Potrebbero piacerti anche
- De Mount Able Stave BrochDocumento24 pagineDe Mount Able Stave BrochvamsiarangiNessuna valutazione finora
- Indonesian P2P Lender Hatched at Harvard Rises in Booming Market - Nikkei Asian ReviewDocumento13 pagineIndonesian P2P Lender Hatched at Harvard Rises in Booming Market - Nikkei Asian Reviewhui zivaNessuna valutazione finora
- BPF VibrationsDocumento1 paginaBPF VibrationsPipin Azrin ScreonietichNessuna valutazione finora
- Pos System For RestaurantsDocumento6 paginePos System For RestaurantsLevelFive SolutionsNessuna valutazione finora
- Singapore Fintech Report 2021 Alibaba Cloud Fintech News SGDocumento19 pagineSingapore Fintech Report 2021 Alibaba Cloud Fintech News SGCHOIRUL HIDAYATNessuna valutazione finora
- Unique Solutions Made by The Specialist Bornemann - Pumps and MoreDocumento4 pagineUnique Solutions Made by The Specialist Bornemann - Pumps and Moreenriqueg_53Nessuna valutazione finora
- 9 Natural FrequencyDocumento12 pagine9 Natural FrequencyRais RijalNessuna valutazione finora
- Donalson GDX BrochureDocumento4 pagineDonalson GDX Brochuretoon_naNessuna valutazione finora
- Sabana 2012: Project Number Project NameDocumento11 pagineSabana 2012: Project Number Project NameCesar EstebanNessuna valutazione finora
- 35-44DF IMO Tier II - MarineDocumento406 pagine35-44DF IMO Tier II - MarineSergei Kurpish100% (2)
- Fan Noise Reduction Using PlenumDocumento9 pagineFan Noise Reduction Using PlenumhadianatyaNessuna valutazione finora
- Shaft Vibration MeasurementDocumento8 pagineShaft Vibration Measurementrmsr_7576100% (1)
- PerfoEvaluation CentrifugalCompressor WetComprDocumento0 paginePerfoEvaluation CentrifugalCompressor WetComprHussain NouriNessuna valutazione finora
- Smit Panther 2Documento2 pagineSmit Panther 2Axl AndoniuNessuna valutazione finora
- Ang 1 Marine-Power-Plants PDFDocumento75 pagineAng 1 Marine-Power-Plants PDFVincent KohNessuna valutazione finora
- Applied Failure Analysis-ЦПГDocumento26 pagineApplied Failure Analysis-ЦПГAminadav50% (2)
- Automatic Filter Type 6.46 en BOLLFILTERDocumento7 pagineAutomatic Filter Type 6.46 en BOLLFILTERVannex MensidorNessuna valutazione finora
- High Speed Direct Drive Compressor Train Magnetic Bearing 1599469972Documento9 pagineHigh Speed Direct Drive Compressor Train Magnetic Bearing 1599469972George V ThomasNessuna valutazione finora
- 3244cr Four Stroke Diesel Engine - 3 PDFDocumento9 pagine3244cr Four Stroke Diesel Engine - 3 PDFalulgameNessuna valutazione finora
- KONGSBERG Fleet PerformanceDocumento2 pagineKONGSBERG Fleet Performancec108Nessuna valutazione finora
- SME Financing Through Credit Guarantee Scheme Indonesia ExperienceDocumento40 pagineSME Financing Through Credit Guarantee Scheme Indonesia ExperienceADBI EventsNessuna valutazione finora
- Racor Fuel Filtration - Fuel-Transfer-Dispensing - RSL0020Documento16 pagineRacor Fuel Filtration - Fuel-Transfer-Dispensing - RSL0020setiawanaji407Nessuna valutazione finora
- 机械密封培训Documento81 pagine机械密封培训davidwang8512Nessuna valutazione finora
- DFDE 4 Stroke Wartsila PDFDocumento60 pagineDFDE 4 Stroke Wartsila PDFpadangiringNessuna valutazione finora
- CPP Chan Vit Bien Buoc PDFDocumento335 pagineCPP Chan Vit Bien Buoc PDFKhoai Sai GonNessuna valutazione finora
- M2 Pipe Identification Tape To ISO14726 Technical MaritimeprogresDocumento1 paginaM2 Pipe Identification Tape To ISO14726 Technical Maritimeprogresxfile34Nessuna valutazione finora
- 310 Pneumatic Troubleshooting Course PreviewDocumento15 pagine310 Pneumatic Troubleshooting Course PreviewAnonymous q9eCZHMuSNessuna valutazione finora
- Gas Turbines SourcingDocumento4 pagineGas Turbines SourcingdfarinhaNessuna valutazione finora
- Blade Pass Frequency in Centrifugal PumpsDocumento10 pagineBlade Pass Frequency in Centrifugal PumpsGyangunj SiddhashramNessuna valutazione finora
- 10 Fan DrycoolerDocumento36 pagine10 Fan DrycoolersamersibaniNessuna valutazione finora
- Power System PDFDocumento24 paginePower System PDFlethanhtu0105Nessuna valutazione finora
- Rotex CouplingDocumento39 pagineRotex CouplingseregeNessuna valutazione finora
- Bahan Kuliah Pompa & Kompresor 2014Documento54 pagineBahan Kuliah Pompa & Kompresor 2014Uoiiu WqeeqNessuna valutazione finora
- Hofim For Upstream Gas: CompressionDocumento8 pagineHofim For Upstream Gas: CompressionJaswindersingh BhatiaNessuna valutazione finora
- SIHI HandbookDocumento391 pagineSIHI HandbookFuchsbau100% (4)
- DNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)Documento54 pagineDNV-OS-J102 (Draft October 2004) Design and Manufacturing of Wind Turbine Blades (Offshore)mpk8588Nessuna valutazione finora
- DSG DIG Installation Service and MaintenanceDocumento142 pagineDSG DIG Installation Service and MaintenanceAlbert ArtellsNessuna valutazione finora
- Desmi Terminator Weir Skimmer: Operators ManualDocumento30 pagineDesmi Terminator Weir Skimmer: Operators Manualhalf clanNessuna valutazione finora
- PIM130B1 - Daihatsu DT Series Archived JUN PDFDocumento5 paginePIM130B1 - Daihatsu DT Series Archived JUN PDFAnonymous XGsiY6rNessuna valutazione finora
- RCFA Low Discharge Pressure v6Documento34 pagineRCFA Low Discharge Pressure v6Jameel KhanNessuna valutazione finora
- Vesconite Pump Bearing Design ManualDocumento24 pagineVesconite Pump Bearing Design ManualDANE80Nessuna valutazione finora
- Noruegan StandardDocumento152 pagineNoruegan StandarderikohNessuna valutazione finora
- Automatic Filter Type 6.72 en BOLLFILTERDocumento7 pagineAutomatic Filter Type 6.72 en BOLLFILTERRahmat AnpsNessuna valutazione finora
- Bow Thruster Installation InstructionsDocumento9 pagineBow Thruster Installation InstructionsRovert AlonzoNessuna valutazione finora
- Asian Oil and Gas-January-February 2014Documento54 pagineAsian Oil and Gas-January-February 2014Roslan HamidNessuna valutazione finora
- Modelling Ship Energy Processes With Multi-Domain SimulationDocumento21 pagineModelling Ship Energy Processes With Multi-Domain SimulationxahxNessuna valutazione finora
- Maximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeDocumento5 pagineMaximum Pressure Rating Schedule 160, Schedule 40 and Schedule 80 - Engineers EdgeDevanshu KrNessuna valutazione finora
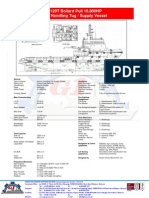
- 70m 120T Bollard Pull 10,800HPDocumento1 pagina70m 120T Bollard Pull 10,800HPMohd ZaidNessuna valutazione finora
- Maintenance Interval ScheduleDocumento4 pagineMaintenance Interval ScheduleVictor NunezNessuna valutazione finora
- 3100 Lane Meter Ropax: Knud E. HansenDocumento1 pagina3100 Lane Meter Ropax: Knud E. HansenChahbi RamziNessuna valutazione finora
- HPFi Hydraulic Support System 0700Documento35 pagineHPFi Hydraulic Support System 0700g665013Nessuna valutazione finora
- Spaans Screw Pumps BrochureDocumento8 pagineSpaans Screw Pumps BrochureEdson França Rodrigues100% (1)
- BB1Documento8 pagineBB1Roozbeh PNessuna valutazione finora
- 2300E Digital Load Sharing and Speed Control For Engines: Product Manual 26691 (Revision E, 7/2016)Documento42 pagine2300E Digital Load Sharing and Speed Control For Engines: Product Manual 26691 (Revision E, 7/2016)Ghani HafiyyanNessuna valutazione finora
- Water-Lubricated Bearings of Ship Propeller Shafts - Problems, Experimental Tests and Theoretical InvestigationsDocumento9 pagineWater-Lubricated Bearings of Ship Propeller Shafts - Problems, Experimental Tests and Theoretical InvestigationsDaniel MatheusNessuna valutazione finora
- Hydro-Turbine Main Shaft Axial Seals ofDocumento13 pagineHydro-Turbine Main Shaft Axial Seals ofAnonymous Hy5Ir9QXNessuna valutazione finora
- Bearing Materials21mme109Documento33 pagineBearing Materials21mme109Ashish KumarNessuna valutazione finora
- DX DU: Self-Lubricating BearingsDocumento33 pagineDX DU: Self-Lubricating Bearingsguruchims100% (1)
- x2525 Enus 2525 InscctlifeDocumento2 paginex2525 Enus 2525 InscctlifesuraiaNessuna valutazione finora
- What Are Labyrinth Seals For BearingsDocumento18 pagineWhat Are Labyrinth Seals For BearingsAthiphap SrisupareerathNessuna valutazione finora
- Krohne Flow Meter PDFDocumento40 pagineKrohne Flow Meter PDFavabhyankar9393Nessuna valutazione finora
- Tsunami in IndonesiaDocumento3 pagineTsunami in Indonesiaavabhyankar9393Nessuna valutazione finora
- Fire EngineDocumento1 paginaFire Engineavabhyankar9393Nessuna valutazione finora
- HDP Horizontal Duplex Piston Power Sprayer Ps 26 2011Documento2 pagineHDP Horizontal Duplex Piston Power Sprayer Ps 26 2011avabhyankar9393Nessuna valutazione finora
- Fluid Mechanics Notes 2Documento80 pagineFluid Mechanics Notes 2Vinod89% (18)
- Bamboo Bridge Bamboo Bridge Bamboo Bridge Bamboo Bridge Bamboo BridgeDocumento10 pagineBamboo Bridge Bamboo Bridge Bamboo Bridge Bamboo Bridge Bamboo Bridgeavabhyankar9393Nessuna valutazione finora
- Sapchill: For PTC WindchillDocumento1 paginaSapchill: For PTC Windchillavabhyankar9393Nessuna valutazione finora
- Make A New Word: Top - Op - OpDocumento2 pagineMake A New Word: Top - Op - Opavabhyankar9393Nessuna valutazione finora
- Aspee Senior HTP Horizontal Triplex Piston Power Sprayer Ps 15 2011Documento2 pagineAspee Senior HTP Horizontal Triplex Piston Power Sprayer Ps 15 2011avabhyankar9393Nessuna valutazione finora
- Aspee Asm 779m Sprayer With 50lit Tank Umoo1bm 50t 2011Documento2 pagineAspee Asm 779m Sprayer With 50lit Tank Umoo1bm 50t 2011avabhyankar9393Nessuna valutazione finora
- Aspee Gator Rocking Sprayer Gr5Documento2 pagineAspee Gator Rocking Sprayer Gr5avabhyankar9393Nessuna valutazione finora
- Aspee Maruti Foot Sprayer Mri 8Documento2 pagineAspee Maruti Foot Sprayer Mri 8avabhyankar9393Nessuna valutazione finora
- Short Vowels Short Vowels ShortDocumento2 pagineShort Vowels Short Vowels Shortavabhyankar9393Nessuna valutazione finora
- ST Grade Spelling Dictation Sentences: Find Printable 1 Grade - 5 Grade Spelling List Worksheets atDocumento1 paginaST Grade Spelling Dictation Sentences: Find Printable 1 Grade - 5 Grade Spelling List Worksheets atavabhyankar9393Nessuna valutazione finora
- Letter TradeDocumento2 pagineLetter Tradeavabhyankar9393Nessuna valutazione finora
- Vowel Digraphs Vowel Digraphs: BR - D SHDocumento2 pagineVowel Digraphs Vowel Digraphs: BR - D SHavabhyankar9393Nessuna valutazione finora
- Final eDocumento2 pagineFinal eavabhyankar9393Nessuna valutazione finora
- Syllables and VowelsDocumento2 pagineSyllables and Vowelsavabhyankar9393Nessuna valutazione finora
- Count Syllables 2Documento2 pagineCount Syllables 2avabhyankar9393Nessuna valutazione finora
- Cursive Practice A ZDocumento26 pagineCursive Practice A Zavabhyankar9393Nessuna valutazione finora
- Archaeology TermsDocumento2 pagineArchaeology TermsKimberly Abel GuevarraNessuna valutazione finora
- Biotechnology and BiodiversityDocumento344 pagineBiotechnology and BiodiversityAlexCuno100% (1)
- Seven Types of MeaningDocumento2 pagineSeven Types of MeaningandressaNessuna valutazione finora
- Nature and Scope: Chapter-1Documento7 pagineNature and Scope: Chapter-1Pushkar MishraNessuna valutazione finora
- Unit 10 - Endangered SpiecesDocumento3 pagineUnit 10 - Endangered SpiecesHà DímNessuna valutazione finora
- Ultramafic-Ultrapotassic Rocks and Associated Mineralization in Achankovil Suture Zone, Southern India Rajesh VJ, Santosh M, Arai SDocumento2 pagineUltramafic-Ultrapotassic Rocks and Associated Mineralization in Achankovil Suture Zone, Southern India Rajesh VJ, Santosh M, Arai SS.Alec KnowleNessuna valutazione finora
- Coal in South America PDFDocumento44 pagineCoal in South America PDFmaveryqNessuna valutazione finora
- Grade 8 Budget of Work FinalDocumento8 pagineGrade 8 Budget of Work FinalNar ZieNessuna valutazione finora
- (6) LUYỆN TẬP CẤU TẠO TỪ VÀ TỪ LOẠI 1Documento2 pagine(6) LUYỆN TẬP CẤU TẠO TỪ VÀ TỪ LOẠI 1An AnNessuna valutazione finora
- Key Performance Indicators For Gas Distribution Network SystemDocumento2 pagineKey Performance Indicators For Gas Distribution Network SystemMasood Alam Farooqui100% (1)
- Unit 10 - HSDocumento15 pagineUnit 10 - HSdodathao1903Nessuna valutazione finora
- Language Defined N CommunicationDocumento2 pagineLanguage Defined N CommunicationAmeyRuled AriffinNessuna valutazione finora
- Beverage TypesDocumento2 pagineBeverage TypesBobby ChippingNessuna valutazione finora
- Immobilisation of Enzymes - Class Lecture VIII PDFDocumento10 pagineImmobilisation of Enzymes - Class Lecture VIII PDFtariqul13017Nessuna valutazione finora
- W01 358 7304Documento29 pagineW01 358 7304MROstop.comNessuna valutazione finora
- Sika Rokkon RBDocumento2 pagineSika Rokkon RBZax SantanaNessuna valutazione finora
- SRD Project Doc FinalDocumento65 pagineSRD Project Doc FinalRavi JoshiNessuna valutazione finora
- LGBR 2019 PDFDocumento133 pagineLGBR 2019 PDFkalyan sahuNessuna valutazione finora
- Ujian Nasional Bahasa Inggris SMA Tahun 1990Documento6 pagineUjian Nasional Bahasa Inggris SMA Tahun 1990Andhika A. SetiyonoNessuna valutazione finora
- Soil Taxonomy (Recovered)Documento51 pagineSoil Taxonomy (Recovered)haerul84Nessuna valutazione finora
- A Window Into The Benue TroughDocumento23 pagineA Window Into The Benue Troughkoya adedayo100% (1)
- UNIT 06 P70 ReadingDocumento1 paginaUNIT 06 P70 ReadingManja MilinovicNessuna valutazione finora
- Derrida and EcologyDocumento15 pagineDerrida and EcologyYare MonNessuna valutazione finora
- The Rain Forests of GhanaDocumento5 pagineThe Rain Forests of GhanaJane SorensenNessuna valutazione finora
- Bulkeley (2018) Conversations With Lesley Head About Hope and Grief in The Anthropocene Reconceptualising Human-Nature Relations Book Panel PaperDocumento11 pagineBulkeley (2018) Conversations With Lesley Head About Hope and Grief in The Anthropocene Reconceptualising Human-Nature Relations Book Panel PaperGustavo LagaresNessuna valutazione finora
- Rules and Procedures For Aptos Community GardenDocumento7 pagineRules and Procedures For Aptos Community Gardenfriends of the Native Plant Society of New MexicoNessuna valutazione finora
- BPW17N Data SheetsDocumento5 pagineBPW17N Data SheetssegalignoNessuna valutazione finora
- Pidato Bahasa Inggris GOOD ENVIRONMENTDocumento2 paginePidato Bahasa Inggris GOOD ENVIRONMENTErika DayanaNessuna valutazione finora
- Isidor Wallimann-Estrangement - Marx's Conception of Human Nature and The Division of Labor (Contributions in Philosophy) - Greenwood Press (1981)Documento108 pagineIsidor Wallimann-Estrangement - Marx's Conception of Human Nature and The Division of Labor (Contributions in Philosophy) - Greenwood Press (1981)Ronald WilsonNessuna valutazione finora
- The Roadrunner: Attorney Babak Naficy Will Address Chapter IssuesDocumento10 pagineThe Roadrunner: Attorney Babak Naficy Will Address Chapter IssuesKern Kaweah Sierrra ClubNessuna valutazione finora