management SAPs Solution Portfolio and RoadmapAllan DemisterNessuna valutazione finora
- 998 21359052 GMA PowerAvailability GuideDocumento86 pagine998 21359052 GMA PowerAvailability GuideCbdtxd PcbtrNessuna valutazione finora